四、模具图纸的绘制 模具测绘结束后要把测绘的零件图与装配草图进行整理,绘制出正规的总装配图与零件图。在绘制模具装配图时,初学者的主要问题是图面紊乱无条理、结构表达不清、剖面选择不合理等,还有作图质量差如引出线重叠交叉、螺销钉作图比例失真,漏线条等错误屡见不鲜。上述 问题除平时练习过少外,更主要的是缺乏作图技巧所致。一旦掌握了必要的技巧,这些错误均 可避免。 1.装配图的画法: 绘制模具装配图最主要的是要反映模具的基本构造,表达零件之间的相互装配关系,包括 位置关系和配合关系。从这个目的出发,一张模具装配图所必须达到的最起码要求一是模具装 配图中各个零件(或部件)不能遗漏。不论哪个模具零件,装配图中均应有所表达;二是模具 装配图中各个零件位置及与其它零件间的装配关系应明确。在模具装配图中,除了有足够的说 明模具结构的投影图、必要的剖视图、断面图、技术要求、标题栏和填写各个零件的明细表等外,还有其他特殊的表达要求。现将模具装配图的绘制要求做一总结,具体如下:(1)总装图的布图及比例 1)遵守国家标准机械制图的有关规定(GB14689—1993) 2)可按模具设计中习惯或特殊规定的制图方法作图 3)尽量以1:1绘图,必要时按机械制图要求比例缩放 a)冲压模具总装配图的布置b)塑料模具总装配图的布置 (2)模具设计绘图顺序 1)主视图绘制总装图时,先里后外,由上而下,即先绘制制件的零件图、凸模、凹模。 2)俯视图将模具沿冲压或注射方向“打开”上(定)模,沿冲压或注射方向分别从上往下看“打开”的上(定)模或下(动)模,绘制俯视图。主、俯视图一一对应画出。 3)左、右视图当主、俯视图表达不清楚装配关系时;或者塑料模具以卧式为工作位置时,左、右视图绘制按注射方向“打开”定模看动模部分的结构。 (3)模具装配图主视图要求 1)在画主视图前,应先估算整个主视图大致的长与宽,然后选用合适的比例作图。主视图画好后其四周一般与其它图或外框线之间应保持有约50~60mm的空白,不要画得“顶天立地”,也不要画得“缩成一团”。
摘要 本文介绍的模具实例结构简单实用,使用方便可靠。本套冲压模具的设计不是以复杂模具的设计为主,而主要是对模具设计知识的系统学习和设计的练习,以达到掌握冲压模具设计的基本技能的目的。 首先,对零件做整体的分析。包括:材料的使用、精度的要求、工序的要求以及成本的要求等。为了降低成本,对排样方式进行了合理的设计;其次,对零件整体进行工艺设计。通过工艺目的的设计、工序的顺序设计、压力机的选择等来实现所要达到的要求;再次,想要保证制件精度的要求,就要考虑模具刃口尺寸的计算。因为刃口是冲制工件的主要工作部分,刃口处的精度就决定了制件的精度,就必须根据公差来进行精确计算。 最后,根据计算出的模具刃口尺寸设计出相应的凸凹模,并且查找资料选择冷冲压模的标准零件,符合标准后,就把凸凹模与其它各零部件进行总体装配。在确定了模具体闭合高度后,选出合适的压力机在调试校验后并进行试冲加工,以达到符合的标准,最终完成加工。 关键词:冲压模具,冲压工艺,模具设计
Abstract The topic is the chain plate punching blanking compound mold design and the mold of article described an instance is simple and practical, easy to use and is reliable. This mold is not primarily designed to complex design, but mainly on a systematic study of mold design knowledge and practice, in order to achieve the purpose of master the basic skills of stamping mold design. First of all, do a thorough analysis for the parts, which include the using of the material, the requirement of accuracy and the requirement of working procedure and costs and so on. For declining low cost, proceeded the reasonable design to the row kind method. Secondly, do processing design for the whole parts and the purpose by craft designing and order of the working procedure and by the choice of punching machine. Thirdly, consider the calculation of size of the mould cutting edge in order to meet the need of accuracy. Because the cutting edge is the main working part of the punching processing, the accurate cutting edge guarantees the accurate parts. So you needed to tolerance do accurate calculation. Finally, according to the calculated the size of mold cutting edge design the corresponding punch and mold, and find information on selection criteria for cold stamping parts, meet the standards, put the punch and mold with the other components to the overall assembly. In determining the specific mold closed height, select the appropriate press in the debug and test validation washed after processing, to meet compliance standards, the final completion of the processing chain plate. Keywords:composite modulus, stamping process, mold design , punching blanking
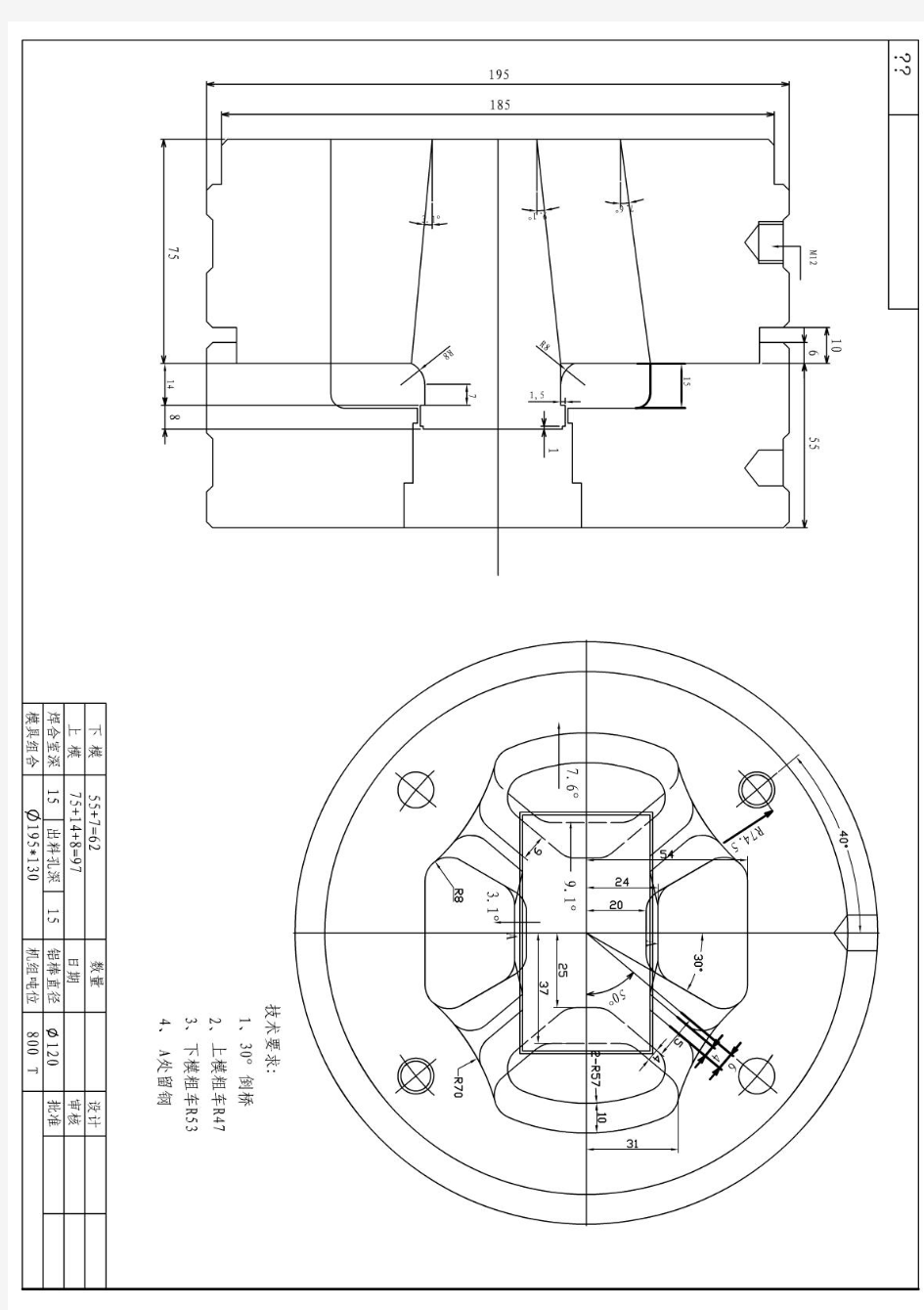
1—下模座2、15—销钉3凹模4套5 导柱 6 导套 7 上模座 8卸料板9橡胶10凸模固定板 11—垫板12—卸料螺钉13—凸模14 —模柄 16、17螺钉图2.0.1 冲裁模典型结构与模具总体设计尺寸关系图
复合模的基本结构 1—凸模;2—凹模;3—上模固定板; 4、16—垫板;5—上模座;6—模柄; 7—推杆; 8—推块; 9—推销; 10—推件块;11、18—活动档料销; 12—固定挡料销13—卸料板 14—凸凹模;15—下模固定板; 17—下模座;19—弹簧 1-下模座;2、5-销钉;3-凹模;4-凸模 1-凹模;2-凸模;3-定位钉;4-压料板;5-靠板6-上模座;7-顶杆;8-弹簧;图3.4.2 L形件弯曲模 9、11-螺钉;10-可调定位板
1.冲裁间隙过大时,断面将出现二次光亮带。(×) 2.冲裁件的塑性差,则断面上毛面和塌角的比例大。(×) 3.形状复杂的冲裁件,适于用凸、凹模分开加工。(×) 4.对配作加工的凸、凹模,其零件图无需标注尺寸和公差,只说明配作间隙值。(×) 5.整修时材料的变形过程与冲裁完全相同。(×) 6.利用结构废料冲制冲件,也是合理排样的一种方法。(∨) 7.采用斜刃冲裁或阶梯冲裁,不仅可以降低冲裁力,而且也能减少冲裁功。(×) 8.冲裁厚板或表面质量及精度要求不高的零件时,为了降低冲裁力,一般采用加热冲裁的方法进行。(∨)9.冲裁力是由冲压力、卸料力、推料力及顶料力四部分组成。(×) 10.模具的压力中心就是冲压件的重心。(×) 11.冲裁规则形状的冲件时,模具的压力中心就是冲裁件的几何中心。(×) 12.在压力机的一次行程中完成两道或两道以上冲孔(或落料)的冲模称为复合模。× 13.凡是有凸凹模的模具就是复合模。(×) 14.在冲模中,直接对毛坯和板料进行冲压加工的零件称为工作零件。(×) 15.导向零件就是保证凸、凹模间隙的部件。(×) 16.侧压装置用于条料宽度公差较大的送料时。(×) 17.侧压装置因其侧压力都较小,因此在生产实践中只用于板厚在0.3mm以下的薄板冲压。× 18.对配作的凸、凹模,其工作图无需标注尺寸及公差,只需说明配作间隙值。(×) 19.采用斜刃冲裁时,为了保证工件平整,冲孔时凸模应作成平刃,而将凹模作成斜刃。× 20.采用斜刃冲裁时,为了保证工件平整,落料时凸模应作成平刃,而将凹模作成斜刃。× 21.凸模较大时,一般需要加垫板,凸模较小时,一般不需要加垫板。(×) 22.在级进模中,落料或切断工步一般安排在最后工位上。(∨) 23.在与送料方向垂直的方向上限位,保证条料沿正确方向送进称为送料定距。(×) 24.模具紧固件在选用时,螺钉最好选用外六角的,它紧固牢靠,螺钉头不外露。(×) 25.整修时材料的变形过程与冲裁完全相同。(×) 26.精密冲裁时,材料以塑性变形形式分离因此无断裂层。(∨) 27.在级进模中,根据零件的成形规律对排样的要求,需要弯曲、拉深、翻边等成形工序的冲压件,位于成形过程变形部位上的孔,应安排在成形工位之前冲出。(×) 28.压力机的闭合高度是指模具工作行程终了时,上模座的上平面至下模座的下平面之间的距离。× 1 、自由弯曲终了时,凸、凹模对弯曲件进行了校正。(× ) 2 、从应力状态来看,窄板弯曲时的应力状态是平面的,而宽板弯曲时的应力状态则是立体的。(∨) 3 、窄板弯曲时的应变状态是平面的,而宽板弯曲时的应变状态则是立体的。(× ) 4 、板料的弯曲半径与其厚度的比值称为最小弯曲半径。(× ) 5 、弯曲件两直边之间的夹角称为弯曲中心角。(× ) 6 、对于宽板弯曲,由于宽度方向没有变形,因而变形区厚度的减薄必然导致长度的增加。 r/t 愈大,增大量愈× 7 、弯曲时,板料的最外层纤维濒于拉裂时的弯曲半径称为相对弯曲半径。(× ) 8 、冲压弯曲件时,弯曲半径越小,则外层纤维的拉伸越大。(∨) 9 、减少弯曲凸、凹模之间的间隙,增大弯曲力,可减少弯曲圆角处的塑性变形。(× ) 10 、采用压边装置或在模具上安装定位销,可解决毛坯在弯曲中的偏移问题。(∨) 11 、塑性变形时,金属变形区内的径向应力在板料表面处达到最大值。(∨) 12 、经冷作硬化的弯曲件,其允许变形程度较大。(× ) 13 、在弯曲变形区内,内缘金属的应力状态因受压而缩短,外缘金属受拉而伸长。(∨) 14 、弯曲件的回弹主要是因为弯曲变形程度很大所致。(× ) 15 、一般来说,弯曲件愈复杂,一次弯曲成形角的数量愈多,则弯曲时各部分相互牵制作用愈大,则回弹就大。(× ) 16 、减小回弹的有效措施是采用校正弯曲代替自由弯曲。(× ) 17 、弯曲件的展开长度,就是弯曲件直边部分长度与弯曲部分的中性层长度之和。(∨) 18 、当弯曲件的弯曲线与板料的纤维方向平行时,可具有较小的最小弯曲半径,相反,弯曲件的弯曲线与 板料的纤维方向垂直时,其最小弯曲半径可大些。(× ) 19 、在弯曲 r/t 较小的弯曲件时,若工件有两个相互垂直的弯曲线,排样时可以不考虑纤维方向。(× )
目录 序言 .................................................. - 1 - 第一章零件结构及工艺性分析 .......................... - 2 - 1.1 零件结构 ..................................................................................................................................... - 2 - 1.2零件工艺性分析........................................................................................................................... - 2 - 第二章零件工艺方案的确定 ............................ - 4 - 工艺方案的确定 ................................................................................................................................ - 4 - 第三章模具设计 ...................................... - 5 - 3.1模具类型及结构形式的确定....................................................................................................... - 5 - 3.2 模具工作过程.............................................................................................................................. - 6 - 3.3拉深模工作部分的结构和尺寸确定........................................................................................... - 7 - 3.4 模具主要零件的设计与选用...................................................................................................... - 7 - 3.4.1工作零件的选择................................................................................................................ - 7 - 3.4.2凹模 ................................................................................................................................... - 8 - 3.4.3凸凹模................................................................................................................................ - 9 - 3.4.4其他支撑零件.................................................................................................................. - 10 - 3.4.5 拉伸力的计算................................................................................................................. - 11 - 第四章压力机的选用 ................................. - 12 - 第五章产品的技术与设计总结 ......................... - 13 - 结语致谢 ............................................ - 14 - 参考文献 ............................................. - 15 -
冠东公司模具设计师(一级)行为标准 1模具(检具)设计与整改 1.1熟练运用二维、三维软件,进行简单模具整体结构设计。 1.2根据国家标准及企业模具设计规范设计零件并校对。 2模具(检具)工艺设计 2.1对简单的模具零件进行制造工艺设计并绘制工艺图纸,编制 工艺过程卡。 冠东公司模具设计师(一级)资格标准 1知识: 1.1专业知识:软件,模具设计与制造,三维造形,模具制造工 艺,常用塑料材料的属性 1.2企业知识:企业模具开发流程,企业产品特性,企业模具设 计规范 2技能: 2.1专业技能:熟练运用二维、三维软件
2.2通用技能:沟通能力,团队协作能力,创新能力 3经验:模具设计二年及以上经验,完成20 付简单模具整体结构设计及工艺设计。 冠东公司模具设计师(一级)培训要点 1培训要点:模具制造工艺,常用塑料材料的属性 2培训方式:内部培训,在职培训
冠东公司模具设计师(二级)行为标准 1模具(检具)设计与整改 1.1熟练运用二维、三维软件,进行模具整体结构设计。 1.2对由于数据转换造成的模型破损进行修复。 1.3根据国家标准及企业模具设计规范校对他人图纸。 1.4对一级工程师进行业务指导。 1.5协助开发部完成产品整改设计。 2模具(检具)工艺 2.1对模具零件进行制造工艺设计并绘制工艺图纸,编制工艺过 程卡。 2.2指导一级工程师完成工艺设计。 3指导制造工艺 3.1根据工艺图纸对模具制造工艺进行指导。 4模具整改方案设计 4.1对试模后不能满足产品最终要求的模具进行整改方案的设计。5项目管理
5.1进行项目设计,策划,管理。 冠东公司模具设计师(二级)资格标准 1知识: 1.1专业知识:项目管理知识,过程控制, 1.2企业知识:企业模具开发流程,企业产品特性,企业模具设 计规范,相关部门业务流程 2技能: 2.1专业技能:掌握过程控制技能,复杂模具设计,应用,项目管理 2.2通用技能:沟通能力,团队协作能力,创新能力,组织能力,3经验:模具设计从业四年及以上经验,独立设计10套复杂模具经验。 冠东公司模具设计师(二级)培训要点 1培训要点:,项目管理,过程控制 2培训方式:送外培训、内部培训、在职培训
绘模具结构图 一、当把成品图调进模图时,成品图必须乘缩水。(模具尺寸=产品尺寸×缩水)必须把成品图MIRROR(镜射)一次,即模圈里的成品图是反像的(成品是完全对称的除外)在前模,应把不属于前模的线条删除在后模,应把不属于后模的线修删除。 二、成品在模具里应遵循分中的原则,特别是对称的,成品如果不分中,到工场加工时很可能出错。 三、所有枕位之模具,枕位必须避开入水,无法避开时要加水口铁。 四、成品之间12—20mm(特殊情况下,可以作3mm)当入水为潜水时,应有足够的潜水位置,成品至CORE边15-50mm,成品至CORE的边距与制品的存度有关,一般制品可参考下表经验数值选定。 制品的厚度(mm)成品至CORE边数值(mm) 2015—20 20—3020—30 30—4030—40 ﹥4050 五、藏CORE(内模料)深度28mm以上,前后模内模料厚度与制品的平面投影面积有关,一般制品可参考下表,经验数值选定。CORE料边至回针应有10mm距离。 制品平面投影面积前模内模料厚度A+型腔深度后模内模料厚度B+型腔深度 SP、CMmmMm ﹤772532 77—1163238 116—1543850 154—1934464 ≧1935076 CORE料宽度一般比顶针极宽或窄5—10mm,最低限度成品胶位应在顶针板内不影响落顶针,CORE料边至模胚边一般应有45—80mm 六、当在一块内模料上出多个CAVITY时,内模料大小不超过200×200mm。 七、模内镶入模框中圆角一般取10mm,如要开精框时则取16mm或更大,铍铜模模内不倒圆角。 八、任何一种塑胶入水位置应避免从唧咀直行入型腔。
模具设计与模具制图教程 模具图样的绘制 在绘制模具装配图时,初学者的主要问题是图面紊乱无条理、结构表达不清、剖面选择不合理等,以及作图质量差,如引出线重叠交叉,螺钉销钉作图比例失真。上述问题除平时练习过少外,更主要的是缺乏作图技巧所致。一旦掌握了必要的技巧,这些错误均可避免。1. 装配图的画法 模具装配图最主要的目的是要反映模具的基本构造,表达零件之间的相互装配关系,包括位置关系和配合关系。从这个目的出发,一张模具装配图所必须达到的最基本要求为:首先,模具装配图中各个零件(或部件)不能遗漏,不论哪个模具零件,装配图中均应有所表达;其次,模具装配图中各个零件位置及与其他零件间的装配关系应明确。在模具装配图中,除了要有足够的说明模具结构的投影图、必要的剖视图、断面图、技术要求、标题栏和填写各个零件的明细栏外,还应有其他特殊的表达要求。模具装配图的绘制要求须符合国家制图标准,现总结如下: ⑴总装图的布图及比例。 ①应遵守国家标准机械制图中图纸幅面和格式的有关规定(GB/T14689—2008)。 ②可按模具设计中习惯或特殊规定的制图方法作图。 ③尽量以1:1的比例绘图,必要时按机械制图要求的比例缩放,但尺寸按实际尺寸标注。 ④模具总装图的布置方法如图1-72所示。 (a)冲压模具总装配图的布置 (b)塑料模具总装配图的布置 图1-72 模具总装图的布置方法 ⑵模具设计绘图顺序 ①主视图。绘制总装图时,应采用阶梯剖或旋转剖视,尽量使每一类模具零件都反映在主视图中。按先里后外、由上而下,即按产品零件图、凸模、凹模的顺序绘制,零件太多时允许只画出一半,无法全部画出时,可在左视图或俯视图中画出。 ②俯视图。将模具沿冲压或注射方向“打开”上(定)模,沿冲压或注射方向分别从上往下看“打开”的上(定)模或下(动)模,绘制俯视图。主、俯视图要一一对应画出。 ③左、右视图。当主、俯视图表达不清楚装配关系时,或者塑料模具以卧式为工作位置时,左、右视图绘制按注射方向“打开”定模看动模部分的结构。 ⑶模具装配图主视图的要求。 ①在画主视图前,应先估算整个主视图大致的长与宽,然后选用合适的比例作图。主视图画好后其四周一般与其他视图或外框线之间应保持50~60mm的空白。 ②主视图上应尽可能将模具的所有零件画出,可采用全剖视图、半剖视图或局部视图。若有局部无法表达清楚的,可以增加其他视图。 ③在剖视图中剖切到圆凸模、导柱、顶件块、螺栓(螺钉)和销钉等实心旋转体零件时,其剖面不画剖面线;有时为了图面结构清晰,非旋转体的凸模也可不画剖面线。
模具设计标准规范 1、目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门?避免或减少失误。 2、范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。 3、权责: 3.1工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模 具的组立图、3D拆模与拆电极、绘制零件图. 3.2现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4、名词释义: 无 5、作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“ Arial ”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2图面标准 5.2.1图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189 横印(附件 一) A1图框:594*841 横印(附件 二) A2图框:420*594 横印(附件 三) A3图框:420*297 横印(附件 四) A4图框:297*210 直印(附件 五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式
5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本
版本编号采用大写字母“ A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 524图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:
注塑模具设计流程 第一步:对制品2D图及3D图的分析,其内容包括以下几个方面: 1、制品的几何形状。 2、制品的尺寸、公差及设计基准。 3、制品的技术要求(即技术条件)。 4、制品所用塑料名称、缩水及颜色。 5、制品的表面要求。 第二步:注射机型号的确定 注射机规格的确定主要是根据塑料制品的大小及生产批量。设计人员在选择注射机时,主要考虑其塑化率、注射量、锁模力、安装模具的有效面积(注射机拉杆内间距)、容模量、顶顶出形式及定出长度、动模托板移动行程。倘若客户已提供所用注射剂的型号或规格,设计人员必须对其参数进行校核,若满足不了要求,则必须与客户商量更换。 第三部:型腔数量的确定及型腔排列 模具型腔数量的确定主要是根据制品的投影面积、几何形状(有无侧抽芯)、制品精度、批量以及经济效益来确定。 型腔数量主要依据以下因素进行确定: 1、制品的生产批量(月批量或年批量)。 2、制品有无侧抽芯及其处理方法。 3、模具外形尺寸与注射剂安装模具的有效面积(或注射机拉杆内间距)。 4、制品重量与注射机的注射量。 5、制品的投影面积与锁模力。 6、制品精度。 7、制品颜色。 8、经济效益(每套模的生产值)。 以上这些因素有时是相互制约的,因此在确定设计方案时,必须进行协调,以保证满足其主要条件。
型腔数量确定之后,便进行型腔的排列,以及型腔位置的布局。型腔的排列涉及模具尺寸、浇注系统的设计、浇注系统的平衡、抽芯(滑块)机构的设计、镶件型芯的设计以及热流道系统的设计。以上这些问题由于分型面及浇口位置的选择有关,所以在具体设计过程中,要进行必要的调整,以达到最完美的设计。 第四步:分型面的确定 分型面,在一些国外的制品图中已作具体规定,但在很多的模具设计中要由模具人员来确定,一般来讲,在平面上的分型面比较容易处理,有时碰到立体形式的分型面就应当特别注意。其分型面的选择应遵照以下原则: 1、不影响制品的外观,尤其是对外观有明确要求的制品,更应注意分型面对外观的影响。 2、利于保证制品的精度。 3,、利于模具加工,特别是型腔的加工。先复机构。 4、利于浇注系统、排气系统、冷却系统的设计。 5、利于制品的脱模,确保在开模时使制品留于动模一侧。 6、便于金属嵌件。 在设计侧向分型机构时,应确保其安全可靠,尽量避免与定出机构发生干扰,否则在模具上应设置先复机构。 第五步:模架的确定和标准件的选用 以上内容全部确定之后,便根据所定内容设计模架。在设计模架时,尽可能地选用便准模架,确定出标准模架的形式、规格及A、B板厚度。标准件包括通用标准件及模具专用标准件两大类。通用标准件如紧固件等。模具专用标准件如定位圈、浇口套、推杆、推管、导柱、导套、模具专用弹簧、冷却及加热元件、二次分型机构及精密定位用标准组件等。 需要强调的是,设计模具时,尽可能地选用标准模架和标准件,因为标准件有很大一部分已经商品化,随时可以在市场上买到,这对缩短制造周期、降低制造成本是极其有利的。 买家尺寸确定之后,对模具有关零件要进行必要的强度和刚性计算,以校核所选模架是否适当,尤其是对大型模具,这一点尤为重要。 第六步:浇注系统的设计 浇注系统的设计包括主流道的选择、分流道截面形状及尺寸的确定。
落料拉伸冲孔复合模具设计
题目: 落料拉伸冲孔复合膜设计 分院:机械与电子学院 姓名:沈星星 学号: 20093729 专业:模具设计与制造 指导老师:焦锡岩 毕业论文答辩时间: 2012-6-14 前言 随着工业发展,冲压模具的应用越来越广泛。同时由于产品更新换代速度
的加快,除了要保证模具设计质量以外,对模具设计效率的要求也越来越高。为了促进我国冲压模具技术的发展,从计算机技术、先进加工技术及装备、其它新技术与冲压模具等方面分析了我国冲压模具的技术现状。结果表明:经过几十年的发展,我国的冲压模具总量位居世界第三位,加工技术装备基本已与世界先进水平同步。 本文首先分析了复合模具的工艺结构,介绍了复合模具的设计,重点介绍了模具的结构、凹凸模的设计、冲裁力的计算以及冲压机的选型。其次详细阐述了落料拉深冲孔复合模的工艺设计与结构设计过程、对拉深凸模、落料凹模、落料拉深凹凸等模具主要的成型零件以及各种标准零件进行设计计算和选择,基本上确定了落料拉深冲孔复合模的整体结构框架。本文设计的复合模具适用于加工几何尺寸较大、形状复杂、精度要求较高的冲压类零件,通过理论分析和大量的工程实践探索,在模具上采用了一些特殊机构,可使操作简单,提高生产效率,对提高企业的市场竞争力有着现实的意义。通过了复合模具的设计,可以将传统的分模加工合二为一,使落料、拉深、冲孔一次成形,避免了分模加工中定位误差的生产,从而保证了质量,降低了成本,提高了生产效率。
目录 \ 前言 (Ⅰ) 目录 (Ⅱ) 第1章绪论 (1) 1.1冲压模具简介 (2) 1.1.1 冲压成形与冲压模具的概念 2 1.1.2 冲压模具的分类 (2) 1.2 本课题主要研究的内容及意义 (3) 第2章复合模具总体方案的分析与确定 (5) 2.1 工艺方案分析 (5) 2.1.1 工件的分析 (5) 2.1.2 落料拉深工艺分析 (5) 2.2工艺方案的确定 (6) 第3章主要的工艺参数计算 (7) 3.1 毛坯尺寸的计算 (7) 3.2 排样 (7) 3.3 工序压力计算 (8) 3.4 冲压设备的选择 (9) 第4章主要工作部分尺寸计算 (11) 4.1 落料刃口尺寸计算 (11) - Ⅱ-
图文并茂的模具设计练习教程山东UG网模具设计练习教程 第一部分:分模设计 第一步-进入分模设计 第二步-快速断开 第三步-拔模角分析 第四步-预览分模线 第五步-创建内分模线 第六步-创建内分模面 第七步-创建外分模面 第八步-重新附属分模面 第九步-创建工件坐标系 第十步-保存文档 第二部分:模具设计 第一步-进入模具工程 第二步-进入分模环境 第三步-创建分模面零件 第四步-定义激活、创建激活。 第五步-加载模架 第六步-创建毛坯 第七步-切槽操作 第八步-产品零件装配 第九步-浇道设计 第十步-顶杆设计
第十一步-水道设计 第十二步-侧滑块和斜导柱设计 第十三步-行位揳紧块设计 第十四步-行位限位装置设计 本练习以客户实际零件lamp.elt为例讲解模具分模和模具设计的整个设计过程。 第一部分:分模设计 第一步-进入分模设计 选择分模设置图标, 分模设置向导即被打开。 选择文档:lamp.elt。 勾选创建新文件夹复选框。 勾选应用收缩命令改变工作模型复选框,收缩比例设置成1.008。 第二步-快速断开 选择分模向导条中的快速断开图标,并更改默认的断开参数垂直面-不包括为垂直面-增加到顶部,确认。 注意到经过第一步自动断开后还有一部分曲面未被分配,选择新方向选项,并点击方向箭头端部的实心点,定义方向为沿x轴反方向,确定。 重新附属曲面,选择下图所示的应该被分配到SPLIT-3部分的曲面,然后在特征树中选择SPLIT-3特征,点击鼠标右键,再选择弹出的及时菜单中的附加选项,这样就把所选择的曲面附属到SPLIT-3部分了。 结果如下: 重命名分模特征:
本科生毕业设计(论文)文献综述 设计(论文)题目壳体拉深模具设计 作者所在系别材料工程系 作者所在专业材料成型及控制工程 作者所在班级 作者姓名 作者学号 指导教师姓名 指导教师职称 完成时间年11 月 北华航天工业学院教务处制
说明 1.根据学校《毕业设计(论文)工作暂行规定》,学生必须撰写毕业设计(论文)文献综述。文献综述作为毕业设计(论文)答辩委员会对学生答辩资格审查的依据材料之一。 2.文献综述应在指导教师指导下,由学生在毕业设计(论文)工作前期内完成,由指导教师签署意见并经所在专业教研室审查。 3.文献综述各项内容要实事求是,文字表达要明确、严谨,语言通顺,外来语要同时用原文和中文表达。第一次出现缩写词,须注出全称。 4.学生撰写文献综述,阅读的主要参考文献应在10篇以上(土建类专业文献篇数可酌减),其中外文资料应占一定比例。本学科的基础和专业课教材一般不应列为参考资料。 5.文献综述的撰写格式按毕业设计(论文)撰写规范的要求,字数在2000字左右。文献综述应与开题报告同时提交。
毕业设计(论文)文献综述 《壳体拉深模具设计》的文献综述 内容摘要 本文介绍了冲压工艺的发展背景、概念及特点,冲压模具现阶段国内及台湾的发展前景和冲压行业信息化、数字化的状况以及先进成形技术的发展和应用状况,讨论了我国冲压行业存在的问题,提出了发展的思路,而且从模具的结构、生产工艺方面阐述了金属冲压拉深成型工艺,力图通过改善冲压工艺,提高产品质量。 关键词:模具设计现状发展趋势计算机辅助设计/制造/工程
第1章前言 1.1冲压的历史渊源、概念及优点 1.1.1冲压的历史渊源 冲压加工技术始于18世纪末叶至19世纪初年,因为产业革命促成了动力制造技术的发展,以机械化方式来加工金属板就逐渐成为主流,其后,由于辊轧机rolling mill 的发明,生产者利用它来高速、连续的生产金属板,利用表面光滑,厚度均匀的金属板来制造各种装饰品,家庭用品及机械零件的工作方法,逐步形成产业化。[1] 1.1. 2.冲压加工及拉伸的概念 所谓冲压加工,就是指利用钣金加工机械(sheet metal working machine),泛称冲压机械,即冲床(press),及其专用的工具,及模具(die),对薄钣金属施行冲裁、成型、弯曲、拉深等加工,借以制造各种工业用及家庭用钣金零件与制品。 拉深(俗称拉延)是利用专用的模具将平板毛坯制成开口空心零件的一种冲压工艺方法。拉深过程中,在模具凸模的作用下,毛坯被拉进凸、凹模之间的间隙里形成圆筒件。工件的直壁部分是由毛坯的环形部分转变而来,拉深时,毛坯的外部环形部分是变形区,而底部是不变形区,被拉入凸、凹模之间的直壁部分是已变形区。[2]用拉深方法可以制成筒形、阶梯形、锥形、球形和其他不规则形状的薄壁零件,如果与其它冲压成形工艺配合,还可能制造形状极为复杂的零件。拉深件的可加工尺寸范围相当广泛,从几毫米的小零件直到轮廓尺寸达2—3米,厚度达200—300毫米的大型零件,都可以用拉深方法制成。因此,在汽车、飞机、拖拉机、电器、仪表、电子等工业部门以及日常生活用品的冲压生产当中,拉深工艺占据相当重要的地位。 1.1.3冲压的优点 冲压是高效的生产方法,采用复合模,尤其是多工位级进模,实现由带料开卷、矫平、冲裁到成形、精整的全自动生产。生产效率高,劳动条件好,生产成本低。与机械加工及塑性加工的其它方法相比,冲压加工无论在技术方面还是经济方面都具有许多独特的优点[3]。主要表现如下。 (1)可以常温加工,对于形状复杂难以加工零件同样适用(2)使用压延材料为主几乎不经过变形加工,韧性好,因加工产生加工硬化,可提高零件强度(3)加工精度高、适用大批量生产,(4)生产效率高(5)利用率高,剩余废料变形少,可用来加工小零件(6)操作简单。
文件版本 1.0 标 题 内 容 模 具 设 计 规 范 页 数 共17页 第1页 1.目的: 本标准规定了塑胶模具的设计原则、方法及要求。 2.适用范围: 本标准适用于塑胶模具设计。 3.设计内容 3.1 制品工艺性分析与脱模斜度确定 3.1.1制品应有足够的强度和刚性。 3.1.2制品壁厚均匀,变化不超过60℅;对于特别厚的部位要采取减胶措施。 3.1.3加强筋大端的厚度不超过制品壁厚的一半。 3.1.4制品上的文字原则上采用凸型字,以便于机械加工。 3.1.5制品形状应避免产生模具结构上的薄钢位。 3.1.6工艺圆角是否考虑制品使用性能,是否有利于机械加工。 3.1.7 脱模斜度确定 3.1.7.1 客户资料有明确脱模斜度要求且合理时,按客户资料要求设计脱模斜度。 3.1.7.2 客户资料的脱模斜度不合理时,与客户沟通确定合理的脱模斜度。 3.1.7.3 客户资料未注明或没有明确的脱模斜度时,应明确客户要求后再确定。 3.1.7.4 不影响制品装配的部位应设计1°以上脱模斜度,但需防止缩水;对可能影响产 品装配的部位,以装配间隙差做脱模斜度。 3.1.7.5 应通过计算确定合理的脱模斜度:有特殊要求(如蚀皮纹等)的制品,脱模斜度 应不小于2.5° 3.2 模具分类:根据模胚尺寸将模具分为大、中、小三类。 3.2.1 模具尺寸6060以上称为大型模具。 3.2.2 模具尺寸3030-6060之间为中型模具。 3.2.3 模具尺寸3030以下为小模具。 3.3 模胚选用与设计 3.3.1 优先选用标准模胚,具体按龙记/明利标准执行。 3.3.2 若选用非标准模胚,优先选用标准板厚,具体参照龙记/明利标准执行。 3.3.2.1 大型非标准模胚,导柱直径不小于¢60mm,导套采用铸铜制做。 3.3.2.2 大型非标准模胚导套孔壁厚不得小于10mm,回针孔壁厚为35-40mm,回针直径不 小于φ30。
拉深模设计与制造 零件简图:如图8.2.7所示。 生产批量:大批量 材料:镀锌铁皮 材料厚度:1mm 1.冲压件工艺性分析 该工件属于较典型圆筒形件拉深,形状简单对称,所有尺寸均为自由公差,对工件厚度变化也没有作要求,只是该工件作为另一零件的盖,口部尺寸φ69可稍作小些。而工件总高度尺寸14mm可在拉深后采用修边达要求。 2.冲压工艺方案的确定 该工件包括落料、拉深两个基本工序,可有以下三种工艺方案: 方案一:先落料,后拉深。采用单工序模生产。 方案二:落料-拉深复合冲压。采用复合模生产。 方案三:拉深级进冲压。采用级进模生产。 方案一模具结构简单,但需两道工序两副模具,生产效率低,难以满足该工件大批量生产的要求。方案二只需一副模具,生产效率较高,尽管模具结构较方案一复杂,但由于零件的几何形状简单对称,模具制造并不困难。方案三也只需一副模具,生产效率高,但模具结构比较复杂,送进操作不方便,加之工件尺寸偏大。通过对上述三种方案的分析比较,该件若能一次拉深,则其冲压生产采用方案二为佳。 3.主要设计计算 (1)毛坯尺寸计算 根据表面积相等原则,用解析法求该零件的毛坯直径D,具体计算见表8.2.7。 (2)排样及相关计算 采用有废料直排的排样方式,相关计算见表8.2.7。查板材标准,宜选750mm×1000mm 的冷轧钢板,每张钢板可剪裁为8张条料(93mm×1000mm),每张条料可冲10个工件,故每张钢板的材料利用率为68%。
(3)成形次数的确定 该工件底部有一台阶,按阶梯形件的拉深来计算,求出h/dmin=15.2/40=0.38,根据毛坯相对厚度t/D=1/90.5=1.1,查表4.4.3发现h/dmin小于表中数值,能一次拉深成形。所以能采用落料-拉深复合冲压。 (4)冲压工序压力计算 该模具拟采用正装复合模,固定卸料与推件,具体冲压力计算见表8.2.7所示。根据冲压工艺总力计算结果并结合工件高度,初选开式双柱可倾压力机J23-25。 (5)工作部分尺寸计算 落料和拉深的凸、凹模的工作尺寸计算见表8.2.8所示。其中因为该工件口部尺寸要求要与另一件配合,所以在设计时可将其尺寸作小些,即拉深凹模尺寸取φ68.1+0.08mm,相应拉深凸模尺寸取φ66.1-0.05mm。工件底部尺寸φ43 mm、φ40 mm、3mm与R2 mm因为属于过渡尺寸,要求不高,为简单方便,实际生产中直接按工件尺寸作拉深凸、凹模该处尺寸。
模具设计标准规范 1﹑目的: 确保模具设计规范化,统一化.能将设计意图正确的传达给制造部门.避免或减少失误。 2﹑范围: 工程部设计组接收工程部产品组转交的图文件、样品等资料到图纸发行为止之阶段均属之。3﹑权责: 3.1 工程部设计组:负责模具开发设计及设计变更、2D/3D产品图面设计、3D建模、设计模具的组立图、3D拆模与拆电极、绘制零件图. 3.2 现场加工各组:加工各组的组长,在加工前需先审视加工图,若发现与原先检讨的不符合或有误,甚至不合理,需立即反应工程部检讨查核后,方可继续加工。 4. 名词释义: 无 5﹑作图环境标准: 5.1文字标准 5.1.1字体。数字及英文使用“Arial”字体,中文使用“标楷体”。 5.1.2文字大小。为了使整套图面文字视觉效果一致,在标准图框(即1:1图框,A4为297*210)中,设定字高为3.0,宽0.85。 5.2 图面标准 5.2.1 图框:为了便于查阅,装订,保存,图框统一标准如下: A0图框:841*1189横印(附件一) A1图框:594*841横印(附件二) A2图框:420*594横印(附件三) A3图框:420*297横印(附件四) A4图框:297*210直印(附件五) 5.2.2 图面要求 5.2.2.1零件图面按照其在模具当中的位置分类摆放,以便于查找。 5.2.2.2尺寸标注方式。除了圆以外,所有模板、模仁之尺寸均采用坐标标注方式。 5.2.2.3 视图投影关系:第三视角法。 5.2.3图档版本
版本编号采用大写字母“A”加上一位数字序号,数字序号按照图文件完成的时间先后顺序进行排列。例如A1、A2、A3等。 5.2.4 图层与线型:为了便于图形与尺寸的识别,图层与线型统一标准如下:
模具设计方案 模具总装图应包括以下内容: ①模具成型部分结构 ②浇注系统、排气系统的结构形式。 ③分型面及分模取件方式。 ④外形结构及所有连接件,定位、导向件的位置。 ⑤标注型腔高度尺寸(不强求,根据需要)及模具总体尺寸。 ⑥辅助工具(取件卸模工具,校正工具等)。 ⑦按顺序将全部零件序号编出,并且填写明细表。 ⑧标注技术要求和使用说明。 模具总装图的技术要求内容: ①对于模具某些系统的性能要求。例如对顶出系统、滑块抽芯结构的装配要求。 ②对模具装配工艺的要求。例如模具装配后分型面的贴合面的贴合间隙应不大于0。05mm模具上、下面的平行度要求,并指出由装配决定的尺寸和对该尺寸的要求。 ③模具使用,装拆方法。 ④防氧化处理、模具编号、刻字、标记、油封、保管等要求。 ⑤有关试模及检验方面的要求。
模具总装图拆画零件图的顺序应为: ①图形要求:一定要按比例画,允许放大或缩小。视图选择合理,投影正确,布置得当。为了使加工专利号易看懂、便于装配,图形尽可能与总装图一致,图形要清晰。 ②标注尺寸要求统一、集中、有序、完整。标注尺寸的顺序为:先标主要零件尺寸和出模斜度,再标注配合尺寸,然后标注全部尺寸。在非主要零件图上先标注配合尺寸,后标注全部尺寸。 ③表面粗糙度。把应用最多的一种粗糙度标于图纸右上角,如标注"其余3。2。"其它粗糙度符号在零件各表面分别标出。 ④其它内容,例如零件名称、模具图号、材料牌号、热处理和硬度要求,表面处理、图形比例、自由尺寸的加工精度、技术说明等都要正确填写。 校对的内容: ①模具及其零件与塑件图纸的关系,模具及模具零件的材质、硬度、尺寸精度,结构等是否符合塑件图纸的要求。 ②塑料制件方面塑料料流的流动、缩孔、熔接痕、裂口,脱模斜度等是否影响塑料制件的使用性能、尺寸精度、表面质量等方面的要求。图案设计有无不足,加工是否简单,成型材料的收缩率选用是否正确。 ③成型设备方面注射量、注射压力、锁模力够不够,模具的安装、塑料制件的南芯、脱模有无问题,注射机的喷嘴与哓口套是否正确地接触。 ④模具结构: