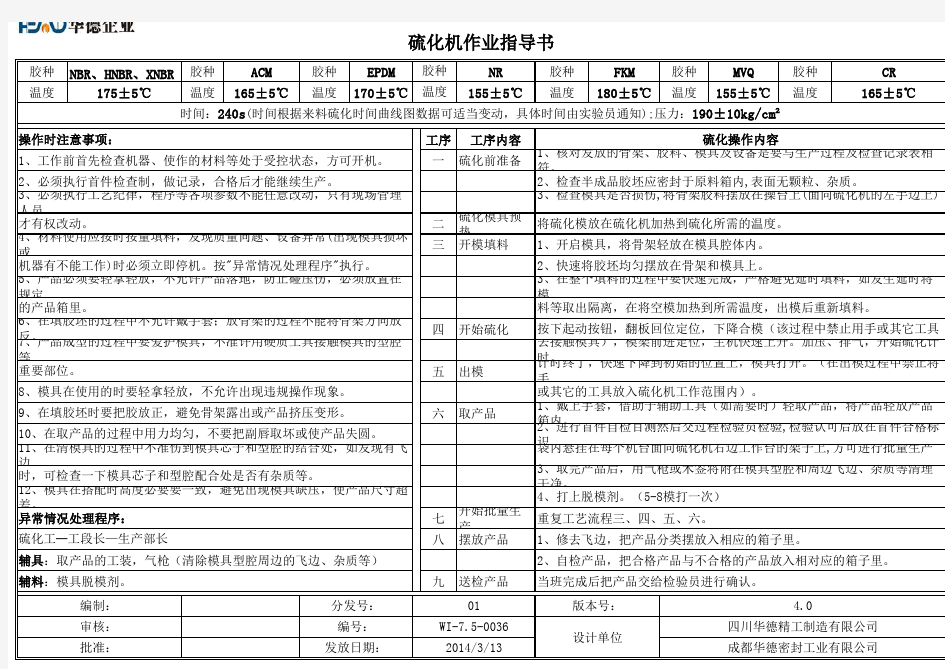
胶种NBR、HNBR、XNBR
胶种ACM 胶种EPDM
NR 胶种FKM 胶种MVQ 胶种CR 温度
175±5℃
温度
165±5℃
温度
170±5℃155±5℃
温度
180±5℃
温度
155±5℃
温度
165±5℃
工序工序内容一
硫化前准备
二
硫化模具预热
三
开模填料
四开始硫化五
出模六
取产品七开始批量生产八
摆放产品九
送检产品时,可检查一下模具芯子和型腔配合处是否有杂质等。
12、模具在搭配时高度必要要一致,避免出现模具缺压,使产品尺寸超差。温度
胶种
操作时注意事项:
1、工作前首先检查机器、使作的材料等处于受控状态,方可开机。
2、必须执行首件检查制,做记录,合格后才能继续生产。
3、必须执行工艺纪律,程序等各项参数不能任意改动,只有现场管理人员版本号: 4.0
分发号:8、模具在使用的时要轻拿轻放,不允许出现违规操作现象。的产品箱里。
4、打上脱模剂。(5-8模打一次)
1、修去飞边,把产品分类摆放入相应的箱子里。
2、自检产品,把合格产品与不合格的产品放入相对应的箱子里。当班完成后把产品交给检验员进行确认。
四川华德精工制造有限公司成都华德密封工业有限公司
编制:审核:01WI-7.5-0036批准:
发放日期:
2014-3-13编号:设计单位
9、在填胶坯时要把胶放正,避免骨架露出或产品挤压变形。10、在取产品的过程中用力均匀,不要把副唇取坏或使产品失圆。机器有不能工作)时必须立即停机。按"异常情况处理程序"执行。
5、产品必须要轻拿轻放,不允许产品落地,防止碰压伤,必须放置在规定
6、在填胶坯的过程中不允许戴手套;放骨架的过程不能将骨架方向放反。
7、产品成型的过程中要爱护模具,不准许用硬质工具接触模具的型腔等重要部位。
硫化机作业指导书
3、在整个填料的过程中要快速完成,严格避免延时填料,如发生延时将模
料等取出隔离,在将空模加热到所需温度,出模后重新填料。
1、核对发放的骨架、胶料、模具及设备是要与生产过程及检查记录表相符。
重复工艺流程三、四、五、六。
按下起动按钮,翻板回位定位,下降合模(该过程中禁止用手或其它工具去接触模具),模架前进定位,主机快速上升。加压、排气,开始硫化计时。计时终了,快速下降到初始的位置上,模具打开。(在出模过程中禁止将手
1、戴上手套,借助于辅助工具(如需要时)轻取产品,将产品轻放产品箱内。或其它的工具放入硫化机工作范围内)。
硫化工—工段长—生产部长
辅具:取产品的工装,气枪(清除模具型腔周边的飞边、杂质等)将硫化模放在硫化机加热到硫化所需的温度。1、开启模具,将骨架轻放在模具腔体内。2、快速将胶坯均匀摆放在骨架和模具上。
2、进行首件自检目测然后交过程检验员检验,检验认可后放在首件合格标识才有权改动。
4、材料使用应按时按量填料,发现质量问题、设备异常(出现模具损坏或11、在清模具的过程中不准伤到模具芯子和型腔的结合处,如发现有飞边时间:240s (时间根据来料硫化时间曲线图数据可适当变动,具体时间由实验员通知);压力:190±10kg/cm2
辅料:模具脱模剂。
硫化操作内容
2、检查半成品胶坯应密封于原料箱内,表面无颗粒、杂质。
3、检查模具是否损伤,将骨架胶料摆放在操台上(面向硫化机的左手边上)。
异常情况处理程序:袋内悬挂在每个机台面向硫化机右边工作台的架子上,方可进行批量生产。3、取完产品后,用气枪或木签将附在模具型腔和周边飞边、杂质等清理干净。