外圆磨床主轴研伤修复探究
外圆磨床砂轮架主轴漏油,频繁更换骨架油封造成主轴研伤,本文对此故障进行探讨性维修恢复,并对两种方案进行比较分析。
1. 故障现象
我公司2007年9月购买上海机床厂1台型号为MC1363/4000H的外圆磨床。该磨床砂轮架主轴采用动、静压轴承结构,液压油从进油管道进入轴承套的油腔中,从而使轴承套和主轴之间形成静压轴承,轴承套左端采用骨架油封对主轴以及静压轴承进行液压密封。由于主轴长时间高速运行,用于密封静压轴承液压油的骨架油封使主轴(与骨架油封接触部分)受到了研磨,研磨出几道深沟。这样一来,主轴在正常运转中液压油就会从主轴“受伤”处泄露出来,造成设备漏油、现场脏乱等现象。
2. 故障分析与解决方案
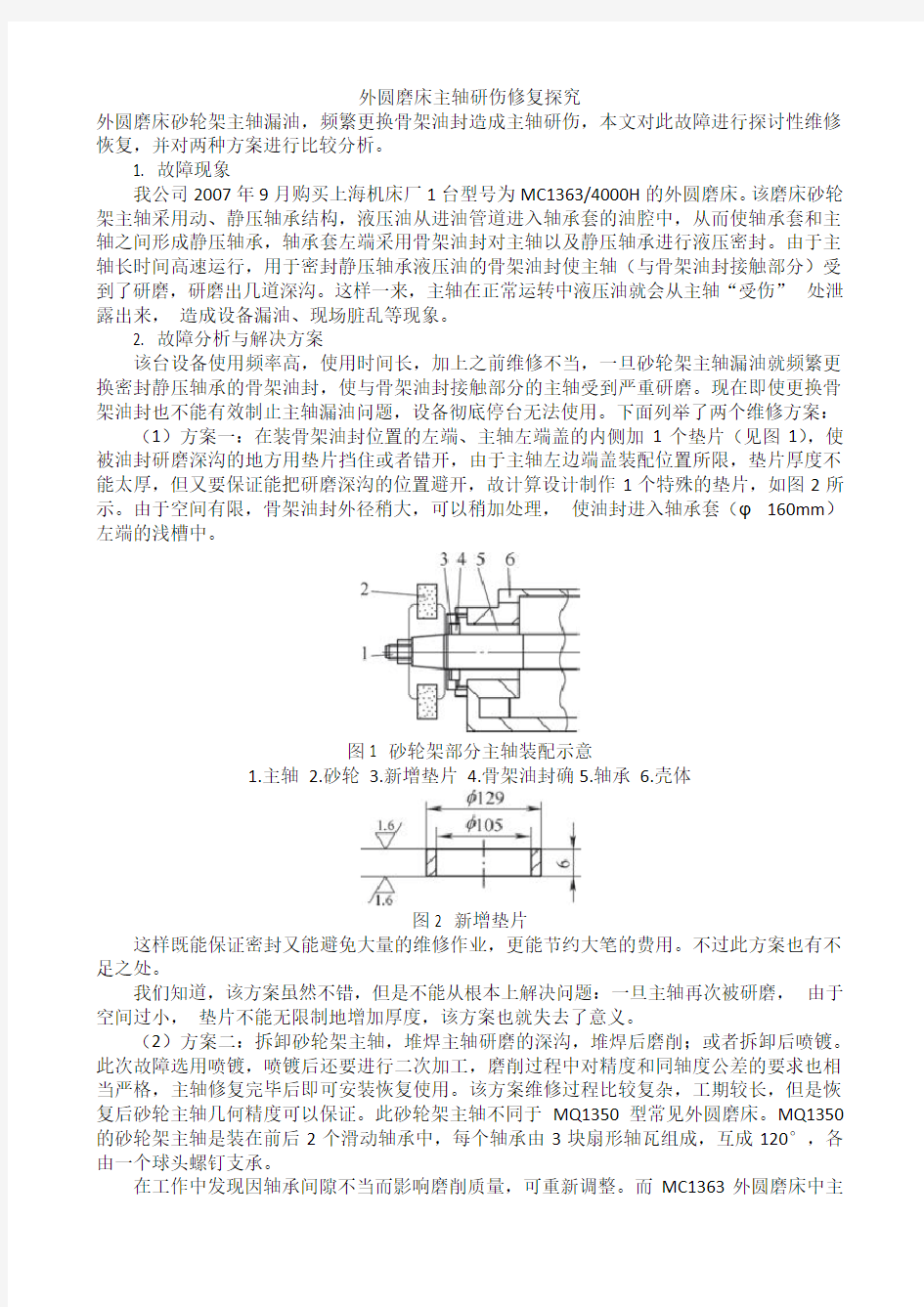
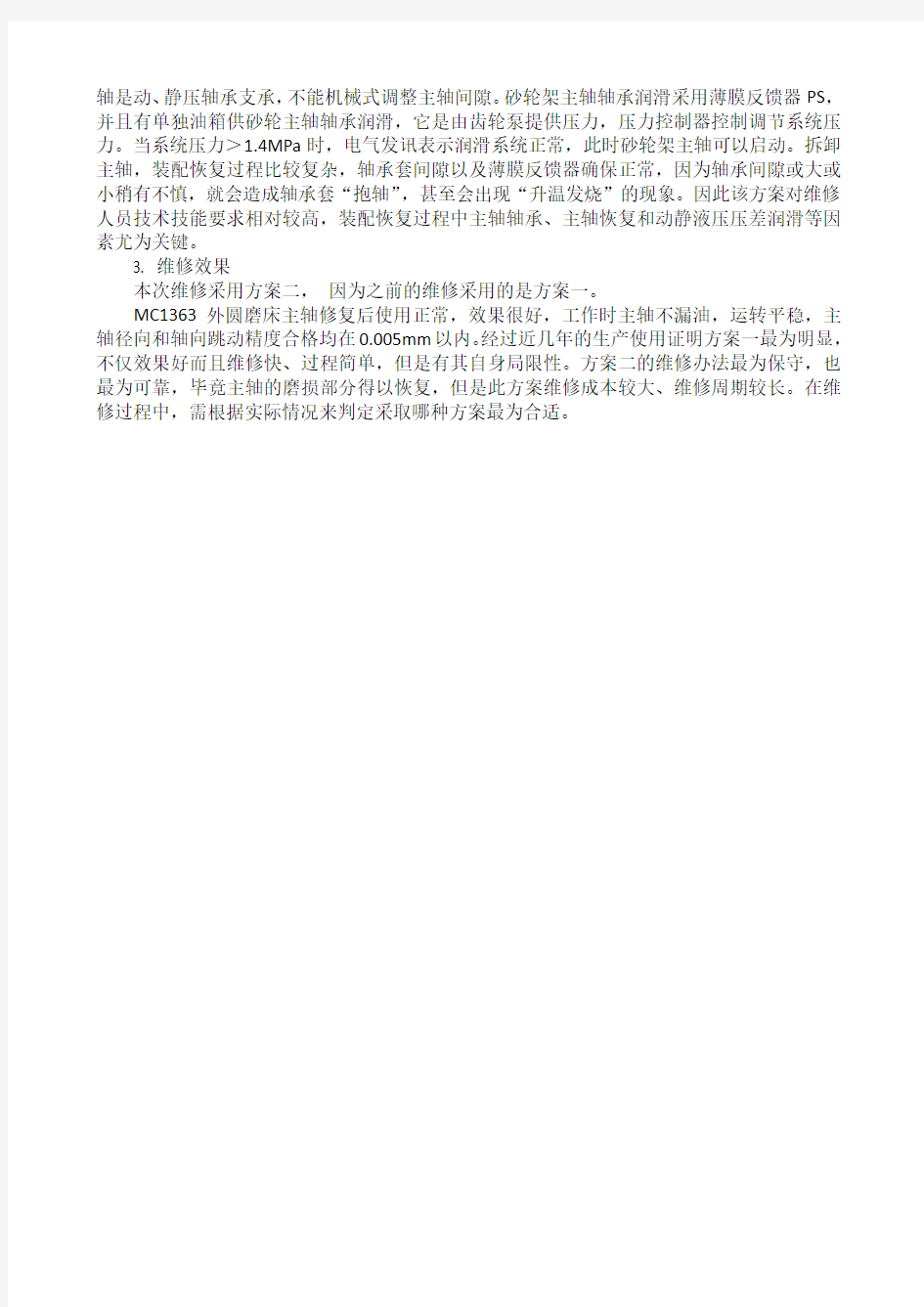
该台设备使用频率高,使用时间长,加上之前维修不当,一旦砂轮架主轴漏油就频繁更换密封静压轴承的骨架油封,使与骨架油封接触部分的主轴受到严重研磨。现在即使更换骨架油封也不能有效制止主轴漏油问题,设备彻底停台无法使用。下面列举了两个维修方案:(1)方案一:在装骨架油封位置的左端、主轴左端盖的内侧加1个垫片(见图1),使被油封研磨深沟的地方用垫片挡住或者错开,由于主轴左边端盖装配位置所限,垫片厚度不能太厚,但又要保证能把研磨深沟的位置避开,故计算设计制作1个特殊的垫片,如图2所示。由于空间有限,骨架油封外径稍大,可以稍加处理,使油封进入轴承套(φ160mm)左端的浅槽中。
图1 砂轮架部分主轴装配示意
1.主轴
2.砂轮
3.新增垫片
4.骨架油封确
5.轴承
6.壳体
图2 新增垫片
这样既能保证密封又能避免大量的维修作业,更能节约大笔的费用。不过此方案也有不足之处。
我们知道,该方案虽然不错,但是不能从根本上解决问题:一旦主轴再次被研磨,由于空间过小,垫片不能无限制地增加厚度,该方案也就失去了意义。
(2)方案二:拆卸砂轮架主轴,堆焊主轴研磨的深沟,堆焊后磨削;或者拆卸后喷镀。此次故障选用喷镀,喷镀后还要进行二次加工,磨削过程中对精度和同轴度公差的要求也相当严格,主轴修复完毕后即可安装恢复使用。该方案维修过程比较复杂,工期较长,但是恢复后砂轮主轴几何精度可以保证。此砂轮架主轴不同于MQ1350型常见外圆磨床。MQ1350的砂轮架主轴是装在前后2个滑动轴承中,每个轴承由3块扇形轴瓦组成,互成120°,各由一个球头螺钉支承。
在工作中发现因轴承间隙不当而影响磨削质量,可重新调整。而MC1363外圆磨床中主
轴是动、静压轴承支承,不能机械式调整主轴间隙。砂轮架主轴轴承润滑采用薄膜反馈器PS,并且有单独油箱供砂轮主轴轴承润滑,它是由齿轮泵提供压力,压力控制器控制调节系统压力。当系统压力>1.4MPa时,电气发讯表示润滑系统正常,此时砂轮架主轴可以启动。拆卸主轴,装配恢复过程比较复杂,轴承套间隙以及薄膜反馈器确保正常,因为轴承间隙或大或小稍有不慎,就会造成轴承套“抱轴”,甚至会出现“升温发烧”的现象。因此该方案对维修人员技术技能要求相对较高,装配恢复过程中主轴轴承、主轴恢复和动静液压压差润滑等因素尤为关键。
3. 维修效果
本次维修采用方案二,因为之前的维修采用的是方案一。
MC1363外圆磨床主轴修复后使用正常,效果很好,工作时主轴不漏油,运转平稳,主轴径向和轴向跳动精度合格均在0.005mm以内。经过近几年的生产使用证明方案一最为明显,不仅效果好而且维修快、过程简单,但是有其自身局限性。方案二的维修办法最为保守,也最为可靠,毕竟主轴的磨损部分得以恢复,但是此方案维修成本较大、维修周期较长。在维修过程中,需根据实际情况来判定采取哪种方案最为合适。
第1章绪论 1.1磨床的类型与用途 1.1.1 磨床的类型及其特点 用磨料磨具(砂轮、砂带、油石和研磨料等)为工具进行切削加工的机床,统称为磨床(英文为Grinding machine),它们是因精加工和硬表面的需要而发展起来的[1]。 磨床种类很多,主要有:外圆磨床、内圆磨床、平面磨床、工具磨床和用来磨削特定表面和工件的专门化磨床,如花键轴磨床、凸轮轴磨床、曲轴磨床等[2]。 对外圆磨床来说,又可分为普通外圆磨床、万能外圆磨床、无心外圆磨床、宽砂轮外圆磨床、端面外圆磨床等 以上均为使用砂轮作切削工具的磨床。此外,还有以柔性砂带为切削工具的砂带磨床,以油石和研磨剂为切削工具的精磨磨床等。 磨床与其他机床相比,具有以下几个特点: 1、磨床的磨具(砂轮)相对于工件做高速旋转运动(一般砂轮圆周线速度在35米/秒左右,目前已向200米/秒以上发展); 2、它能加工表面硬度很高的金属和非金属材料的工件; 3、它能使工件表面获得很高的精度和光洁度; 4、易于实现自动化和自动线,进行高效率生产; 5、磨床通常是电动机---油泵---发动部件,通过机械,电气,液压传动---传动部件带动工件和砂轮相对运动---工件部分组成[1]。 1.1.2 磨床的用途 磨床可以加工各种表面,如内、外圆柱面和圆锥面、平面、渐开线齿廓面、螺旋面以及各种成形表面。磨床可进行荒加工、粗加工、精加工和超精加工,可以进行各种高硬、超硬材料的加工,还可以刃磨刀具和进行切断等,工艺范围十分广泛。 随着科学技术的发展,对机械零件的精度和表面质量要求越来越高,各种高硬度材料的应用日益增多。精密铸造和精密锻造工艺的发展,使得有可能将毛坯直接磨成成品。高速磨削和强力磨削,进一步提高了磨削效率。因此,磨床的使用范围日益扩大。它在金属切削机床所占的比重不断上升。目前在工业发达的国家中,磨床在机床总数中的比例已达30%----40%。
M1432A万能外圆磨床的介绍 M1432A万能外圆磨床主要用于内(外)圆表面的磨削加工。它属于精加工机床类,其切削力变化不大,最大磨削长度为 1500mm,最大磨削直径为320mm。整体结构如下图所示。 图 M1432A万能外圆磨床 磨床的特点 由于机床加工工艺的要求,M1432A型万能外圆磨床液压系统是机床液压系统中要求较高、较复杂的一种。其主要特点是: (1)系统采用节流阀回油节流调速回路,功率损失较小。 (2)工作台采用了活塞杆固定式双杆液压缸,保证左、右往复运动的速度一致,并使机床占地面积不大。 (3)本系统在结构上采用了将开停阀、先导阀、换向阀、节流阀、抖动缸等组合一体的操纵箱。使结构紧凑、管路减短、操纵方便,又便于制造和装配修理。此操纵箱属行程制动换向回路,具有较高的换向位置精度和换向平稳性。
磨床的功能和主要部件结构 M1432A型万能外圆磨床主要用于磨削IT5~IT7精度的圆柱形或圆锥形外圆和内孔,该机床的液压系统具有以下功能: (1)能实现工作台的自动往复运动,并能在~4m/min之间无级调速,工作台换向平稳,起动制动迅速,换向精度高。 (2)为方便装卸工件,尾架顶尖的伸缩采用液压传动。 (3)工作台可作微量抖动:切入磨削或加工工件略大于砂轮宽度时,为了提高生产率和改善表面粗糙度,工作台可作短距离(1~3mm)、频繁往复运动(100~150次/min)。 (4)传动系统具有必要的联锁动作: a、工作台的液动与手动联锁,以免液动时带动手轮旋转引起工伤事故。 b、砂轮架快速前进时,可保证尾架顶尖不后退,以免加工时工件脱落。 c、磨内孔时,为使砂轮不后退,传动系统中设置有与砂轮架快速后退联锁 的机构,以免撞坏工件或砂轮。 (5)砂轮架快进时,头架带动工件转动,冷却泵启动;砂轮架快速后退时,头架与冷却泵电机停转。 磨床的工作原理 工作台的往复运动 (1)工作台右行:如图所示状态,先导阀、换向阀阀芯均处于右端,开停阀处于右位。其主油路为: 进油路:液压泵19→换向阀2右位(P→A)→液压缸2右腔; 油路:液压缸9左腔→换向阀2右位(B→T2)→先导阀1右位→开停阀3右位→节流阀5→油箱。液压油推液压缸带动工作台向右运动,其运动速度由节流阀来调节。 (2)工作台左行:当工作台右行到预定位置,工作台上左边的挡块拨与先导阀1的阀芯相连接的杠杆,使先导阀芯左移,开始工作台的换向过程。先导阀阀芯左移过程中,其阀芯中段制动锥A的右边逐渐将回油路上通向节流阀5的通道。(D2→T)关小,使工作台逐渐减速制动,实现预制动;当先导阀阀芯继续向左移动到先导阀芯右部环形槽,使a2点与高压油路a2′相通,先导阀芯左部环槽使a1→a1′接通油箱时,控制油路被切换。这时借助于抖动缸推动先导阀向左快速移动(快跳)。其油路是:
磨床简介 用砂轮或其他磨具加工工件,称为磨削。 一.磨削过程 磨削可以加工外圆面、内孔、平面、成形面、螺纹、齿轮等 1.外圆磨削 1、在外圆磨床上进行 磨法:纵磨法横磨法综合磨深磨法 2、无心外圆磨 圆面必须连续,不能有较长键槽等孔的磨削 2.平面磨削 周磨质量较高,但较慢 端磨较快,但质量不高 特点:主运动是砂轮的旋转运动; 磨削过程:实际上是磨粒对工件表面的切削、刻削和滑擦三种作用的综合效应; 砂轮的“自锐性” :磨削中,磨粒本身也会由尖锐逐渐磨钝,使切削能力变差,切削力变大, 磨外圆磨内孔磨平面 磨削往往作为最终加工工序。
磨削刀具砂轮加工 砂轮的修整 由于砂轮的“自锐性”以及切屑和碎磨粒会阻塞砂轮,在磨削一定时间后,需用金刚石车刀等 砂轮修整 二.磨削的工艺特点 磨床的特点: a.使用磨料、磨具(如砂轮、砂带、油石、研磨料等)为工具,进行切削加工。 b.用来加工硬度较高的材料。 c.加工精度高、光洁度高。 d.一般加工余量较小。 工业发达国家,磨床比例高(约30%左右),磨床用于粗、精加工,发展了新型强力磨和高速磨。 三.磨削的应用和发展
(一)外圆磨床:磨床中所占比例较大的一种,包括万能外圆磨床、外圆磨床、无心外圆磨床。 1.万能外圆磨床 万能性好,常用于加工以下几种典型表面。 <1>磨外圆 加工所需的运动 砂轮主运动 n 工件的圆周进给运动 f1 工件的纵向进给运动 f2 砂轮的横向切入运动 c <2>磨长圆锥面 外圆磨床工作台分两层,上工作台相对下工作台调整至一定的角度位置(不超过±7°)机床运动与(1)相同,但工件回转中心线与工作台纵向进给方向不平行,故磨削出来的是圆锥面。 <3>磨短圆锥面 圆锥面的宽度小于砂轮宽度。砂轮架在水平面内转角度,工件不作往复运动。 <4>磨内锥孔(包括圆柱孔) 工件卡盘装在头架主轴上,头架可在水平面内转角度,此时大砂轮不转,内圆磨具支架翻下,
M1432型万能外圆磨床头架改造
M1432A型万能外圆磨床头架改造摘要:本文就M1432A磨床使用过程中遇到的由于更换加工产品所出现的改造问题,对头架的结构改造进行了描述,并对该设备在生产中的使用情况进行了简要介绍,对普通设备的使用、改造有一定的借鉴作用。 1、前言 机械行业是我国的基础行业之一,普通的车、铣、刨、磨等设备在各种机械厂是最常见的加工设备,目前国内一些历史比较长的机械厂均有几十年的老设备,这些老设备由于长期使用,经常出现一些配件缺失、零件磨损等各种现象,有些设备甚至因此报废不能再使用。 2、问题的出现 车间一台M1432A型万能外圆磨床,原为其它车间加工喷油泵下体专用机床,使用时间较长,加之一直用于加工单一产品,造成头架主轴磨损松动,无法固定,进行几次维修无果,最后决定对之进行改造。 图1、M1432A型万能外圆磨床
1).M1432A型万能外圆磨床简介 M1432A型万能外圆磨床主要用于磨削外圆柱面、外圆锥面、内圆柱面和内圆锥面以及台阶端面(如图1所示)。加工精度可达IT6-IT5,表面粗糙度达Ra0.8-0.2微米。 该机床的主要技术数据如下: 主要规格:最大磨削直径×最大磨削长度 320×1000毫米;320×1500毫米 加工范围:磨削工件外圆直径8-320毫米 磨削工件内圆直径13-100毫米 磨削工件内圆长度160毫米 最大工件重量120公斤 头架:头、尾架中心高180毫米 头架顶针孔锥度莫氏4号 头架回转角度 90° 三爪卡盘卡活外圆的最大直径 130毫米 砂轮架:砂轮架最大移动量 150毫米 砂轮架快速进退量 30-35毫米 砂轮架回转角度15° 砂轮尺寸(外径×宽度×孔径)500×50-75×203毫米 内圆磨具:砂轮尺寸(外径×宽度×孔径) 最大 50×25×13毫米 最小 17×20×6毫米
机床维修技术之——外圆磨床的维修 1、外圆磨床的主要作用是什么? 答:外圆磨床主要用来加工回转体工件的外圆或内孔(需配备内圆磨具)。外圆磨削的对象主要是各种圆柱体、圆锥体、带肩台阶轴,环形工件和旋转曲面等。如MGl432A高精度万能外圆磨床主要用来加工高精度轴类、套类、箔材轧辊、环规、塞规等零件。
外圆磨床 科技名词定义 中文名称:外圆磨床 英文名称:external cylindrical grinding machine 定义:主要用于磨削圆柱形和圆锥形外表面的磨床。 应用学科:机械工程(一级学科);切削加工工艺与设备(二级学科);金属切削机床-各种金属切削机床(三级学科) 本内容由全国科学技术名词审定委员会审定公布 目录 编辑本段介绍 外圆磨床 外圆磨床
分[1]为普通外圆磨床和万能外圆磨床,在普通外圆磨床上可磨削工件的外圆柱面和外圆锥面,在万能外圆磨床上还能磨削内圆柱面和内圆锥面和端面。外圆磨床的主参数为最大磨削直径。 编辑本段工作思路 外圆磨床以两顶心为中心,以砂轮为刀具,将圆柱型钢件研磨出精密同心度的磨床 (又叫顶心磨床或圆筒磨床)。 外圆磨床 编辑本段结构 主机由床身,车头,车尾,磨头,传动吸尘装置等部件构成。车头,磨头可转角度、用于修磨顶针及皮辊倒角用专用夹具,动平衡架,皮辊检测器三部件由客户定购。 编辑本段特点 1、砂轮主轴轴承采用锥形成型油楔动压轴承、砂轮主轴在低速是仍具有高的轴承刚度。 2、砂轮架导轨采用交叉滚柱刚导轨,半自动进给机构采用回转式油缸实现。 3、尾架轴系具有无间隙刚度的特点,电器箱,液压箱冷却箱与机床分离。 4、富有磨削指示仪及冷却液过滤器。 5、头架速度才有那个交流变频无级调速。 6、电气采用可编程序控制器(pc),具有自诊断功能、维修十分方便。 7、可选配自动测量仪。 编辑本段用途
外圆磨床主要用于成批轴类零件的端面、外圆及圆锥面的精密磨削,是汽车发动机等行业的主要设备。也适用于军工、航天、一般精密机械加工车间批量小,精度要求高的轴类零件加工。 ⑴用于纺织纺纱行业,粗细纱机,并条机,精梳机,加弹机等上皮辊加工。 ⑵用于生产制造办公通讯设备行业,传真机,复印机,打印机,刻字机等上胶辊加工。 ⑶适用于印刷,食品,医药行业自动输送装置上皮辊,塑料加工。 编辑本段外圆磨床加工精度的影响 1:磨头、头架、尾座的等高度对工件尺寸精度的影响。 磨头、头架、尾座的等高度误差将使头架、尾座中心连线与砂轮主轴轴线在空间发生偏移,此时磨出的工件表面将是一个双曲面。 2:头架、尾座中心连线对磨头主轴轴线在水平面内的平行度误差对工件尺寸精度的影响。 当发生该项误差时,外圆磨床磨出的工件外形将是一个锥体,即砂轮成角度磨削,表面有螺旋形磨纹。 3:磨头移动相对于机床导轨垂直度误差对加工精度的影响。 这项误差的最终结果是使主轴轴线与头架、尾座中心连线发生偏移,在磨轴肩端面时,将造成轴肩端面与工件轴线的垂直度误差。磨外圆时,将影响表面粗糙度,产生螺旋形磨纹。 编辑本段外圆磨床安全操作规程 1.操作人员经考试合格取得操作证,方准进行操作,操作者应熟悉本机的性能、结构等,并要遵守安全和交接班制度。 2.操作者必须根据说明书的要求,熟记各润滑部位,润滑方法及润滑油的种类、牌号,按磨床润滑图表的规定进行给油保养。 3.开工前,应按规定穿戴好防护用品,对照交接班记录薄,对磨床各部位进行详细检查,发现问题应及时逐级报告,异状未经排除不得开车工作。 4.开工前应对下列部位进行检查: (1)油池中的油盆应达到规定的油面高度。 (2)调整皮带松紧度是否合适。 (3)防护罩和砂轮要装卡牢固,位里正确,防尘毡垫密贴良好。 (4)检查电气系统(电动机、配电箱、安全灯、导线、接地线)是否良好,无短路,周围环境应清洁。 (5)按活塞杯外国磨床说明书规定的润滑处所,顺次注入润滑油。
外圆磨床的使用与调整 一、工件表面出现直波形振痕 产生原因1、砂轮不平衡,转动是产生振动; 2、砂轮硬度过高; 3、砂轮变钝后没有及时修整; 4、砂轮修得过细,或金刚占顶角已被磨钝,砂轮修整不锋利; 1、工件圆周速度过大,工件中心孔有多角形; 工件直径重量过大,不符合机床规格; 2、砂轮主轴轴承磨损,配合间隙太大,产生径向跳动; 3、头架主轴轴承松动; 消除方法:1、注意保持砂轮平衡; ○1砂轮需经两次静平衡; ○2、砂轮使用一段时期后,如果又出现不平衡必须再作静平衡; ○3、砂轮停车前,先关掉冷却液,使砂轮空转进行脱水,以免冷却液聚集在下部而引起不平衡。 2、砂轮硬度太高:根据工件材料性质,选择合适的砂轮硬度。 3、砂轮钝后没有及时修整:必须及时修整砂轮。 4、砂轮修整过细,或多见占顶角已磨钝,砂轮修整不锋利;合理选择修整用量,或选尖角对准砂轮或重新焊接金刚石。 5、工件圆周速度过大,工件中心孔有多角形;适当降低工件转速度,修整中心孔。 6、工件直径重量过大,不符合机床规格;改在规格较大的磨床上磨削。如受设备条件限制而不能这样做时,可降低磨削深度和纵向进给量以及把砂轮修得锋利些。 7、砂轮主轴轴承磨损,配合间隙过大,产生径向跳动;按机床说明书规定调整轴承间隙。 8、头架主轴轴承松动;调整轴承间隙。 二、工件表面有螺旋形痕迹 1、砂轮硬度过高,修得过细,而磨削深度过大;合理选择砂轮硬度和修整用量,适当减小磨削深度。 2、砂轮修得过细,不够锋利;合理选择修整用量。 3、砂轮太钝;修整砂轮。 4、磨削深度,纵向进给量过大,或工件圆周速度过低;适当减少磨削深度,减小纵向进给量或增大工件的转速。 5、冷却液不充足;加大冷却液。 6、环材质过硬。 三、工件有椭圆度 1、中心孔形状不正确(不圆,角度不对,太浅,有毛剌等)或中心孔内有污垢,铁屑,尘埃等:根据 具体情况可重新修整中心孔或把中心孔擦干净。 2、中心孔或顶针因润滑不良而磨损;注意润滑,如已磨损需重新修整中心孔或修磨顶针。 3、工件顶得过松或过紧:重新调整尾架顶针压力。 4、顶针在主轴和尾架套的锥孔内贴合不紧密,磨削工件时发生摇晃:把顶针卸下,擦净后重新装上。 5、砂轮过钝:修整砂轮。 6、冷却液不充分或供应不及时:保证充足的冷却液。 7、工件刚性较差而毛坯形状误差又大,磨削时因余量不均匀而引起的磨削深度变化,使工件弹性变形 发生相应变化,结果磨削后的工件部分保留着毛坯的形状误差:磨削深度不能太大,并随着余量减少而逐步减小,最后多作几次“光磨”。 8、工件有不平衡重量时,由于离心力影响,会在较重的一边磨去较多的金属,使工件有椭圆度。 9、砂轮主轴轴承间隙过大:调整主轴轴承间隙。 10、用卡盘装夹磨削外圆时,头架主轴径向跳动过大:调整头架主轴轴承间隙。
本科学生毕业设计 M1432A 型外圆磨床总体布局设计 摘要 磨床是应用于零件精加工,尤其是淬硬钢件和高硬度特殊材料精加工的一种机 床。近年来由于科学技术的发展,现代机械零件的精度和表面粗糙度要求越来越高, 各种硬度材料日益增多,所以磨床的应用越来越广泛。 基于市场对外圆磨床的变速要求高,磨削外圆直径大的要求,经过重新布局和对 主轴箱的设计后,M1432A型外圆磨床的加工性能得到了很大的提高,外形更加美观,结构更紧凑,操纵也更方便,更省力。主轴可获得6种转速,磨削直径也增加到了320 毫米。这些改变都给操纵工人和维修人员带来方便,基本达到了以人为本的目的。 关键词:外圆磨床;淬硬钢件;磨削精度;精加工;粗糙度 ABSTRACT Grinder is a machine which is widely used in finish processing of the part , especially
for the hard steel and the finish machining of the high rigidity special materials. In recent years, with the development of the technology, the need for machine’s precision and surface roughness is getting higher and higher. At the same time, the high rigidity materials are manifold, so the grinder machine is used more widely now. Based on the high demand for cylindrical grinder and the bigger diameter of the grind circularity, the performance of M1432A cylindrical grinder has gained a prodigious improvement after renewing the layout and designing the headstock. The machine now has the features of perfect, compact, convenient and labor saving. The principal axle can provide six rotation speeds, and the diameter has also increased to 320 millimeter. All of these changes has brought more and more convenient for the manipulators and the maintaining workers. So the changes have achieved the goal of center on human. Key words: Cylindrical Grin der? Quenched Steel? Grinding Precision? Finish Machining? Roughness 第1章绪论 1.1 选题背景和意义 近年来,由于科学技术的发展,现代机械零件的精度和表面粗糙度要求越来越高, 各种高硬度材料应用日益增多,同时精密铸造和精密锻造工艺的发展,又可能将毛坯
KELLENBERGER外圆磨床砂轮主轴改造 DOI:10.16640/jki.37-1222/t.2018.10.030 1 改造设备情况 哈挺集团旗下子公司瑞士KELLENBERGER(克林伯格)是世界著名的磨床生产厂家。该公司的KEL-VARIA系列超精密万能外圆磨床因高精度、高效率的特点在国内中小型精密零部件加工领域大量应用。然而国内企业在使用时发现此磨床经长时间使用后砂轮主轴故障率高,经常需要维修。为此本公司对此类主轴进行了改造升级,改造后的主轴性能优于原厂家配套主轴,使用寿命大大延长,为企业解决了很大困扰。 2 原主轴结构 原?C床砂轮主轴轴承为动压轴承,主轴两端有一对径向动压轴承,轴向动压轴承位于右轴承内侧。主轴直径为φ63mm、体壳孔直径为φ120mm。此机床主轴有两种:一种为双砂轮分别安装在主轴左右两端;另一种为单砂轮安装在主轴一端。电机通过皮带驱动主轴旋转,依靠主轴旋转带动润滑油泵旋转,润滑油泵为主轴提供循环润滑油。润滑油池在体壳中间,为封闭式结构,润滑油泵从油池中抽油注入主轴与轴承相对滑动面,然后润滑油从轴承两侧溢出后流回油池中形成循环。动压轴承安装在体壳孔中,动压轴承外圆有冷却沟槽,切削液经沟槽对动压轴承进行冷却。主轴电机安装在体壳后端,利用切削液进行循环冷却。 此主轴存在三个缺点:(1)主轴电机启动时润滑油泵不能同步供应润滑油,主轴与动压轴承存在干磨擦会磨损主轴及动压轴承,时间越长磨损越严重。虽然动压轴承内部与主轴接触表面采用了耐磨损的巴氏合金材
料,但仍然不能避免磨损的发生。(2)利用切削液对动压轴承和主轴电机进行冷却,由于切削液中难免带有杂质,因此容易把杂质带入冷却管路中,长时间使用后杂质易堵塞冷却管路影响冷却效果。(3)轴承润滑油与切削液靠多个O型橡胶圈相互间隔,长期使用后橡胶圈容易受切削液腐蚀老化密封效果差,切削液及易混入润滑油中,损坏主轴和动压轴承,并可能引起主轴与动压轴承抱死。由于以上几个缺点,主轴电机有过热使用损坏的情况,主轴与动压轴承也有磨损严重不能满足使用要求,主轴与动压轴承也有抱死的情况。虽然用户更换过电机及修复动压轴承、主轴及O型橡胶圈,但使用一段时间后仍会出现同样的故障。 3 磨床主轴用轴承介绍 磨床主轴用轴承分为为滑动轴承和滚动轴承,其中磨床上使用的滑动轴承以润滑油为介质的滑动轴承为主。滑动轴承因自身具有精度高、抗振性好、耐冲击、刚度高、寿命长等特点应用更为广泛。滑动轴承分为动压轴承和静压轴承。动压轴承主轴无外接压力油源,依靠润滑油的粘性及不可压缩性旋转时产生压力油膜可承载,具有结构紧凑、制造成本低、动压力大的优点,但是在主轴启动和停止时主轴与轴承存在磨损。静压轴承主轴有外接压力油源,主轴与轴承不接触,在使用过程中无磨损、精度高,但静压轴承制造成本较高。动静压轴承是在静压轴承的基础上在结构设计时引入动压轴承的结构,使二者有效结合,既保留了静压轴承具有无磨损、精度高的特点,又加入了动压轴承动压力大的优点,现在在高精度磨床主轴已大量应用。 4 改造后主轴结构
一、工件表面出现直波形振痕 产生原因 1、砂轮不平衡,转动是产生振动; 2、砂轮硬度过高; 3、砂轮变钝后没有及时修整; 4、砂轮修得过细,或金刚占顶角已被磨钝,砂轮修整不锋利; 1、工件圆周速度过大,工件中心孔有多角形; 工件直径重量过大,不符合机床规格; 2、砂轮主轴轴承磨损,配合间隙太大,产生径向跳动; 3、头架主轴轴承松动; 消除方法: 1、注意保持砂轮平衡; 1砂轮需经两次xx;○ 2、砂轮使用一段时期后,如果又出现不平衡必须再作静平衡;○ 3、砂轮停车前,先关掉冷却液,使砂轮空转进行脱水,以免冷却液聚集在下部而引起不平衡。○ 2、砂轮硬度太高: 根据工件材料性质,选择合适的砂轮硬度。 3、砂轮钝后没有及时修整: 必须及时修整砂轮。
4、砂轮修整过细,或多见占顶角已磨钝,砂轮修整不锋利;合理选择修整用量,或选尖角对准砂轮或重新焊接金刚石。 5、工件圆周速度过大,工件中心孔有多角形;适当降低工件转速度,修整中心孔。 6、工件直径重量过大,不符合机床规格;改在规格较大的磨床上磨削。如受设备条件限制而不能这样做时,可降低磨削深度和纵向进给量以及把砂轮修得锋利些。 7、砂轮主轴轴承磨损,配合间隙过大,产生径向跳动;按机床说明书规定调整轴承间隙。 8、头架主轴轴承松动;调整轴承间隙。 二、工件表面有螺旋形痕迹 1、砂轮硬度过高,修得过细,而磨削深度过大;合理选择砂轮硬度和修整用量,适当减小磨削深度。 2、砂轮修得过细,不够锋利;合理选择修整用量。 3、砂轮太钝;修整砂轮。 4、磨削深度,纵向进给量过大,或工件圆周速度过低;适当减少磨削深度,减小纵向进给量或增大工件的转速。 5、冷却液不充足;加大冷却液。 6、环材质过硬。 三、工件有椭圆度 1、中心孔形状不正确(不圆,角度不对,太浅,有毛剌等)或中心孔内有污垢,铁屑,尘埃等: 根据具体情况可重新修整中心孔或把中心孔擦干净。
外圆磨床主轴研伤修复探究 外圆磨床砂轮架主轴漏油,频繁更换骨架油封造成主轴研伤,本文对此故障进行探讨性维修恢复,并对两种方案进行比较分析。 1. 故障现象 我公司2007年9月购买上海机床厂1台型号为MC1363/4000H的外圆磨床。该磨床砂轮架主轴采用动、静压轴承结构,液压油从进油管道进入轴承套的油腔中,从而使轴承套和主轴之间形成静压轴承,轴承套左端采用骨架油封对主轴以及静压轴承进行液压密封。由于主轴长时间高速运行,用于密封静压轴承液压油的骨架油封使主轴(与骨架油封接触部分)受到了研磨,研磨出几道深沟。这样一来,主轴在正常运转中液压油就会从主轴“受伤”处泄露出来,造成设备漏油、现场脏乱等现象。 2. 故障分析与解决方案 该台设备使用频率高,使用时间长,加上之前维修不当,一旦砂轮架主轴漏油就频繁更换密封静压轴承的骨架油封,使与骨架油封接触部分的主轴受到严重研磨。现在即使更换骨架油封也不能有效制止主轴漏油问题,设备彻底停台无法使用。下面列举了两个维修方案:(1)方案一:在装骨架油封位置的左端、主轴左端盖的内侧加1个垫片(见图1),使被油封研磨深沟的地方用垫片挡住或者错开,由于主轴左边端盖装配位置所限,垫片厚度不能太厚,但又要保证能把研磨深沟的位置避开,故计算设计制作1个特殊的垫片,如图2所示。由于空间有限,骨架油封外径稍大,可以稍加处理,使油封进入轴承套(φ160mm)左端的浅槽中。 图1 砂轮架部分主轴装配示意 1.主轴 2.砂轮 3.新增垫片 4.骨架油封确 5.轴承 6.壳体 图2 新增垫片 这样既能保证密封又能避免大量的维修作业,更能节约大笔的费用。不过此方案也有不足之处。 我们知道,该方案虽然不错,但是不能从根本上解决问题:一旦主轴再次被研磨,由于空间过小,垫片不能无限制地增加厚度,该方案也就失去了意义。 (2)方案二:拆卸砂轮架主轴,堆焊主轴研磨的深沟,堆焊后磨削;或者拆卸后喷镀。此次故障选用喷镀,喷镀后还要进行二次加工,磨削过程中对精度和同轴度公差的要求也相当严格,主轴修复完毕后即可安装恢复使用。该方案维修过程比较复杂,工期较长,但是恢复后砂轮主轴几何精度可以保证。此砂轮架主轴不同于MQ1350型常见外圆磨床。MQ1350的砂轮架主轴是装在前后2个滑动轴承中,每个轴承由3块扇形轴瓦组成,互成120°,各由一个球头螺钉支承。 在工作中发现因轴承间隙不当而影响磨削质量,可重新调整。而MC1363外圆磨床中主