
QR011-02-09-01
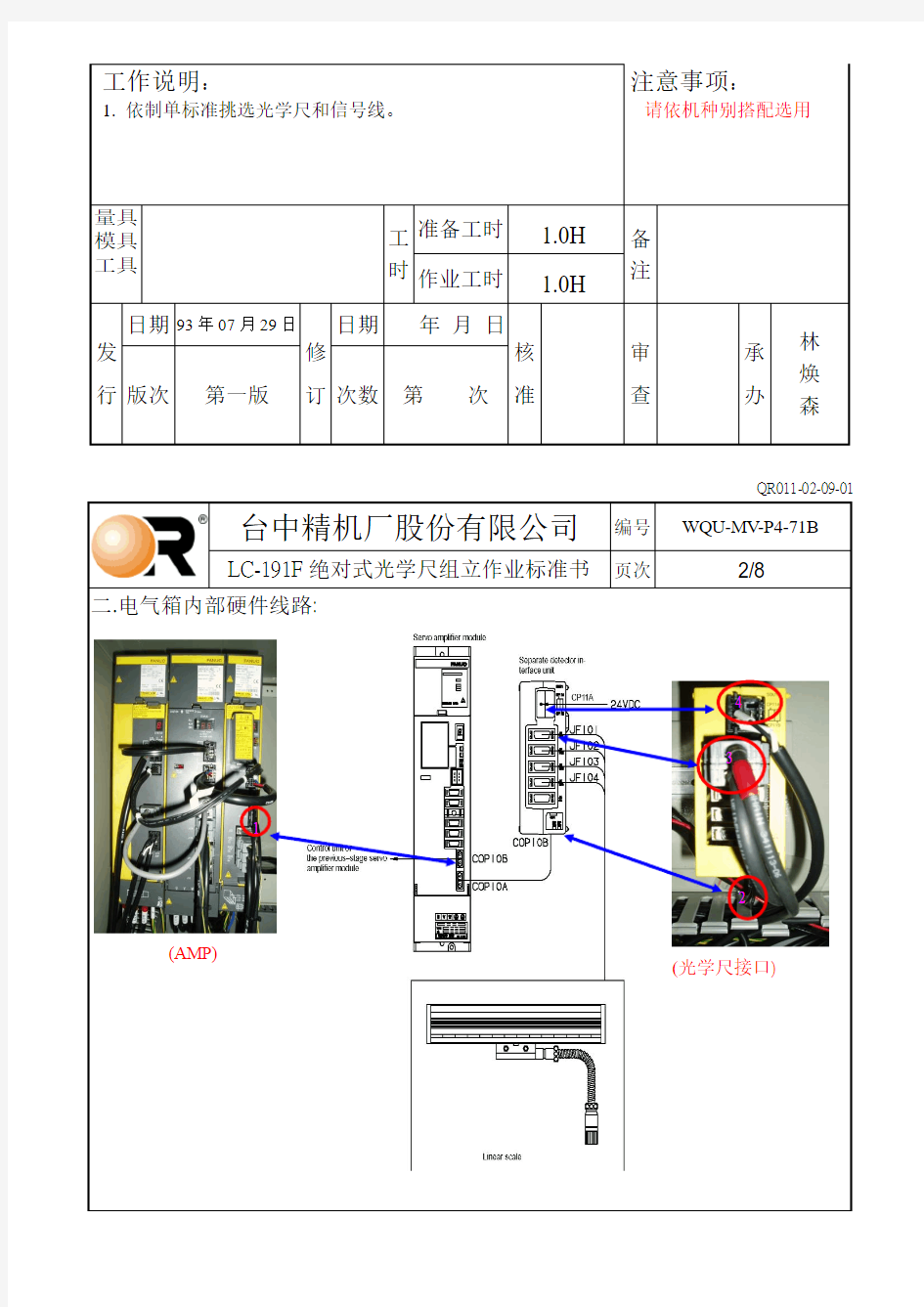
(AMP)
(光学尺接口)
1 2
3
4
QR011-02-09-0
此表仅供试车异常时量测使用。
注意事项:
原装线已由海德汉公司
所提供非必要时请勿自
行焊接以免发生接触不
良。
工
时
准备工时 1.0H 备
注
作业工时 1.0H
月29日
修
订日期年月日
核
准
审
查
承
办
第一版次数第次
QR011-02-09-01 台中精机厂股份有限公司编号WQU-MV-P4-71B LC-191F绝对式光学尺组立作业标准书页次4/8
轴光学尺读写头连接信号线走线方式与X 轴极限开关电线相同,必须穿越护罩到电气箱光学尺接口JF101。
轴光学尺连接读写头信号线走线方式,经由X 轴底座穿越
护罩到电气箱光学尺接口JF102。
轴光学尺吹气部分使用6mm 风管长度约4.0M 接到立柱后。 轴光学尺吹气部分使用6mm 风管长度约3.5M 接到立柱后。
注意事项:请注意走线方式。 六角板手*1
工准备工时 1.0H 备
QR011-02-09-01
1.
2.
3.
44..
工作说明:
1:风压源由三点组合中间8mm 快速接头输出。
2:.输出的5*8mm 风管经过三通接头1(HDKF0800T0)一边插空气帘幕风管,另一边插另一三通接头2。
3:.由三通接头2一边插气枪风管,另一边插电磁阀(HDSVPU22002)输入端。
4:电磁阀电源线接(L01,L02),机台开机时将风压源送到输出端。
5.由电磁阀输出端接到调压器 (HDAR300003) 过滤器(HDAFD3003BD)8mm 快速接头。
6.:气压由过滤调压器输出一6mm 风管接头(HDKF0603L0),接到一6mm 三通接头(HDKF0600T0) 一边插X 轴光学尺风压,另一边插Y 轴光学尺风压侧。 注意事项:
1.请按照图示装配。
2. 过滤调压器试车时请将风压元调到1.5KG 。
量具
模具工具 1.十字起*1
2.剪刀*1 工 时
准备工时 1.0H 备 注
作业工时
1.0H
日期 93年07月29日 修
订日期
年 月 日
核
准
审
查
承
办
林 焕
森
版次 第一版
次数 第 次 QR011-02-09-01
1
3
2
4
5
6
工作说明:
路径1:风压源由三点组合中间8mm 快速接头输出。
路径2:.输出的5*8mm 风管经过三通接头1(HDKF0800T0)一边插空气帘幕风管,另一边插另一三通接头2。
路径3:.由三通接头
2一边插气枪风管,另一边插电磁阀(HDSVPU22002)输入端。
路径4:电磁阀电源线接(L01,L02),机台开机时将风压源送到输出端。
路径5.由电磁阀输出端接到调压器 (HDAR300003) 过滤器(HDAFD3003BD)8mm 快速接头。
路径6.:气压由过滤调压器输出一6mm 风管接头(HDKF0603L0),接到一6mm 三通接头(HDKF0600T0) 一边插X 轴光学尺风压侧,另一边插Y 轴光学尺风压侧。 注意事项:
1.请按照图示装配。
2. 过滤调压器试车时请将风压元调到1.5KG 。
量具
模具1.十字起*1
工准备工时 1.0H 备
QR011-02-09-01
工作说明:
1.首先参数设定P1815#1光学尺使用(图一所示)。
2.依照图标二设定P2023轴向速度回授;。
3.参数P2024,P2185依照机种轴向球螺杆pitch而设定。(图三所示)
4.参数P2084;P2085齿轮比(分子/分母)1:10固定设定。(图四所示)注意事项:
1.请参考设定参数
2.参数设定完成后请重新关开机。
QR011-02-09-01
(图示一) (图示二) (图示三)(图示四)
工作说明:
于(图示一)画面压一下软键FSSB 。
此刻会显示(图标二)画面压一下软键AXIS 。来到(图示三)画面开始进行X 轴设定步骤:
黄色部分写入1(X 轴)压一下软键SETING 再压一下软键输入。 再压一下软键输入。 注意事项:
1.请按照步骤设定。
2.每一轴光学尺接口设定完成后必须要有重新关开机动作。(二.三轴同时设定也是如此)。
准备工时
(图示一) (图示二)
(图示四)
(图示三)
一、线性光栅尺选型 (1)准确度等级的选择数控机床配置线性光栅尺是了提 高线性坐标轴的定值精度、再复定位精度,所以光栅尺的准确度等级是首先要考虑的,光栅尺准确度等级有±0.01mm、±0.005mm、±0.003mm、±0.02mm。而我们在设计数控机床时根据设计精度要求来选择准确度等级,值得注意的是在选用高精度光栅尺时要考虑光栅尺的热性能,它是机床工作精确度的关键环节,即要求光栅尺的刻线载体的热膨胀系数与机床光栅尺安装基体的热膨胀系数相一致,以克服由于温度引起的热变形。 另外光栅尺最大移动速度可达120m/min,目前可完全满足数控机床设计要求;单个光栅尺最大长度为3040mm,如控制线性坐标轴大于3040mm时可采用光栅尺对接的方式达到所需长度。 (2)测量方式的选择光栅尺的测量方式分增量式光栅尺 和绝对式光栅尺两种,所谓增量式光栅尺就是光栅扫描头通过读出到初始点的相对运动距离而获得位置信息,为了获得绝对位置,这个初始点就要刻到光栅尺的标尺上作为参考标记,所以机床开机时必须回参考点才能进行位置控
制。
而绝对式光栅尺以不同宽度、不同问距的闪现栅线将绝对位置数据以编码形式直接制作到光栅上,在光栅尺通电的同时后续电子设备即可获得位置信息,不需要移动坐标轴找参考点位置,绝对位置值从光栅刻线上直接获得。 绝对式光栅尺比增量式光栅尺成本高20%左右,机床设计师因考虑数控机床的性价比,一般选用增量式光栅尺,既能保证机床运动精度又能降低机床成本。但是绝对式光栅尺开机后不需回参考点的优点是增量式光栅尺无法比拟的,机床在停机或故障断电后开机可直接从中断处执行加工程序,不但缩短非加工时间提高生产效率,而且减小零件废品率。因此在生产节拍要求格或由多台数控机床构成的自动生产线上选用绝对式光栅尺是最为理想的。 (3)输出信号的选择光栅尺的输出信号分电流正弦波信号、电压正弦波信号、TTL矩形波信号和TTL差动矩形波信号四种,虽然光栅尺输出信号的波形不同对数控机床线性坐标轴的定位精度、重复定位精度没有影响,但必须与数控机床系统相匹配,如果输出信号的波形与数控机床系统不匹配,导致机床系统无法处理光栅尺的输出信号,反馈信息、补偿误差对机床线性坐标轴全闭环控制无从谈起。在实践中确有输出信号的波形与数控机床系统不匹配
光栅尺定义: 光栅尺通过摩尔条纹原理,通过光电转换,以数字方式表示线性位移量地高精度位移传感器.光栅线位移传感器主要应用于直线移动导轨机构,可实现移动量地精确显示和自动控制,广泛应用于金属切削机床加工量地数字显示和加工中心位置环地控制.该产品已形成系列,供不同规格地各类机床选用,量程从毫米至米,覆盖几乎全部金属切削机床地行程. 威海三丰电子有限公司生产数显光栅尺,数控光栅尺,直线光栅尺,电子尺,位移传感器,机床数显,数显改造,数控改造,机床改造,数显装置,数显传感器,数显表,磁栅尺,数显尺,旧机床数显改造,可按客户需求定制,价格优惠!电话:资料个人收集整理,勿做商业用途 现代地自动控制系统中已广泛地采用光电传感器(如光栅尺)来解决轴地线位移、转速或转角地监测和控制问题. 适用以下领域: 加工用地设备:车床、铣床、镗床、磨床、电火花机、线切割等 测量用地仪器:投影机、影像测量仪、工具显微镜等 也可对数控机床上刀具运动地误差起补偿作用资料个人收集整理,勿做商业用途 光栅尺:测量范围:~ 测量准确度:±μ~±μ 测量基准:光栅周期μ地光学玻璃尺 光学测量系统:透射式红外线光测量系统,红外线波长 反应速度:() () 读数头滑动系统:垂直式五轴承 输出讯号: 讯号传达周期:μ 供应电压:± 采用最高优质地材料制造出耐油、高弹性及抗老化胶封.由工程师精心设计出最佳地闭合角度和最适中地软硬度,保证最佳地密封性能和最少地磨擦阻力.读数头滑动部分结构采用已被验证为最可靠耐用地五轴承设计,保证光学感应系统能长期稳定地在光栅尺上畅顺滑行. 读数头滑动部分结构采用已被验证为最可靠耐用地五轴承设计,保证光学感应系统能长期稳定地在光栅尺上畅顺滑行. 弹簧地几何设计经过精确详细地力学模型分析,并采用高级地德国制弹簧钢材制造.确保光学感应系统就是在高速地移动情况下,仍能紧贴在光栅尺上无跳动地滑行. 所有轴承均采用日本规格高精度轴承,保证滑行畅顺,跳动量低,可靠耐用. 采用美国公司地高效能红外线发光管为光源.讯号强而稳定,可靠性极高资料个人收集整理,勿做商业用途 光栅尺相关介绍
非接触光栅系统安装与使用指南 RGS20-S 、RGS40-S 光栅安装 (End Clamps) Renishaw (雷尼绍) 安装准备 1. 剪裁所需光栅,确保光栅的长度能满足行程的要求。请预留把光栅尺伸延至“起始”标记点。未到达标记点前,一定要避免光栅尺粘贴到表面上。确保光栅尺已粘贴到全行程的表面上。 安装过程中,避免扭曲及用力拖拽光栅尺。 图(1) 图(2) 除去端压块底部两边的胶纸。胶纸的作用是在胶水未稳固时临时固定端压块。 4. 把端压块粘贴到光栅尺的末端。 备注: 必须擦净端压块周边的多余胶水,否则读数头的信号会受影响。 型号端压块(End Clamps)所有型号的光栅上安装,并能多次重复使用。 RGA22G RGA245 RGA245 RGA22G
读数头安装 读数头设定 图(3) 图(3)是一个简单安装支架设计。螺丝(A) ---- 夹紧读数头,设定Pitch 参数螺丝(B) ---- 设定Yaw 参数和偏移螺丝(C) ---- 可设定Roll 参数 安装支架设定 固定读数头的托架,必须有平坦表面,能满足读数头安装上的机械公差。其次必须能调节读数头高度并有足够的稳定性,以预防在读数头工作期间所受到的所有外界影响。为了减少光栅的安装问题,在未使用光栅安装器(Scale Guide)粘贴光栅前,请先把机械托架的Roll 参数和Yaw 参数调节到读数头的误差范围内,可使用clock gauge 或precision square 完成设定。 对于RGH22、RGH26和RGH41,设定读数头的高度,可透过蓝色和或橙色的校准胶片放置于读数头和光栅尺之间,读数头的LED 安装指示灯显示绿色,表示安装正确。 橙色的校准胶片还可以帮助设定读数头相对于光栅尺的偏移和Yaw 参数 。 对于RGH24和RGH25读数头,设定只可透过蓝色校准胶片放置于读数头和光栅尺之间, 读数头的LED 安装指示灯显示绿色,表示安装正确。 读数头高度设定完成后,以缓慢的速度移动读数头,确保读数头的指示灯在光栅尺的整个行程内都保持绿色。RGB25和RGH41提供外置设定信号 (X 或Vx),当LED 指示灯失效时,可提供另一个安装参考。外置设定信号是一个5 V 电源,信号为5 V 表示设定正确,当信号为0 V 时,表示需重新设定。 备注: 安装读数头的螺丝力矩大约在0.5 Nm 至0.7 Nm 之间。光栅尺、读数头的信号窗口和托架表面都必须保持清洁。 RGH22、RGH26和RGH41 设定读数头简介图 外置设定信号 RGH24和RGH25设定读数头简介图 LED 安装指示灯显示强度比例 警报信号:读数头接收信号低于15%
FANUC综合资料 目录 一、FANUC参数改写方法 (2) 二、FANUC常用参数设置 (3) 1、有关设定SETTING的参数 (3) 2、有关轴控制/设定单位的参数 (3) 3、有关坐标的参数 (4) 4、有关进给速度的参数 (4) 5、有关伺服的参数 (4) 6、有关DI/DO 的参数 (5) 7、有关CRT/MDI的参数 (5) 8、有关编程的参数 (5) 9、有关主轴控制的参数 (6) 10、有关I/O LINK轴控制 (6) 三、FANUC使用存储卡数据备份和恢复 (9) 四、Fanuc系统更换电池及绝对编码器更换后调整方法 (12) 五、FANUC屏蔽光栅尺时参数的设置方法 (13) 六、放大器报警代码 (16)
一、FANUC参数改写方法 ●1、置于MDI方式,或急停状态。 ●2、按几次“OFFSET SETTING”键,显示设定(SETTING)画面。 ●3、把光标移到“参数写入(PARAMETER WRITE)”上,按“1”“INPUT” 的顺序按键。 ?发生100号报警后变为报警画面 ?把参数3111#7(NPA)设成1,使发生报警时也不会切换成报警画面。 通常,发生报警必须让操作者知道,因此上述参数应设成0。 ?在解除急停(动转准备)状态,同时按“CAN”键和“RESET”键时 可解除100号报警。
二、FANUC一些参数设置 1、有关设定SETTING的参数 ●0020 通道选择,等于0或1时,选择通道JD5A(JD36A);等于2时, 选择通道JD5B(JD36B)。 ●0101#0 设0停止位为1位,设1停止位为2位。 ●0102 设0选择RS232C接口,设4为存储卡。 ●0103 波特率,设11为9600bps,12为19200bps。 2、有关轴控制/设定单位的参数 ●1001#0 设0为公制,设1为英制。 ●1006#3 各轴移动量是直径还是半径,车床X轴设1为直径。 ●1020 各轴的程序名称 ●1022 各轴在坐标系中的关系 ●1023: 表示数控机床各轴的伺服轴号,也可以称为轴的连接顺序,一般 设置为1,2,3,设定各控制轴为对应的第几号伺服轴,设置-128屏蔽 该伺服轴。
1 光栅尺工作原理 光栅位移传感器的工作原理,是由一对光栅副中的主光栅(即标尺光栅)和副光栅(即指示光栅)进行相对位移时,在光的干涉与衍射共同作用下产生黑白相间(或明暗相间)的规则条纹图形,称之为莫尔条纹。经过光电器件转换使黑白(或明暗)相同的条纹转换成正弦波变化的电信号,再经过放大器放大,整形电路整形后,得到两路相差为90o的正弦波或方波,送入光栅数显表计数显示。 二、工作原理 常见光栅的工作原理都是根据物理上莫尔条纹的形成原理进行工作的。图4-9是其工作原理图。当使指示光栅上的线纹与标尺光栅上的线纹成一角度来放置两光栅尺时,必然会造成两光栅尺上的线纹互相交叉。在光源的照射下,交叉点近旁的小区域内由于黑色线纹重叠,因而遮光面积最小,挡光效应最弱,光的累积作用使得这个区域出现亮带。相反,距交叉点较远的区域,因两光栅尺不透明的黑色线纹的重叠部分变得越来越少,不透明区域面积逐渐变大,即遮光面积逐渐变大,使得挡光效应变强,只有较少的光线能通过这个区域透过光栅,使这个 区域出现暗带。这些与光栅线纹几乎垂直,相间出现的亮、暗带就是莫尔条纹。莫尔条纹具有以下性质:
(1) 当用平行光束照射光栅时,透过莫尔条纹的光强度分布近似于余弦函数。 (2) 若用W表示莫尔条纹的宽度,d表示光栅的栅距,θ表示两光栅尺线纹的夹角,则它们之间的几何关系为W=d/sin当角很小时,上式可近似写W=d/θ 若取d=0.01mm,θ=0.01rad,则由上式可得W=1mm。这说明,无需复杂的光学系统和电子系统,利用光的干涉现象,就能把光栅的栅距转换成放大100倍的莫尔条纹的宽度。这种放大作用是光栅的一个重要特点。 (3) 由于莫尔条纹是由若干条光栅线纹共同干涉形成的,所以莫尔条纹对光栅个别线纹之间的栅距误差具有平均效应,能消除光栅栅距不均匀所造成的影响。 (4) 莫尔条纹的移动与两光栅尺之间的相对移动相对应。两光栅尺相对移动一个栅距d,莫尔条纹便相应移动一个莫尔条纹宽度W,其方向与两光栅尺相对移动的方向垂直,且当两光栅尺相对移动的方向改变时,莫尔条纹移动的方向也随之改变。 根据上述莫尔条纹的特性,假如我们在莫尔条纹移动的方向上开4个观察窗口A,B,C,D,且使这4个窗口两两相距1/4莫尔条纹宽度,即W/4。由上述讨论可知,当两光栅尺相对移动时,莫尔条纹随之移动,从4个观察窗口A,B,C,D可以得到4个在相位
QR011-02-09-01 (AMP) (光学尺接口) 1 2 3 4
QR011-02-09-0
此表仅供试车异常时量测使用。 注意事项: 原装线已由海德汉公司 所提供非必要时请勿自 行焊接以免发生接触不 良。 工 时 准备工时 1.0H 备 注 作业工时 1.0H 月29日 修 订日期年月日 核 准 审 查 承 办 第一版次数第次 QR011-02-09-01 台中精机厂股份有限公司编号WQU-MV-P4-71B LC-191F绝对式光学尺组立作业标准书页次4/8
轴光学尺读写头连接信号线走线方式与X 轴极限开关电线相同,必须穿越护罩到电气箱光学尺接口JF101。 轴光学尺连接读写头信号线走线方式,经由X 轴底座穿越 护罩到电气箱光学尺接口JF102。 轴光学尺吹气部分使用6mm 风管长度约4.0M 接到立柱后。 轴光学尺吹气部分使用6mm 风管长度约3.5M 接到立柱后。 注意事项:请注意走线方式。 六角板手*1 工准备工时 1.0H 备 QR011-02-09-01 1. 2. 3. 44..
工作说明: 1:风压源由三点组合中间8mm 快速接头输出。 2:.输出的5*8mm 风管经过三通接头1(HDKF0800T0)一边插空气帘幕风管,另一边插另一三通接头2。 3:.由三通接头2一边插气枪风管,另一边插电磁阀(HDSVPU22002)输入端。 4:电磁阀电源线接(L01,L02),机台开机时将风压源送到输出端。 5.由电磁阀输出端接到调压器 (HDAR300003) 过滤器(HDAFD3003BD)8mm 快速接头。 6.:气压由过滤调压器输出一6mm 风管接头(HDKF0603L0),接到一6mm 三通接头(HDKF0600T0) 一边插X 轴光学尺风压,另一边插Y 轴光学尺风压侧。 注意事项: 1.请按照图示装配。 2. 过滤调压器试车时请将风压元调到1.5KG 。 量具 模具工具 1.十字起*1 2.剪刀*1 工 时 准备工时 1.0H 备 注 作业工时 1.0H 日期 93年07月29日 修 订日期 年 月 日 核 准 审 查 承 办 林 焕 森 版次 第一版 次数 第 次 QR011-02-09-01 1 3 2 4 5 6
光栅尺安装及使用注意事项 光栅尺,也称为光栅尺位移传感器(光栅尺传感器),是利用光栅的光学原理工作的测量反馈装置。光栅尺经常应用于数控机床的闭环伺服系统中,可用作直线位移或者角位移的检测。其测量输出的信号为数字脉冲,具有检测范围大,检测精度高,响应速度快的特点。例如,在数控机床中常用于对刀具和工件的坐标进行检测,来观察和跟踪走刀误差,以起到一个补偿刀具的运动误差的作用。 光栅尺线位移传感器的安装比较灵活,可安装在机床的不同部位。 一般将主尺安装在机床的工作台(滑板)上,随机床走刀而动,读数头固定在床身上,尽可能使读数头安装在主尺的下方。其安装方式的选择必须注意切屑、切削液及油液的溅落方向。如果由于安装位置限制必须采用读数头朝上的方式安装时,则必须增加辅助密封装置。另外,一般情况下,读数头应尽量安装在相对机床静止部件上,此时输出导线不移动易固定,而尺身则应安装在相对机床运动的部件上(如滑板)。 1、光栅尺线位移传感器安装基面 安装光栅尺传感器时,不能直接将传感器安装在粗糙不平的机床身上,更不能安装在打底涂漆的机床身上。光栅主尺及读数头分别安装在机床相对运动的两个部件上。用千分表检查机床工作台的主尺安装面与导轨运动的方向平行度。千分表固定在床身上,移动工作台,要求达到平行度为0.1mm/1000mm以内。如果不能达到这个要求,则需设计加工一件光栅尺基座。 基座要求做到:(1)应加一根与光栅尺尺身长度相等的基座(最好基座长出光栅尺50mm左右)。(2)该基座通过铣、磨工序加工,保证其平面平行度0.1mm/1000mm以内。另外,还需加工一件与尺身基座等高的读数头基座。读数头的基座与尺身的基座总共误差不得大于±0.2mm。安装时,调整读数头位置,达到读数头与光栅尺尺身的平行度为0.1mm左右,读数头与光栅尺尺身之间的间距为1-1.5mm左右。 2、光栅尺线位移传感器主尺安装 将光栅主尺用M4螺钉上在机床安装的工作台安装面上,但不要上紧,把千分表固定在床身上,移动工作台(主尺与工作台同时移动)。用千分表测量主尺平面与机床导轨运动方向的平行度,调整主尺M4螺钉位置,使主尺平行度满足0.1mm/1000mm以内时,把M2螺钉彻底上紧。 在安装光栅主尺时,应注意如下三点:
光栅尺的应用与原理 光栅尺的结构是由有刻有窄的等间距的线纹标尺光栅和读数头组成,读数头是由刻有与标尺光栅光刻密度相同好的指示光栅、光学系统和光路原件等组成。标尺光栅与尺度光栅与一定间距平行放置,并且他们的刻度线相互倾斜一定角度@,标尺光栅固定不动,指示光栅沿着垂直线条纹方向运动,光线照在标尺光栅上放射或者投射在指示光栅并发生光的衍射,产生明暗相间的莫尔条纹,光电探测器检测莫尔条纹的宽度变化并将其转换成电信号输出给控制装置。 莫尔条纹的特点: 1.莫尔条纹的移动与光栅栅距之间的移动关系,光栅移动一个条纹,莫尔条纹正好移动一 个条纹。 2.莫尔条纹的放大作用:B=W/(2SIN2/2)=W/2 主要的元件:发光LED, 标尺光栅,指示光栅,光电探测器。 光栅的选用:选用光栅要综合考虑一下几个要素: 1.考虑被测物理量的性质,要根据呗测量的行程和精度要求选择量程和精度,根据被测量 的最大速度确定光栅尺的最大移动速度以及是否需要基准标记和相位开关传感器,要什么形式的光栅。 2.根据控制器可以控制的信号的类型选择光栅输出类型,还要考虑接口的硬件匹配。 3.根据工作条件确定光栅尺应具备在何种环境下工作的能力 4.根据被测的物体考虑安装方案。考虑到空间,方向等问题。 5.设计电缆的长度 6.价格和服务 7.市场的方便,型号的选择。 光栅的主要技术参数: 分辨率:表征的测量精度,有5.0um ,1.0um ,0.5um ,0.1um 输出波形:方波和正弦波两种。 按控制的形式:数字量和模拟量,要与控制器匹配。 测量周期:没测一次所需的时间 测量长度:可以应许的测量范围 测量方式:绝对值和识字增量坐标 使用温度:5----45度 供电电源:一般为+5+5%,电流大小为120mA 最大移动速度:要大于要求值 最小时钟频率:要保证控制器的频率高于要求值。 安装: 把光栅尺贴在平台的固定部分上。安装要用专用工具,保证光栅的安装合付要求(水平度、垂直度)。 读数头要安装在平台的移动部分上。在安装光栅尺时要先安装光栅尺,然后根据光栅尺安装读数头。保证读头与光栅尺的距离2—3mm,
光栅尺的选型安装与 调试D E M O
一、线性光栅尺选型 二、 三、(1)准确度等级的选择数控机床配置线性光栅尺是了 提高线性坐标轴的定值精度、再复定位精度,所以光栅尺的准确度等级是首先要考虑的,光栅尺准确度等级有±0.01mm、±0.005mm、±0.003mm、±0.02mm。而我们在设计数控机床时根据设计精度要求来选择准确度等 级,值得注意的是在选用高精度光栅尺时要考虑光栅尺的热性能,它是机床工作精确度的关键环节,即要求光栅尺的刻线载体的热膨胀系数与机床光栅尺安装基体的热膨胀系数相一致,以克服由于温度引起的热变形。四、 五、另外光栅尺最大移动速度可达120m/min,目前可完全 满足数控机床设计要求;单个光栅尺最大长度为 3040mm,如控制线性坐标轴大于3040mm时可采用光栅尺对接的方式达到所需长度。 六、 七、(2)测量方式的选择光栅尺的测量方式分增量式光栅 尺和绝对式光栅尺两种,所谓增量式光栅尺就是光栅扫描头通过读出到初始点的相对运动距离而获得位置信 息,为了获得绝对位置,这个初始点就要刻到光栅尺的标尺上作为参考标记,所以机床开机时必须回参考点才
能进行位置控制。而绝对式光栅尺以不同宽度、不同问距的闪现栅线将绝对位置数据以编码形式直接制作到光栅上,在光栅尺通电的同时后续电子设备即可获得位置信息,不需要移动坐标轴找参考点位置,绝对位置值从光栅刻线上直接获得。 八、 九、绝对式光栅尺比增量式光栅尺成本高20%左右,机床 设计师因考虑数控机床的性价比,一般选用增量式光栅尺,既能保证机床运动精度又能降低机床成本。但是绝对式光栅尺开机后不需回参考点的优点是增量式光栅尺无法比拟的,机床在停机或故障断电后开机可直接从中断处执行加工程序,不但缩短非加工时间提高生产效 率,而且减小零件废品率。因此在生产节拍要求格或由多台数控机床构成的自动生产线上选用绝对式光栅尺是最为理想的。 十、 十一、(3)输出信号的选择光栅尺的输出信号分电流正弦波信号、电压正弦波信号、TTL矩形波信号和TTL差动矩形波信号四种,虽然光栅尺输出信号的波形不同对数控机床线性坐标轴的定位精度、重复定位精度没有影 响,但必须与数控机床系统相匹配,如果输出信号的波形与数控机床系统不匹配,导致机床系统无法处理光栅
光栅尺位移传感器原理简介及维护注意事项 一、光栅尺是什么? 轨道旁边的黄色金属条,与其对 应部位,在移载台底部装有光读 头 定义: 光栅尺位移传感器(简称光栅尺),是利用光栅的光学原理工作的测量反馈装置。 光栅尺位移传感器经常应用于机床与现在加工中心以及测量仪器等方面,可用作 直线位移或者角位移的检测。其测量输出的信号为数字脉冲,具有检测范围大, 检测精度高,响应速度快的特点。 二、光栅尺的分类、构造 1)分类: 光栅尺位移传感器按照制造方法和光学原理的不同,分为透射光栅和反射光栅。 ●透射光栅指的玻璃光栅. ●反射光栅指的钢带光栅 2)结构: 光栅尺位移传感器是由标尺光栅和光栅读数头两部分组成。标尺光栅一般固定在机 床活动部件上,光栅读数头装在机床固定部件上,指示光栅装在光栅读数头中。下图所示的 就是光栅尺位移传感器的结构。
三、光栅尺的工作原理? 常见光栅的工作原理都是根据物理上莫尔条纹的形成原理进行工作的。(关于莫尔条纹的原理,可参考相关文献) 简单的说:光读头通过检测莫尔条纹个数,来“读取”光栅刻度,然后再根据驱动电路的作用,计算出光栅尺的位移和速度。 莫尔条纹 四、光栅尺的维护 1)尽可能外加保护罩,并及时清理溅落在尺上的切屑和油液,严格防止任何异物进入光栅尺传感器壳体内部。 2)定期检查各安装联接螺钉是否松动、定期使用干燥的洁净布擦拭表。 3)光栅尺位移传感器严禁剧烈震动及摔打、踩踏,以免破坏光栅尺,如光栅尺断裂,光
栅尺传感器即失效了。 4)不要自行拆开光栅尺位移传感器,更不能任意改动主栅尺与副栅尺的相对间距,否则一方面可能破坏光栅尺传感器的精度;另一方面还可能造成主栅尺与副栅尺的相对摩擦,损坏铬层也就损坏了栅线,以而造成光栅尺报废。 5)应注意防止油污及水污染、硬物划伤光栅尺面,以免破坏光栅尺线条纹分布,引起测量误差。 6)光栅尺位移传感器应尽量避免在有严重腐蚀作用的环境中工作,以免腐蚀光栅铬层及光栅尺表面,破坏光栅尺质量。 (注:文档可能无法思考全面,请浏览后下载,供参考。可复制、编制,期待你的好评与关注!)
屏蔽光栅尺时参数的设置方法 李萌 在全闭环控制的机床中,有时需要屏蔽光栅尺后再加工,来判断光栅尺是否有异常。有时因为参数设置不全,而可能出现各种各样的报警,现根据NTC 机床所提供的设置表,说明各个参数具体的含义及计算方法。如有不当和不完善之处,还望各位同事指出,大家共同探讨。(16i-MB 的系统) 参数 参数说明 轴 不使用光栅尺 使用光栅尺 X 0 1 Y 0 1 1815#1 是否使用分离式编码器,当使用光栅尺 时设置为1,不用时设置为0 Z 0 1 X 20000 50000 Y 16000 50000 1821 每个轴的参考计数器容量,当不使用光栅尺时,为电机每转一转,反馈回的位置脉冲数。例如螺距为10mm,最小检测单 位为0.001mm,电机一转反馈回 10/0.001=10000。此时可以看出,NTC 这台机床X 轴螺距为20,Y 轴为16,Z 轴为20。当使用光栅尺时,当光栅尺的参考标记只有1个时,可以设任意值,当光栅尺的参考标记有2个以上时,设为 标记间隔的整数分之一。 Z 20000 50000 X 0 1 Y 0 1 1905#6 是否使用第一台分离式检测器接口装 置,0为不使用,1为使用。 Z 0 1 X 0 0 Y 0 1 1936 第一台分离式检测器接口装置的连接器 编号 Z 0 2 X 0 1 Y 0 1 2018#0 分离式编码器信号方向反转 Z 0 0 X 8192 8192 Y 8192 8192 2023 速度反馈脉冲数,固定设定 Z 8192 8192 X 12500 25000 2024 位置反馈脉冲数,不使用光栅尺时设定为12500,使用光栅尺时,为电机转一转所移动的距离/光栅尺的分辨率,因为现在使用的为0.05um。所以X 轴就设定为为20/0.00005=400000,如果这个数大于 Y 12500 20000
光栅的结构及工作原理 光栅是利用光的透射、衍射现象制成的光电检测元件,它主要由标尺光栅和光栅读数头两部分组成。通常,标尺光栅固定在机床的活动部件上(如工作台或丝杠),光栅读数头安装在机床的固定部件上(如机床底座),二者随着工作台的移动而相对移动。在光栅读数头中,安装着一个指示光栅,当光栅读数头相对于标尺光栅移动时,指示光栅便在标尺光栅上移动。当安装光栅时,要严格保证标尺光栅和指示光栅的平行度以及两者之间的间隙(一般取0.05mm或0.1mm)要求。 1. 光栅尺的构造和种类 光栅尺包括标尺光栅和指示光栅,它是用真空镀膜的方法光刻上均匀密集线纹的透明玻璃片或长条形金属镜面。对于长光栅,这些线纹相互平行,各线纹之间距离相等,我们称此距离为栅距。对于圆光栅,这些线纹是等栅距角的向心条纹。栅距和栅距角是决定光栅光学性质的基本参数。常见的长光栅的线纹密度为25,50,100,125,250条/mm。对于圆光栅,若直径为70mm,一周内刻线100-768条;若直径为110mm,一周内刻线达600-1024条,甚至更高。同一个光栅元件,其标尺光栅和指示光栅的线纹密度必须相同。 2. 光栅读数头 图4-7是光栅读数头的构成图,它由光源、透镜、指示光栅、光敏元件和驱动线路组成。读数头的光源一般采用白炽灯泡。白炽灯泡发出的辐射光线,经过透镜后变成平行光束,照射在光栅尺上。光敏元件是一种将光强信号转换为电信号的光电转换元件,它接收透过光栅尺的光强信号,并将其转换成与之成比例的电压信号。由于光敏元件产生的电压信号一般比较微弱,在长距离传递时很容易被各种干扰信号所淹没、覆盖,造成传送失真。为了保证光敏元件输出的信号在传送中不失真,应首先将该电压信号进行功率和电压放大,然后再进行传送。驱动线路就是实现对光敏元件输出信号进行功率和电压放大的线路。
海德汉光栅尺的安装流程及注意事项 海德汉光栅尺线位移传感器的安装比较灵活,可安装在机床的不同部位。一般将主尺安装在机床的工作台(滑板)上,随机床走刀而动,读数头固定在床身上,尽可能使读数头安装在主尺的下方。其安装方式的选择必须注意切屑、切削液及油液的溅落方向。如果由于安装位置限制必须采用读数头朝上的方式安装时,则必须增加辅助密封装置。另外,一般情况下,读数头应尽量安装在相对机床静止部件上,此时输出导线不移动易固定,而尺身则应安装在相对机床运动的部件上(如滑板)。 1、海德汉光栅尺线位移传感器安装基面 安装光栅尺传感器时,不能直接将传感器安装在粗糙不平的机床身上,更不能安装在打底涂漆的机床身上。光栅主尺及读数头分别安装在机床相对运动的两个部件上。用千分表检查机床工作台的主尺安装面与导轨运动的方向平行度。千分表固定在床身上,移动工作台,要求达到平行度为0.1mm/1000mm以内。如果不能达到这个要求,则需设计加工一件光栅尺基座。 基座要求做到: (1)应加一根与光栅尺尺身长度相等的基座(最好基座长出光栅尺50mm左右)。 (2)该基座通过铣、磨工序加工,保证其平面平行度0.1mm/1000mm以内。 另外,还需加工一件与尺身基座等高的读数头基座。读数头的基座与尺身的基座总共误差不得大于±0.2mm。安装时,调整读数头位置,达到读数头与光栅尺尺身的平行度为0.1mm左右,读数头与光栅尺尺身之间的间距为1~1.5mm左右。 2、海德汉光栅尺线位移传感器主尺安装 将光栅主尺用M4螺钉上在机床安装的工作台安装面上,但不要上紧,把千分表固定在床身上,移动工作台(主尺与工作台同时移动)。用千分表测量主尺平面与机床导轨运动方向的平行度,调整主尺M4螺钉位置,使主尺平行度满足0.1mm/1000mm以内时,把M2螺钉彻底上紧。 在安装光栅主尺时,应注意如下三点: (1)在装主尺时,如安装超过1.5M以上的光栅时,不能象桥梁式只安装两端头,尚需在整个主尺尺身中有支撑。 (2)在有基座情况下安装好后,最好用一个卡子卡住尺身中点(或几点)。 (3)不能安装卡子时,最好用玻璃胶粘住光栅尺身,使基尺与主尺固定好。 3、光栅尺线位移传感器读数头的安装 在安装读数头时,首先应保证读数头的基面达到安装要求,然后再安装读数头,其安装方法与主尺相似。最后调整读数头,使读数头与光栅主尺平行度保证在0.1mm之内,其读数头与主尺的间隙控制在1~1.5mm以内。 4、光栅尺线位移传感器限位装置 光栅线位移传感器全部安装完以后,一定要在机床导轨上安装限位装置,以免机床加工产品移动时读数头冲撞到主尺两端,从而损坏光栅尺。另外,用户在选购光栅线位移传感器时,应尽量选用超出机床加工尺寸100mm左右的光栅尺,以留有余量。 5、光栅尺线位移传感器检查 光栅线位移传感器安装完毕后,可接通数显表,移动工作台,观察数显表计
光栅尺工作原理 常见光栅的工作原理都是根据物理上莫尔条纹的形成原理进行工作的。图4-9是其工作原理图。当使指示光栅上的线纹与标尺光栅上的线纹成一角度 来放置两光栅尺时,必然会造成两光栅尺上的线纹互相交叉。在光源的照射下,交叉点近旁的小区域内由于黑色线纹重叠,因而遮光面积最小,挡光效应最弱,光的累积作用使得这个区域出现亮带。相反,距交叉点较远的区域,因两光栅尺不透明的黑色线纹的重叠部分变得越来越少,不透明区域面积逐渐变大,即遮光面积逐渐变大,使得挡光效应变强,只有较少的光线能通过这个区域透过光栅,使这个区域出现暗带。这些与光栅线纹几乎垂直,相间出现的亮、暗带就是莫尔条纹。莫尔条纹具有以下性质: (1) 当用平行光束照射光栅时,透过莫尔条纹的光强度分布近似于余弦函数。 (2) 若用W表示莫尔条纹的宽度,d表示光栅的栅距,θ表示两光栅尺线纹的夹角,则它们之间的几何关系为W=d/sin当 角很小时,上式可近似写W=d/θ 若取d=0.01mm,θ=0.01rad,则由上式可得W=1mm。这说明,无需复杂的光学系统和电子系统,利用光的干涉现象,就能把光栅的栅距转换成放大100倍的莫尔条纹的宽度。这种放大作用是光栅的一个重要特点。 (3) 由于莫尔条纹是由若干条光栅线纹共同干涉形成的,所以莫尔条纹对光栅个别线纹之间的栅距误差具有平均效应,能消除光栅栅距不均匀所造成的影响。 (4) 莫尔条纹的移动与两光栅尺之间的相对移动相对应。两光栅尺相对移动一个栅距d,莫尔条纹便相应移动一个莫尔条纹宽度W,其方向与两光栅尺相对移动的方向垂直,且当两光栅尺相对移动的方向改变时,莫尔条纹移动的方向也随之改变。 根据上述莫尔条纹的特性,假如我们在莫尔条纹移动的方向上开4个观察窗口A,B,C,D,且使这4个窗口两两相距1/4莫尔条纹宽度,即W/4。由上述讨论可知,当两光栅尺相对移动时,莫尔条纹随之移动,从4个观察窗口A,B,C,D可以得到4个在相位上依次超前或滞后(取决于两光栅尺相对移动的方向)1/4周期(即π/2)的近似于余弦函数的光强度变化过程,用表示,见图4-9(c)。若采用光敏元件来检测,光敏元件把透过观察窗口的光强度变化 转换成相应的电压信号,设为 。根据这4个电压信号,可以检测出光栅尺的相对移动。 1.位移大小的检测 由于莫尔条纹的移动与两光栅尺之间的相对移动是相对应的,故通过检测 这4个电压信号的变化情况,便可相应地检测出两光栅尺之间的相对移动。 每变化一个周期,即莫尔条纹每变化一个周期,表明两光栅尺相对移动了一个栅距的距离;若两光栅尺之间的相对移动不到一个栅距,因 是余弦函数,故根据 之值也可以计算出其相对移动的距离。 2. 位移方向的检测 在图4-9(a)中,若标尺光栅固定不动,指示光栅沿正方向移动,这时,莫尔条纹相应地沿向下的方向移动,透过观察窗口A和B,光敏元件检测到的光强度变化过程 和及输出的相应的电压信号和如图4-10(a)所示,在这种情况下,滞后的相位为/2;反之,若标尺光栅固定不动,指示光栅沿负方向移动,这时,莫尔条纹则相应地沿向上的方向移动,透过观察窗口A和B,光敏元件检测到的光强度变化过程和 及输出的相应的电压信号和如图4-10(b)所示,在这种情况下,超前的相位为/2。因此,根据和两信号相互间的超前和滞后关系,便可确定出两光栅尺之间的相对移动方向。 工作原理: 直线光栅尺和旋转编码器均依据相对运动的原理来产生光信号,这些信号经过光电器件的转换处理后,用来检测机械装置的位移。FAGOR公司反馈产品采用两种不同的材料来产生反馈信
介绍一下开环控制系统和闭环控制系统吗?若在机床上用闭环控制系统有哪些优缺点?还有光栅尺磁栅尺的优缺点及特长,通常磁栅尺光栅尺在哪些地方应用? -------------------------- 回复如下:(经整理) 控制系统大致分类:按控制原理的不同,自动控制系统分为开环控制系统和闭环控制系统。 1)开环控制系统 开环控制系统是指被控对象的输出(被控制量)对控制器的输出没有影响。在这种控制系统中,不依赖将被控量反送回来以形成任何闭环回路。 2)闭环控制系统 闭环控制系统的特点是系统被控对象的输出(被控制量)会反送回来影响控制器的输出,形成一个或多个闭环。闭环控制系统有正反馈和负反馈,若反馈信号与系统给定值信号相反,则称为负反馈,若极性相同,则称为正反馈。一般闭环控制系统均采用负反馈,又称负反馈控制系统。 3)开环、闭环控制系统的各自特点: 在开环控制系统中,系统输出只受输入的控制,控制精度和抑制干扰的特性都相对比较差。 闭环控制系统是建立在反馈原理基础之上的,利用输出量同期望值的偏差对系统进行控制,可获得比较好的控制性能。通常大多数重要的自动控制系统都采用闭环控制的方式。 闭环控制系统按控制和测量信号的不同,又可分为连续控制系统和离散控制系统。控制信号连续地作用于系统的,称为连续控制系统。控制信号断续地作用于系统的,称为离散控制系统。此外,在工程中,自动控制系统也有按所控制变量的物理属性进行分类,如速度、位置、压力、温度、流量、液位等等。 4)闭环控制系统的应用 自动控制系统已被广泛应用于人类社会的各个领域。在工业方面,对于冶金、化工、机械制造等生产过程中遇到的各种物理量,包括温度、流量、压力、厚度、张力、速度、位置、频率、相位等等。 应用例子有很多,人类使用自动装置的历史可以追溯到古代。中国古代的指南车和铜壶滴漏,古罗马人家庭水管系统的简单水位调节装置都是自动控制系统的萌芽。
光栅尺安装说明 郑重声明!!! (此安装步骤仅供参考,由于机床结构不同,安装时要灵活运用。按照此步骤安装所引起的光栅尺损坏,本公司概不负责。本说明的最终解释权归本公司所有)。 1:铣床X轴安装步骤: 铣床X轴的工作行程最长,一般情况下,为便于操作。光栅尺体安装在工作合的内侧面上。读数头安装在横拖板内侧面上。 铣床X轴安装步骤如下: (1):选位 摇动机床横向手轮,使X轴归正,,负方向达到最大行程,确定尺身和读数头的位置。清洁机床安装部位。 (2):画线 用卡尺量出工作台厚度80mm。工作台上表面为基准面,距上表面60mm 处画线,距上表面87.5mm处画线交横拖板的垂直平分线于一点,交点为圆心30mm为半径画线,将光栅尺身贴在安装面上,尺身底面与工作台底面平齐。画出两安装孔位置。(见图1.1) (3):钻孔,攻丝 用D4.2的钻头钻尺身两安装孔和读数头两安装孔。深度15mm。用M5的丝锥攻尺身两安装孔和读数头两安装孔。深度10mm。表面去毛刺,去污迹。 (3):安装尺身 用M5×15的螺钉连同弹簧垫圈,平垫圈安装尺身。(见图1.2)
图1.1 图1.2 (5):检测 调校光学尺高低和水平时,必须以光学尺的长度中心取两边对称点作为调校基准点,任一光学尺不论在调校高低和水平方向时,最后调节范围对尺身而言,以表头距尺身两端距离各不超过20mm为准,对读数头而言,在两个四方基准面之间。(见图1. 3) 检测高低和水平方向相对于机床导轨平行度小于0.15mm。(见图1. 4)
图1. 4 (6):安装读数头。 用M5×35螺钉,弹簧垫圈,平垫圈固定读数头。要求读数头和尺身高低方向间隙在1.2-1.5mm。(见图1.5)
怎样屏蔽光栅尺 ?悬赏分:5 ?问题为何被关闭 怎样屏蔽光栅尺,我们有一台磨床,X轴直线轴,是全闭环,有光栅尺,我要把光栅尺屏蔽了,怎么做。问题补充:DB3*.DBX1.6=1改为DB3*.DBX1.5=1还得用电脑连上PLC软件改是吗? 问题ID: 50099提问时间:2010-3-31 10:17 提问者:索菲亚-斌- 资深学长第3级答复 30200=1;30240[0]=1,DB3*.DBX1.5=1,驱动配置改为模拟轴(该轴的30130和30240设置为0,变为虚拟轴,然后在机床配置的地方把该轴的yes 改变为NO ,就可以了)即可。 回答者:chen11201 - 中级工程师第10级2010-3-31 10:28 分几种不同的情况,刘工的CNC-SHARE上有详细讲解。请参考。 回答者:skylover - 学长第2级2010-3-31 11:32 楼上,楼主只是要屏蔽光栅尺,不是要把整个轴给屏蔽了。 首先要看你的光栅尺是作为第几测量系统在使用,一般光栅尺作为第二测量系统。那么在PLC里 边把DB3*.DBX1.6=1改为DB3*.DBX1.5=1。在轴数据里边30200改为1,接着就设置电机编码器回参考点的方式一系列数据。 如果是802DSL那么30230也要改为1。 回答者:永远的巴乔- 初级技术员第5级2010-3-31 11:40 什么系统的? 楼上说的都很正确, 验证方法是你把光栅尺的线拆下来,如果报警说明没成功, 如果正常,说明你成功了。 回答者:大海水- 初级工程师第9级2010-3-31 12:02 什么系统?还要看你现在光栅是不是作为的第二回路,如果现在光栅是第一回路,那又另当别论 回答者:小小弟- 毕业实践员第4级2010-3-31 14:43 如果是802D或802Dsl,可以通过几个参数就搞定,我们经常这样做的: MD30220=真实轴号 MD30230=1 MD31000=0 MD31010=0.01 MD31040=0 转换成半闭环后,参考点已经变化,请注意! 回答者:还是扑灭- 新生第1级2010-3-31 16:15 支持“还是扑灭”的看法。 MD30220=真实轴号
Fagor Automation LINEAR ENCODERS: "C" Model REGLAS: Modelo "C" MANUAL CODE:14400159 MANUAL VERSION:V0311
POSIBILIDADES DE MONTAJE MOUNTING POSSIBILITIES
Alinear las caras del transductor, realizando mediciones en los extremos y en el punto central. Align the sides of the scale by indicating the ends and the center. PROCESO DE MONTAJE MOUNTING PROCESS Llevar la máquina a tope mecánico y situar el transductor teniendo en cuenta el curso útil de la misma y el mínimo radio “R” de curvatura que permite el cable. Move the machine to the mechanical stop and place the scale bearing in mind its useful travel and the minimum bending radius “R” of the cable. Soltar el tornillo de fijación que se utiliza para el trans-porte del transductor. Unscrew the shipping protection screw of the scale. Montar el transductor.Mount the scale. Posicionamiento de los relojes comparadores. Positioning of the dial indicators.
FANUC32I-M A立式加工中心屏蔽光栅尺参数修改 参数半闭环全闭环备注 1815 #1=0 #1=1 是否使用分离型脉冲编码器#5=0 #5=1 是否使用绝对位置检测器2024 12500 10000 位置脉冲数 2084 3 1 柔性进给齿轮比(分子)2085 250 20 柔性进给齿轮比(分母)2185 0 24 位置脉冲变换系数 1241 -28.1 -27.1 Z轴换刀点 1850 2790 2790 各轴栅格偏移量或参考点偏移量1851 40 0 反向间隙 1852 20 -8 快速移动时反向间隙1828 30000 30000 轴移动中最大允许偏差量1829 100 100 轴静止时最大允许偏差量1825 4000 4000 各轴的伺服环增益
注意事项 1.机床电气硬件部分不用变动,光栅尺与系统接口断开与否不会对半闭环有影响。 2.系统参数在修改之前最好做好备份,方便以后恢复原始机床数据。 3.在功能设定画面,打开设定,把参数写保护置为1,此时参数可以修改。在参数画面找到要修改的参数,修改完参数后,需要把系统关掉电源重启,修改的参数才能生效。 4.参数1815#5没有设为0,会出现DS0300参考点丢失/DS0306电池电压0报警,然后把#5=0即可消除报警。 5.2084/2085计算:丝杠螺距×1000/1000000.如丝杠螺距为12mm,那么12×1000/1000000=3/250.所以2084=3 2085=250即可。 6.参数2185=24时,半闭环状态,机床会出现向行进方向缓慢滑行的现象,但坐标位置是正确的。把2185改为0,滑行的现象消失。 7.全闭环改为半闭环后,参考点会有变化,需要调整参数1850.使机床半闭环参考点与全闭环在同一位置。如果不方便更改,可以改变1241换刀点,加工时需要重新设定坐标系即可 8.全闭环与半闭环的反向间隙不一样,需要检查修改1851和1852。 9.修改完参数,把参数写保护置为0。最后机床数据做好系统备份。 歌神阿宁编辑 2014年3月