石油钻杆接头耐磨带焊丝对比分析
石油钻杆接头耐磨带以其一定的耐磨性和减磨性,保护钻杆接头和套管免遭强烈的磨损,钻井工程中获得了广泛的应用。钻杆耐磨带主要是采用耐磨带焊丝通过二氧化碳气体保护焊的方式堆焊到钻杆接头部位的一种高合金耐磨材料。目前国内所使用的耐磨带焊丝大部分依赖进口,其中美国某公司的100XT型产品使用最为广泛、最具代表性。北京固本科技发展有限公司根据钻杆现场施焊特点,结合钻杆耐磨带的磨损情况,研制了一种替代进口耐磨带焊丝的国产钻杆耐磨带焊丝KB100,在提高钻杆接头的耐磨性能的基础上,为油田钻井服务和钻杆生产企业降低生产成本,增加企业效益作出了积极作用。本文从耐磨带焊丝堆焊层的化学成分、金相硬度、磨粒磨损等多个方面对国产KB150和进口100XT钻杆耐磨带焊丝的性能作了分析与对比。
一、钻杆接头耐磨带焊丝
1、美国安科100XT耐磨带焊丝
100XT耐磨带焊丝是一款金属芯焊丝。该耐磨带100%无裂纹,并且具有硬、坚韧、高耐磨、套管友好等特性。100XT耐磨带焊丝是美国安科技术公司自主研制,美国安科位于美国德克萨斯州的休斯顿市,属于美国TRITEN集团,是进行井下钻具保护和防磨研究的一个机构。
2、北京固本KB150耐磨带焊丝
KB150耐磨带焊丝为铁基药芯焊丝,是一种高级无裂纹、套管友好耐磨带。55以上的洛氏硬度,确保了钻杆接头和套管之间的理想
摩擦和均衡保护。KB150耐磨带焊丝由北京固本科技有限公司自主研制,公司有近10年的钻杆耐磨带焊丝研制、开发、生产、销售和服务经验。北京固本是国内唯一一家专业研发耐磨堆焊金属材料的高新技术企业,公司是国家级大学科技园企业,并获政府相关部门专项资助。
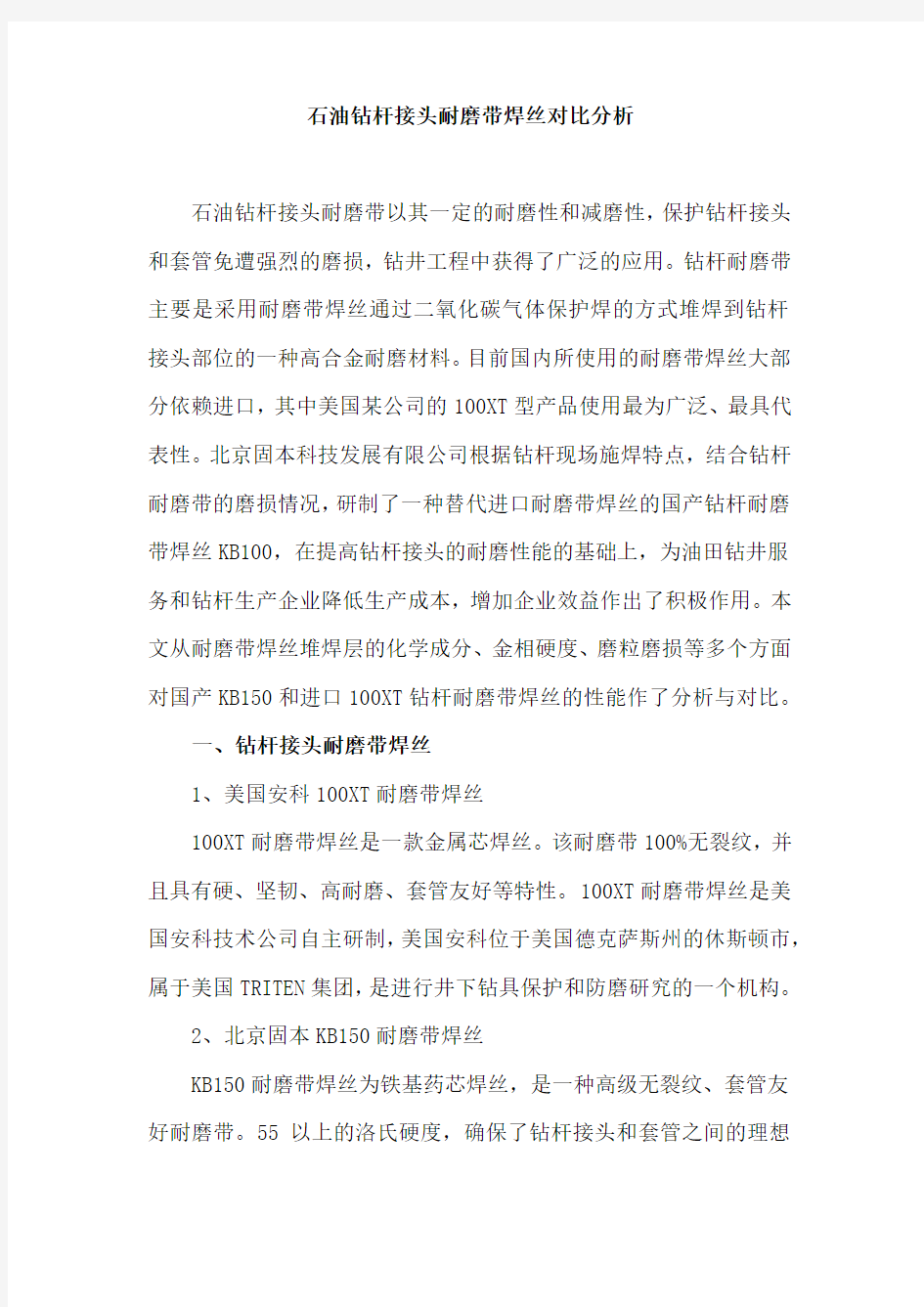
二、金相硬度对比
在单层焊的情况下,不同位置上分别测试7个点的硬度,100XT 耐磨带焊丝平均硬度值为55.7HRC,KB150耐磨带焊丝平均硬度值为
61.3HRC。
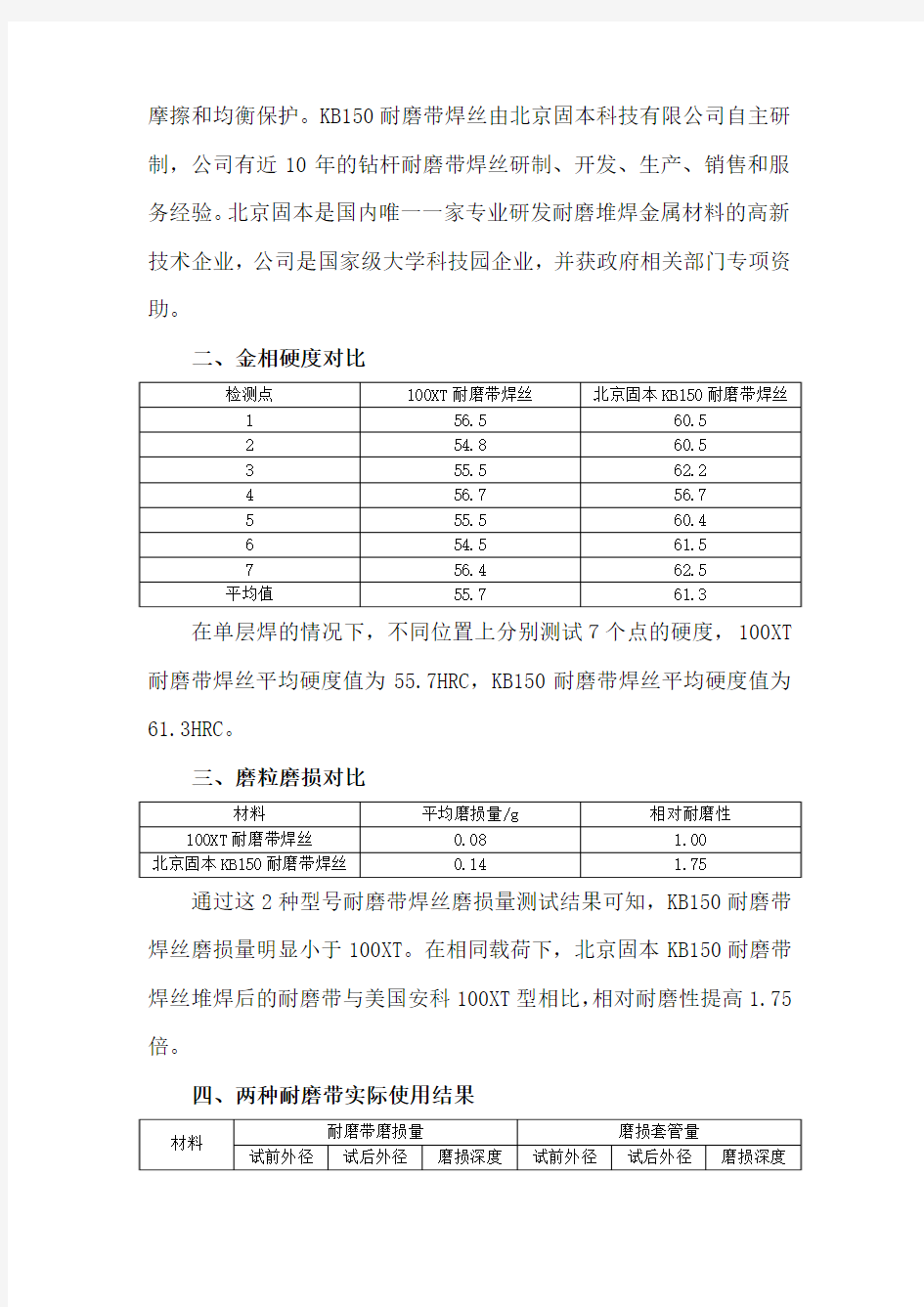
三、磨粒磨损对比
通过这2种型号耐磨带焊丝磨损量测试结果可知,KB150耐磨带焊丝磨损量明显小于100XT。在相同载荷下,北京固本KB150耐磨带焊丝堆焊后的耐磨带与美国安科100XT型相比,相对耐磨性提高1.75倍。
四、两种耐磨带实际使用结果
实际应用表明,北京固本KB150耐磨带焊丝堆焊层的耐磨性能明显优于美国安科100XT。
加重钻杆耐磨带堆焊的必要性及其应用 论文摘要:在深井超深井勘探过程中,由于径向力、涡动、横向振动等因素的存在,随着钻井时间的增长,钻柱作用于套管内壁的侧向力增大,导致套管和钻具接头磨损的问题越来越严重。造成钻具耐磨带失效的主要原因有地层研磨性、钻杆的井下工况、耐磨材料选择与敷焊工艺的影响。选择合理的耐磨材料与敷焊工艺对解决钻具耐磨带失效问题非常重要。 论文关键词:耐磨带钻具铁基合金粉焊丝 一、加重钻杆的作用 加重钻杆通常应用于水平井、定向井以及深井等难度较大的井位中,可以部分代替钻铤以提高钻机的钻深能力,由于它的弹性比普通钻铤高,在弯曲井眼中用它来代替钻铤时,可以降低旋转扭矩和提升负荷。另外在弯曲井段用加重钻杆代替钻杆时,由于加重钻杆于井壁接触面积较小,能减少旋转扭矩和上提阻力以及压差卡钻的可能性。更重要的是有利于保持定向井的方向。 二、钻井过程中的磨损种类 在油气田勘探开发钻井中,尤其是在深井、大位移井、水平井、大斜度井中,钻杆和套管的磨损严重,给油气田带来重大损失。因此,钻井过程中钻杆和套管的磨损及防磨问题,已引起钻井界的密切关注。 套管磨损———套管磨损的主要形式为偏磨,偏磨后的套管横截面呈月牙型。一方面套管圆周上呈月牙型部位壁厚最薄,导致抗挤强度大大降低。在高地层压力作用下,假如设计的套管安全系数没有足够大,轻易导致套管挤毁,造成钻井报废或局部井段报废。另一方面,偏磨套管在抗挤强度降低的同时其抗内压强度也随着降低。在井控及中途测试时,假如没有充分考虑到套管磨损的影响,可能造成严重后果,即气井完井井控和测试时,要么冒套管破裂地面窜气的风险,要么提前入套管或下套管后再测试。这不仅造成重大经济损失,而且给加深钻井造成困难或钻不到设计深度。
石油钻具耐磨带敷焊技术 (北京固本科技有限公司) 随着石油勘探开发的不断深人,越来越多的新工艺、新技术应用到生产实践中,很多特殊工艺并对钻具接头的耐磨性提出了更高要求,其中地层研磨性、敷焊工艺技术和耐磨材料的选择、钻具在井下的工况等是影响钻具耐磨带失效的主要原因,因此为了适应不同井型及特殊工艺井的钻井需求,必须使用高性能的钻具耐磨带焊丝。 1、钻具耐磨带焊丝的特征 (1)耐磨带表面无裂痕。 (2)在施工过程中,钻具对套管的磨损相对较低。 (3)在没有技术套管钻井工况下,钻杆耐磨带焊丝的耐磨性与碳化钨相对。 (4)与正常耐磨带相比,在同样工况下能够提高300%钻具使用寿命。 (5)在钻井生产应用中,能够同时保护套管和钻杆接头。 (6)实现废物利用,可在原碳化钨堆层上继续加焊。 2、钻具焊接工艺 对于常用钻具耐磨焊丝和堆焊设备,都有特殊的技术要求和参数设置,在实际堆焊施工中可以根据不同的堆焊厚度进行调整。 2.1、焊接设备 (1)根据钻具耐磨带和堆焊的特殊性,在设备选择上选用电压
为22V-28V、电流为240A-320A的自动气体保护直流焊机。 (2)在夹紧钻具接头装置选择上,选用转速可调,能在焊枪下面正、反旋转钻具接头的装置。 (3)夹紧焊枪并可以带动焊枪自由摆动,摆动幅度为15-40mm。 (4)焊枪在上、下、左、右范围内均可大幅度移动。 (5)选用速度可调、送丝结构平稳的焊机,压丝轮紧度可调,要适中。送丝速度要在6-12m/min范围内。 2.2、敷焊工艺技术 在敷焊过程中需要有一定的敷焊参数,其中焊机电流要在300A-350A范围内、焊机摆动频率在40-50min,焊机送丝速度在6-8m/min,敷焊速度保持在120-135mm/min,若按照以上参数进行施工,那么敷焊过程中可以达到以下技术效果。 (1)耐磨带尺寸能够达到标准要求,其高度在2.5mm,宽度在25-30mm之间。 (2)焊机操作过程送丝平稳、稳定。 (3)耐磨带表面形成的鱼鳞状花纹比如平整光滑,均匀细密。 (4)耐磨带表面无飞溅、残留,边缘平整。 (5)耐磨带与钻具本体融合好,无针孔和裂纹。 3、等离子喷焊工艺技术 电控操纵柜是等离子喷焊工艺不可缺少的机械设备,它主要有计数器控制原件、气路原件、参数调节原件和可编程PLC控制原件组成。
耐磨焊条 D707耐磨焊条型号:EDW-A-15 用途:用于堆焊耐岩石强烈磨损的机械零部件,如混凝土搅拌机叶片、推土机、挖泥机叶片、高速混砂箱等。 D708耐磨焊条D708碳化钨堆焊耐磨焊条:含多种耐磨合金材料,直流施焊。适用于堆焊耐岩石强烈磨损的机械零件,...... D698耐磨焊条D698 :石墨型药皮的堆焊焊条,交直流两用。用于矿产机械和土泥沙石粉碎强烈磨损部位的堆焊。熔敷金属硬度HRC≥60 D910耐磨焊条焊层硬度HRC≥55 耐热温度≤500℃可堆焊各种金属母材、合金钢,交直流两用,抗裂性好.直接冷焊. D947耐磨焊条焊层硬度HRC25-40 耐热温度≤1000℃可堆焊碳钢、合金钢,不锈钢等母材,可应用于进口锻床、锤头等。高温高冲击零部件的修复堆焊,直接施焊。 D337耐磨焊条型号:EDRCrW15 用途:用于铸钢或锻钢堆焊锻模,也可用于受磨损锻模的修复。 D656耐磨焊条型号:EDZ-A2-16 用途:用于中等冲击情况下主要受磨料磨损的耐磨腐蚀件、如混凝土搅拌机、高速混沙机、螺旋送料机以及工作温度不超过500℃的高炉料钟、矿石破碎机、煤孔挖掘机等。 D638耐磨焊条用途用于堆焊要求具有良好的抗耐磨料磨损性能的耐磨件,如料斗、铲刀刃、泥浆泵、锤头等 D608耐磨焊条型号:EDZ-A1-08 用途:用于农业机械、矿山设备等承受砂粒磨损与轻微冲击的零部件。钴基焊条 D802钴基焊条型号:EDCoCr-A-03 说明:钴铬钨合金焊芯的钴基堆焊焊条,采用直流反接,堆焊金属在650℃工作仍能保持良好的耐磨性和耐腐蚀性。 用途:用于在650℃左右工作仍能保持良好的耐磨性和耐腐蚀性的场合,或承受冲击和冷热交错的部位,如堆焊高温高压阀门及热剪刀刃等。 熔敷金属化学成分/% C 0.7-1.44 Si≤2 Mn≤2 Cr 25-32 Fe≤4 W 3-6 其他≤4 余量为Co堆焊硬度HRC:≥40 镍基焊条 Ni112镍基焊条型号GB/T:ENi-0 相当于AWS:ENi-1 用途:用于化工设备、食品工业,医疗器械制造中镍基合金和双金属的焊接,也可用作异种金属的过渡层焊条,具有良好的熔合性和抗裂性。 Ag银焊条 Ag银焊条(即银焊料、银焊丝、银焊环、银焊片、银焊膏)系列主要有:2%银焊条(即国标HL209银焊条);5%银焊条(HL205银焊条);15%银焊条(HL204银焊条);18%银焊条(德标+00Degassa1876银焊条);25%银焊条(HL302银焊条);30%银焊条(德标L-Ag30cd银焊条);35%银焊条(Bag-2银焊条);40%银焊条(Bag-28银焊条);45%银焊条(HL303银焊条);50%银焊条(HL324银焊条);56%银焊条(Bag-7银焊条);60%银焊条;65%银焊条70%银焊条;72%银焊条(HL308银焊条);85%银焊条等品种,形状有条状、丝状、环状、粉状、膏状、非晶太等。广泛应用于机电、电子、家电、五金、汽配等行业。 Ag银焊片(即银焊料、银焊丝、银焊环、银焊片、银焊膏)系列主要有:2%银焊片(即国标HL209银焊片);5%银焊片(HL205银焊片);15%银焊片(HL204银焊片);18%银焊片(德标+00Degassa1876银焊片);25%银焊片(HL302银焊片);30%银焊片(德标L-Ag30cd银焊片);35%银焊片(Bag-2银焊片);40%银焊片(Bag-28银
GB/T 9253.1-1999 石油钻杆接头螺纹 代替GB/T 9253.1-1988 Threads on rotary shouldered connections for petroleum industry 1 范围 本标准规定了数字型(NC)、内平型(LF)、贯眼型(FH)和正规型(REG)石油钻杆接头螺纹(即带台肩连接螺纹,简称螺纹)的牙型、基本尺寸、公差和标记。 由于数字型螺纹的牙型和锥度较内平型、贯眼型和正规型螺纹更合理。在新产品设计时推荐选用数字型螺纹。 本标准适用于井下工具和钻柱结构件的连接。 2引用标准 下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。本标准出版时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB/T 4749-1993 石油钻杆接头螺纹量规。 3定义和符号 本标准采用下列定义。
3.1术语 3.1.1数字型螺纹number (NC) style connection threads 采用V-0.038R螺纹牙型,并以螺纹基面中径的英寸数和十分之一英寸数表示的螺纹。 注:NC10-NC16采用V-0.055牙型 3.1.2内平型螺纹internal-flush(IF)style connection threads 采用V-0.065螺纹牙型,内平型钻杆接头采用的螺纹。 3.1.3贯眼型螺纹full-hole(FH) style connection threads 采用V-0.040、V-0.050或V0.065螺纹牙型,贯眼型钻杆接头采用的螺纹。 3.1.4正规型螺纹regular (REG) style connection threads 采用V-0.040或V-0.050螺纹牙型,正规型钻杆接头采用的螺纹。 3.1.5紧密距standoff 在规定的条件下,旋合的内外锥螺纹其规定测量点或面之间的轴向距离。 3.2符号 V-0.038R——牙底圆弧半径为0.038in的牙型代号 V-0.040——牙底为圆弧,牙顶宽度为0.040in的牙型代号 V-0.050——牙底为圆弧,牙顶宽度为0.050in的牙型代号 V-0.055——平牙底,牙顶宽度0.055in的牙型代号 V-0.065——平牙底,牙顶宽度为0.065in的牙型代号 P——螺距
湖南湘江焊条厂自建厂以来,深受广大客户的青睐,为回报广大客户朋友的厚爱,我厂将再接再厉,以质量为本,以信誉为根!为推进中国焊接事业的发展做最大的努力! 湘江焊丝厂生产各种气保焊丝 CO2气体保护焊 ER49-1 ER50-3 ER50-4 ER50-6 ER50-G ER60-G ER70-G ER80-G ER55-G 主要用途 ER49-1 用途: 焊接低碳钢及某些低合金钢结构。 ER50-3 ER70S-3 1.低碳钢薄板焊接。2.表面处理较彻底的低碳钢部件焊接。 ER50-4 ER70S-4 1.板金薄板焊接。2.钢管焊接。 ER50-6 ER70S-6 1.各种500MPa级结构钢部件焊接。2.各种500MPa级板材、管材焊接。 ER50-G ER70S-G 1.各种500MPa级结构钢部件、厚板、厚管线焊接。2.各种500MPa级母材的高速焊接. ER60-G ER90S-G 适用于焊接600MPa级高强钢结构,如工程机械、管线、船舶、压力容器等的焊接。 ER70-G ER100S-G 适用于焊接700MPa级高强钢结构,如工程机械、起重机械、桥梁、管线、船舶和压力容器等结构的焊接。 ER80-G ER110S-G 适合于焊接抗拉强度为790MPa级的高强度结构,可用于焊接压力容器、工程机械、起重机械、船舶、矿山机械等重要结构。 ER55-G 用于550MPa抗拉强度等级耐候钢结构的焊接,如机车车辆、近海工程、桥梁等结构的焊接。 湖南湘江焊条厂自建厂以来,深受广大客户的青睐,为回报广大客户朋友的厚爱,我厂将再接再厉,以质量为本,以信誉为根!为推进中国焊接事业的发展做最大的努力! 堆焊焊条D107、D132、D167、D172、D212、D256、D276、D307、D317、D322、D337、D397、D502、D507、D507Mo、D512、D516MA、D517、D547、D547Mo、D557、D577、D608、D658、D667、D698、D707、D717、D968 牌号 GB(AWS) 主要用途
钻杆接头的扣型 NC77 4 161.85 204.79 2 3/8"REG 5 47.62 68.20 231×230 2 7/8"REG 5 53.97 77.78 331×330 3 1/2"REG 5 65.07 90.48 431×430 4 1/2"REG 5 90.47 119.06 531×530 5 1/2"REG 4 110.06 141.68 631×630 6 5/8"REG 4 131.03 153.9 国内现场叫 法 API 名称 每英寸扣数 公扣小头端 面外径/mm 母扣台肩 端面内径 /mm 211×210 NC26=2 3/8"IF 4 60.3 5 74.61 NC31=2 7/8' 4 71.31 87.71 311×310 NC38=3 1/2"IF 4 85.06 103.58 NC40=4"FH 4 89.06 110.33 NC44 4 98.42 119.06 4A11×4A10 NC46=4"IF 4 103.73 124.61 411×410 NC50=4 1/2"IF 4 114.30 134.91 NC56 4 117.50 150.81 NC61 4 126.60 165.10 NC70 4 147.6 5 187.33
731×7307 5/8"REG4144.47180.18 831×8308 5/8"REG4167.84204.39 321×320 3 1/2"FH577.62102.79 4"FH=NC40489.66110.33 421×420 4 1/2"FH596.31123.83 521×520 5 1/2"FH4126.79150.02 621×620 6 5/8"FH4150.37173.83 211×210 2 3/8"IF=NC2 6 460.3574.61 2 7/8"IF=NC3 1 471.3187.71 311×310 3 1/2"IF=NC3 8 485.06103.58 4A11×4A104"IF=NC464103.73124.61 411×410 4 1/2"IF=NC5 4114.30134.91 511×510 5 1/2"IF4141.32163.91注:1>.IF是内平 2>.FH是贯眼 3>.REG是正规 套管外径mm壁厚mm 内径mm 千米容积m3/km 139.7 7.72 124.26 12.13 9.17 121.36 11.57
焊条规格型号的选用 D102耐磨焊条型号:EDPMn2-03 用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。D106耐磨焊条型号:EDPMn2-16 用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。D107耐磨焊条型号:EDPMn2-15 用途:用于堆焊或修复低碳钢、中碳钢及低合金钢磨损件,如车轴、齿轮和搅拌机叶片等。D112耐磨焊条型号:EDPCrMo-Al-03 用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复。 D126耐磨焊条型号:EDPMn3-16 用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。D127耐磨焊条型号:EDPMn3-15 用途:用于堆焊受磨损的低、中碳钢及低合金钢,如车轴、齿轮和搅拌机叶片和行走主动轮。D132耐磨焊条型号:EDPMnCrMo-A2-03 用途:用于受磨损的低碳钢、中碳钢及低合金钢,特别用于矿山机械与农业机械的堆焊与修复 D146耐磨焊条型号:EDPMn4-16 用途:用于堆焊各种受损的碳钢件及碳钢道岔。 D156耐磨焊条 用途:用于轧钢机零部件堆焊,如槽轮轧机、铸钢大齿轮、拖拉机驱动轮、支重轮和链轮节等 D167耐磨焊条型号:EDPMn6-15 用途:用于农业机械、建筑机械等磨损部件的堆焊,如大型堆土机、动力铲的滚轮、汽车环链等。 D172耐磨焊条型号:EDPCrMo-A3-03 用途:用于堆焊齿轮、挖掘机、拖拉机刮板、深耕铧犁,矿山机械等磨损件。 D177SL耐磨焊条 用途:用于焊接单层或多层各种渗铝钢受磨损件,如电站渗铝钢锅炉省煤器管等。 D202A耐磨焊条 用途:用于碳钢和低中合金钢轧钢机零部件的堆焊,如槽轮轧机、铸钢大齿轮等 D202B耐磨焊条 用途:用于单层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等。 D207耐磨焊条型号:EDPCrMnSi-15 用途:用于堆焊堆土机刀刃板、螺旋桨等磨损零件。 D212耐磨焊条型号:EDPCrMo-A4-03 说明:铬钼钢堆焊焊条,交直流两用,电弧稳定,脱渣容易。 用途:用于中层或多层堆焊各种受磨损的零部件,如齿轮、挖斗、矿山机械等。 D217A耐磨焊条型号:EDPCrMo-A3-15 用途:用于堆焊高强度耐磨零部件,如30CrMnSi和35CrMnSi冶金扎辊的堆焊与修复、矿石破碎机部件、矿山用4m电铲斗齿及其他挖掘机斗齿等。 D227耐磨焊条型号:EDPCrMoV-A2-15 用途:用于承受一定冲击载荷的耐磨件表面堆焊,如掘进机盘滚刀的受磨面。
石油钻杆接头耐磨带材料发展现状 随着油气田勘探开发钻井技术的不断发展,深井、大位移井、水平井、多分支井、大斜度井等复杂井身结构的应用越来越广泛,石油钻井过程中地层结构也越来越复杂,其中强研磨性地层的数量急剧增加,这都对钻杆的防磨与减摩特性提出了更高的要求。 钻杆接头是钻杆的重要组成部分,采用较大壁厚,接头外径大于钻杆本体外径,用以连接钻杆形成管柱。在钻进过程中,当井斜角较大或钻柱受到侧向力作用时,钻杆接头与井壁或套管内壁接触摩擦,造成钻杆接头和套管壁的双向磨损。目前,钻杆接头防磨技术主要有:钻杆接头耐磨带、钻杆胶皮护箍、旋转钻柱接头、钻杆保护器等,其中钻杆接头耐磨带操作方便,效果最好,是减少钻杆、套管磨损的最有效措施。 在研磨性较强的地层中,常规材料钻杆接头的耐磨带磨损严重,使得钻杆的使用寿命显著降低,胀扣、脱扣、断钻杆等井下事故明显增加,钻杆接头的返修率急剧升高,维修费用和钻杆报废量急剧增加。在井身结构较复杂的井中,由于套管层次多、钻柱变形弯曲严重,常规材料钻杆接头耐磨带对套管的磨损比较大,起不到防磨保护的作用。 随着钻杆接头耐磨带材料在现场应用中出现的问题的逐步解决,新型耐磨带材料不断被推出,耐磨带的材料品种也越来越丰富。本文综合
评述钻杆接头耐磨带材料的发展及其应用,为推动钻杆接头耐磨带技术的进一步完善具有重要意义。 1 钻杆接头耐磨带对材料性能的要求 耐磨带是在钻杆接头、钻铤或加重钻杆上固定一层硬化层。该硬化层将钻杆接头与套管或井壁隔离,具有一定的硬度,可保护钻杆接头。摩擦因数低于钻杆接头,可减少对套管的磨损。耐磨带通常采用惰性气体保护焊工艺固定在钻杆母接头末端。 钻杆接头耐磨带早在20世纪30年代就已出现,早期主要用来保护钻杆和其他工具免受磨粒磨损,延长使用寿命。但是随着大位移井、水平井、高温高压井等复杂井的增加,钻杆接头耐磨带对套管磨损严重,套管失效事故增加,每年给油田造成上百万美元的维修、侧钻甚至全井报废成本。此后,新型耐磨带注重减轻钻柱在旋转钻进和起下钻过程中对套管的磨损,与此同时却牺牲掉了耐磨带对钻杆接头的保护作用。20世纪90年代中期,由于钻杆的价格、运输时间、运输成本增加,人们
石油钻杆接头耐磨带焊丝对比分析 石油钻杆接头耐磨带以其一定的耐磨性和减磨性,保护钻杆接头和套管免遭强烈的磨损,钻井工程中获得了广泛的应用。钻杆耐磨带主要是采用耐磨带焊丝通过二氧化碳气体保护焊的方式堆焊到钻杆接头部位的一种高合金耐磨材料。目前国内所使用的耐磨带焊丝大部分依赖进口,其中美国某公司的100XT型产品使用最为广泛、最具代表性。北京固本科技发展有限公司根据钻杆现场施焊特点,结合钻杆耐磨带的磨损情况,研制了一种替代进口耐磨带焊丝的国产钻杆耐磨带焊丝KB100,在提高钻杆接头的耐磨性能的基础上,为油田钻井服务和钻杆生产企业降低生产成本,增加企业效益作出了积极作用。本文从耐磨带焊丝堆焊层的化学成分、金相硬度、磨粒磨损等多个方面对国产KB150和进口100XT钻杆耐磨带焊丝的性能作了分析与对比。 一、钻杆接头耐磨带焊丝 1、美国安科100XT耐磨带焊丝 100XT耐磨带焊丝是一款金属芯焊丝。该耐磨带100%无裂纹,并且具有硬、坚韧、高耐磨、套管友好等特性。100XT耐磨带焊丝是美国安科技术公司自主研制,美国安科位于美国德克萨斯州的休斯顿市,属于美国TRITEN集团,是进行井下钻具保护和防磨研究的一个机构。 2、北京固本KB150耐磨带焊丝 KB150耐磨带焊丝为铁基药芯焊丝,是一种高级无裂纹、套管友好耐磨带。55以上的洛氏硬度,确保了钻杆接头和套管之间的理想
摩擦和均衡保护。KB150耐磨带焊丝由北京固本科技有限公司自主研制,公司有近10年的钻杆耐磨带焊丝研制、开发、生产、销售和服务经验。北京固本是国内唯一一家专业研发耐磨堆焊金属材料的高新技术企业,公司是国家级大学科技园企业,并获政府相关部门专项资助。 二、金相硬度对比 在单层焊的情况下,不同位置上分别测试7个点的硬度,100XT 耐磨带焊丝平均硬度值为55.7HRC,KB150耐磨带焊丝平均硬度值为 61.3HRC。 三、磨粒磨损对比 通过这2种型号耐磨带焊丝磨损量测试结果可知,KB150耐磨带焊丝磨损量明显小于100XT。在相同载荷下,北京固本KB150耐磨带焊丝堆焊后的耐磨带与美国安科100XT型相比,相对耐磨性提高1.75倍。 四、两种耐磨带实际使用结果
KB300耐磨带堆焊工艺研究 (北京固本科技有限公司) 北京固本KB300耐磨带堆焊属于溶化极气体保护焊,堆焊时采用连续等速送进可溶化的KB300药芯焊丝与被掉工件之间的电弧作为热源来溶化焊丝和工件,形成溶池和焊缝,为了得到良好的焊缝应选用CO2气体保护,有时考虑到减少烟尘,特别是飞溅,而选用80%Ar+20%CO2保护气体作为电弧介质并保护溶滴、溶池金属及焊接区高温金属免受周围空气的有害作用。 一、CO2气体保护电弧焊的特点 CO2气体保护电弧焊是采用CO2气体作为保护气体,它具有焊接质量好、效率高、成本低,易于实现过程自动化等一系列优点。其焊接过程如图1 所示。 图1 CO2气体保护堆焊示意图 1-工件;2-堆焊层;3-溶池;4-电弧;5-焊丝;6-CO2保护气体;7-喷嘴;8-导电嘴;9-软管;10-送丝电机;11-送丝机构;12-焊丝盘;13-焊接电源;14-控制箱;15-CO2气瓶;16-干燥预热器;17-压力表;18-流量计;19-电磁阀 由于焊接时具有氧化性,CO2气体作为保护介质,在电弧形态、溶滴过渡形式以及气体保护作用等方面都有一些特点,具体表现在以下几个方面: 1、在焊接电弧的高温作用下CO2气体发生分解 气体分解为CO和O2,这一分解过程为吸热反应,对电弧的吸热冷却作用较强。此外,CO2气体在电弧温度范围内还具有较高的热导率。这些都使得CO2气体保护下的电弧弧柱直径较小,熔滴端部的斑点活动范围小,进而影响到溶滴上的作用力大小和分布,致使焊丝末端的熔滴易长大并常常偏离轴线。因此,在CO2长弧焊时,电流一般不是很大的情况下熔滴尺寸比较粗大并常常偏向一方,过渡频率低,飞溅大,溶滴过渡性能较差。 2、气体保护效果良好
加重钻杆耐磨带焊接实例 (北京固本科技有限公司) 随着石油钻探开采的发展,各类加重钻杆在石油钻探开采中的需求越来越大,用户对产品使用性能的要求也越来越高。如何采取合理的焊接工艺方法,以实现低成本高效率且又能满足产品技术要求的耐磨带焊接研究成为需要解决的课题之一。 某石油公司研发的材料牌号为AISI4145H钢的114.3mm(4.5in)加重钻杆有4段工作面需要增加耐磨带,4段焊缝分别为币φ158.8mmx101mm、φ127mmx76mm、φ127mmx76mm、φ158.8mmx101mm,焊缝需堆焊3mm厚,加重钻杆内孔为币φ71.41mm,钻杆内螺纹接头与钻杆吊卡扣合处制成18°锥形台肩,焊前经过285~341HBW调质处理。按石油天然气行业颁布的标准SY/5T146-1997规定:堆焊后,耐磨环外表面应平整过渡,基体不得有裂纹和焊层剥落等缺陷,表面硬度不低于50HRC,为使钻杆焊接后性能满足技术要求,需对原材料的焊接工艺、焊接质量进行分析和试验,以便制定合理可行的焊接工艺。 一、焊接性分析 钻杆的材料牌号为AISI4145H,其化学成分符合表1的规定。 表1 AISI4145H的化学成分(质量分数)(%) 按照国际焊接学会所推荐的碳当量计算公式,可计算出碳当量Ceq为0.725%~1%。据大量试验得知:当碳当量Ceq大于等于0.60%时,属于高淬透性的钢,冷裂纹倾向较为严重,焊接性较差,这是因为材料中的含碳量较高,加人的合金元素也较多,在500℃以下的温度区间过冷奥氏体具有更大的稳定性所致其含碳量越高,淬硬倾向越大,冷裂纹倾向也越大,而且由于M点较低,在低温下形成的马氏体一般难以产生“自回火”效应,并且马氏体中的含碳量较高,有很大的过饱和度,点阵的畸变就更严重,因而硬度和脆性就更大,对冷裂纹的敏感性也就更大另外,由于原材料的含碳量及合金元素的含量都较高,因此液一固相区间较大,偏析也更严重,这就促使其具有较大的热裂纹倾向。 二、焊接工艺特点 加重钻杆是在调质状态下进行焊接的,除了裂纹外,热影响区的主要问题是高温回火区软化引起的强度下降。从焊接方法考虑应采用热量集中、能量密度大,而且焊接热输人越小越好;同时,为防止延迟裂纹的产生,必须选择正确的预热温度。
石油专用管螺纹管材的类型及规格之一 ---------钻具接头螺纹 钻具接头螺纹用于如钻铤、钻杆、钻具稳定器及转换接头等钻井工具及钻柱构件的连接。 目前生产和检验依据的标准主要是API SPEC 7。 API SPEC 7称钻具接头螺纹为“旋转台肩连接”,是石油钻探行业连接钻柱构件最主要的机械机构。这种带锥螺纹具有通过轴向位移来补偿连结部分直径误差的特点,因此互换性程度高、结合紧密和装拆容易。其技术特点为英制锥管螺纹、有台肩连接、三角形螺纹,在管材连接 中应用极为广泛。其主要螺纹型式如表1所示。 表1:钻具接头螺纹类型 序号螺纹型式螺纹牙型规格与种类 1 数字型(NC) V-0.038R NC23-NC77共计13种 2 内平型(IF) V-0.065 23/8in-51/2in共计6 种 3 贯眼型(FH) V-0.065V-0.050V-0.040 31/2in-65/8in共计5种 4 正规型(REG) V-0.050V-0.040 23/8in-85/8in共计8种 1. 内平型螺纹 该型钻具接头螺纹连接外加厚或内外加厚钻杆,形成钻杆接头内径、管体加厚内径与管体内径相等或近似的通径。所有规格螺纹均采用V-0.065平顶平底三角形牙型,这种牙型为平牙底,牙顶较宽度为0.065英寸(1.651mm)。除51/2IF外,其它规格螺纹的因结构尺寸与相应的数字型螺纹完全相同,故具有互换性。该型螺纹因其牙型结构易导致应力集中,API已将其淘汰,其中包括41/2IF和4IF,它们就是曾经在我油田被大量使用的410、411和4A10、4A11,取而代之 的是NC50和NC46数字型螺纹。 2. 贯眼型螺纹 该型钻杆接头螺纹连接内外加厚钻杆,形成钻杆接头内径和加厚端内径相等,而均小于钻杆管体内径的通径。该型螺纹的规格虽然为数不多,但却使用了V-0.065、V-0.050(牙底为圆弧,牙顶宽度为0.050英寸,1.27mm)和V-0.040(牙底为圆弧,牙顶宽度为0.040英寸,1.02mm)
钻杆接头 连接器、钻杆接头产品,采用优质低碳合金钢为原料,经高压成型,真空调质处理,机械性能高。主要分为锚索钻杆连接器,地质钻杆接头,手持式气动钻机接头,各种钻杆变径接头和岩芯套管变径接头等系列产品。 【型号】Φ24 Φ28 Φ36 Φ42 Φ50 Φ63.5 Φ73 Φ76 F12 F18 F26 【材质】采用优质低碳合金钢为原料。 【工艺】经高压成型,真空调质处理,机械性能高。 【分类】主要分为锚索钻杆连接器,地质钻杆接头,手持式气动钻机接头,各种钻杆变径接头和岩芯套管变径接头等系列产品。
钻杆接头·规格型号 规格型号 生产工艺链接形式直径(mm) 长度(mm)螺纹形式 F12 100 四方连接精锻而成四方连接 Φ24 30 矩形螺纹高压成型与钻杆连接 Φ28 80 矩形螺纹高压成型与钻杆连接 Φ36 120 矩形螺纹精锻而成与钻杆连接 Φ42 120 锥螺纹精锻而成与钻杆连接 Φ42 180 锥螺纹-矩形螺纹精锻而成与钻杆连接 Φ50 200 矩形螺纹精锻而成与钻杆连接 Φ63.5 160 矩形螺纹精锻而成与钻杆连接 Φ73 三棱插接钻杆连接 Φ76 120 矩形螺纹-锥型螺纹精锻而成与钻杆连接 钻杆接头·技术参数表 序号产品名称规格型号用途 1 锚索钻杆连接器T16*6/M14*1.5 钻杆与钻头连接 2 锚索钻杆连接套T16*6 钻杆与钻杆连接 3 钻杆接头42*220 钻杆与钻杆连接 4 钻杆接头50*220 钻杆与钻杆连接 5 钻杆接头63.5*220 钻杆与钻杆连接 6 钻杆接头73*220 钻杆与钻杆连接 7 变径接头73*150 岩芯管螺纹变换用 8 变径接头89*150 岩芯管螺纹变换用 9 变径接头63--73 岩芯管螺纹变换用 10 变径接头73-89 岩芯管螺纹变换用 连接器的基本性能 机械性能就连接功能而言,插拔力是重要的机械性能。插拔力分为插入力和拔出力(拔出力亦称分离力),两者的要求是不同的。在有关标准中有最大插入力和最小分离力规定,这表明,从使用角度来
◆耐高温高耐磨损---DNM系列金属陶瓷焊丝 DNM镍基碳化钨耐磨焊丝系列,主要应用在中速磨、立磨、辊套及盘瓦堆焊修复。编写了中华人民共和国电力行业标准DL/T681-2012其中主要的耐磨焊丝标准部分。DNM70焊丝采用先进的等离子焊接工艺,焊接硬度达到HRC66-70,目前专利查新,在国内外焊丝类产品中保持硬度最高记录。该焊丝因主要含稀土材料、金属碳化物及硼化物,因此具有熔点高,硬度高的特点,而且韧性较好,耐磨性大大超过国外目前流行的高端耐磨焊丝,而且性价比非常高。 另一系列产品——HT镍基碳化钛系列堆焊焊丝,主要应用于耐磨风机堆焊修复。 DNM、HT焊丝主要性能: 1、具有超耐磨性。金属碳化钨材料在耐磨材料行业享有“世界磨损之王”的美誉。 2、具有超硬性,洛氏硬度可达到66-70HRC(国内同类产品为58-62 HRC,国外产品可达到63—66HRC),遥遥领先国内外其它耐磨焊丝。 3、具有超耐腐蚀性。在酸或碱性环境中,不仅耐磨而且具有超强的耐腐蚀性,远远领先同类品牌耐磨焊丝。 物理特性:
一、抗拉强度Rm>493Mpa 二、断后伸长率A>20% 三、耐磨成品涂层为----由金属陶瓷相和粘结相组成。 1、陶瓷相为(W、Ti、Nb铌、Co、B、Si、V钒)C,即多种碳化物陶瓷的金属。 2、粘结相主要由Fe/Ni基合金组成。 3、抗常温<200度磨粒磨损、冲刷磨削磨损。 4、具有均匀磨损、结合强度及韧性较高,与高铬铸铁及白口耐磨铸铁等硬面基材有良好的结合性能。 最佳应用载体:静态耐磨设备 设备要求:因焊接工艺要求较高,需要大功率氩弧或等离子弧或激光束熔覆技术等。 应用范围:水泥厂循环风机叶轮、轴流引风机叶轮;生物质电厂引风机叶轮;中速磨辊辊套、磨机衬板;水轮机抗磨板、转轮、导叶、叶片等。
焊条(covered electrode) 气焊或电焊时熔化填充在焊接工件的接合处的金属条。焊条的材料通常跟工件的材料相同。 焊条的组成 焊条由焊芯及药皮两部分构成。焊条是在金属焊芯外将涂料(药皮)均匀、同心地压涂在焊芯上。焊条种类不同,焊芯也不同。焊芯即焊条的金属芯,为了保证焊缝的质量与性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的含量,应有严格的限制,优于母材。焊芯成分直接影响着焊缝金属的成分和性能,所以焊芯中的有害元素要尽量少。 焊接碳钢及低合金钢的焊芯,一般都选用低碳钢作为焊芯,并填加锰、硅、铬、镍等成分 (详见焊丝国家标准GB1300 一77)。采用低碳的原因一方面是含碳量低时钢丝塑性好,焊丝拉 拔比较容易,另一方面可降低还原性气体CO 含量,减少飞溅或气孔,并可增高焊缝金属凝固时的温度,对仰焊有利。加入其他合金元素主要为保证焊缝的综合机械性能,同时对焊接工艺性能及去除杂质,也有一定作用。 高合金钢以及铝、铜、铸铁等其他金属材料,其焊芯成分除要求与被焊金属相近外,同样也要 控制杂质的含量,并按工艺要求常加入某些特定的合金元素。 焊条就是涂有药皮的供焊条电弧焊使用的熔化电极,它是由药皮和焊芯两部分组成的。在焊条 前端药皮有45 。左右的倒角,这是为了便于引弧。在尾部有一段裸焊芯, 约占焊条总长1/16 ,便于焊钳夹持并有利于导电。焊条的直径实际上是指焊芯直径,通常为2、2. 5、3. 2或3、4、5或6mm等几种规格,常用的是小 3. 2、小4、小5 三种,其长度“L一般在250^450 mm之间。 1.焊芯焊条中被药皮包覆的金属芯称为焊芯。焊芯一般是一根具有一定长度及直径的钢丝。 焊接时,焊芯有两个作用:一是传导焊接电流,产生电弧把电能转换成热能,二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。 焊条焊接时,焊芯金属占整个焊缝金属的一部分。所以焊芯的学成分,直接影响焊缝的质量。因此,作为焊条芯用的钢丝都单独规定了它的牌号与成分。如果用于埋弧自动焊、电渣焊、气体保护焊、气焊等熔焊方法作填充金属时,则称为焊丝。 (1 )焊芯中各合金元素对焊接的影响 1)碳(C)碳是钢中的主要合金元素,当含碳量增加时,钢的强度、硬度明显提高, 而塑性降低。在焊接过程中,碳起到一定的脱氧作用,在电弧高温作用下与氧发生化合作用,生成一氧化碳和二氧化碳气体,将电弧区和熔池周围空气排除,防止空气中的氧、氮有害气体对熔池产生的不良影响,减少焊缝金属中氧和氮的含量。若含碳量过高,还原作用剧烈,会引起较大的飞溅和气
钻杆接头粗细扣规范 类型公称 直径 数字 型 接头 外径 水 眼 螺纹 种类 每 寸 牙 数 锥 度 基面螺纹 均直径 公接头母接头 扣 型 螺纹小 端外径 螺纹大 端外径 扣 长 扣 型 螺纹始 端外径 扩孔 直径 扣 长英寸 D d 2tgФ C Ds Dl Lpc Qc Lbc 数字型NC23 4 1:6 59.817 52.400 65.100 76.2 59.83 66.7 92.1 NC35 89.687 79.096 94.971 95.2 89.69 96.8 111.11 NC44 112.192 98.425 117.475 114.3 112.2 119.1 130.2 NC56 1:4 142.646 117.500 149.250 127.0 143.98 150.8 142.9 NC61 156.921 128.600 163.525 139.7 158.25 165.1 155.6 NC70 179.146 147.650 185.750 152.4 180.48 187.3 168.3 NC77 196.621 161.950 203.200 165.1 197.93 204.8 181.0 正规2 3/880 25.4 甲种 5 1:4 7°7′30″ 60.080 2A31 47.625 66.675 76.2 2A30 61.423 68.3 92.1 2 7/895 32 69.605 231 53.975 76.200 88.9 230 70.948 77.8 104.8 3 1/2108 38 82.293 331 65.075 88.900 95.3 330 83.635 90.5 110.1 4 1/2140 58 113.800 431 90.47 5 117.475 108.0 430 112.211 119.1 123.8 5 1/2172 70 乙种 4 1:4 132.944 531 110.058 140.208 120.7 530 133.630 141.7 136.5 6 5/819 7 89 丙种1:6 146.24 8 631 131.030 152.197 127.0 630 145.601 154.0 142.9 7 5/8225 102 乙种1:4 170.549 731 144.475 177.800 133.4 730 171.235 180.2 149.2 8 5/8254 131 194.731 831 167.843 201.982 136.6 830 195.417 204.4 152.4 贯眼2 3/864 36.5 甲种 5 1:4 64.059 2A21 51.604 70.654 76.2 2A20 65.402 72.3 92.1 2 7/8108 54 85.480 221 69.850 92.075 88.9 220 86.82 3 94.5 104.8 3 1/2113 62 94.84 4 321 77.622 101.443 95.3 320 96.187 102.8 111.1 4 NC40 133 71 丁种 4 1:6 103.429 4A21 89.662 108.712 114.4 4A20 103.440 120.3 130.1 4 1/2146 80 甲种 5 1:4 115.113 421 96.317 121.717 101. 6 420 116.456 123.8 117.5 5 1/2178 101 丙种 4 1: 6 142.011 521 126.79 7 147.955 127.0 520 141.364 150.0 142.9 6 5/8203 12 7 165.59 8 621 150.368 171.526 127.0 620 164.950 173.8 142.9 内平2 3/8NC26 86 44.5 丁种 4 1:6 4°45′48″ 67.767 2A11 60.350 73.050 76.2 2A10 67.778 74.6 92.1 2 7/8NC31 105 54 80.848 211 71.32 3 86.131 88.9 210 80.860 87.7 140.8 3 1/2NC38 121 68.3 96.723 311 85.065 102.006 101.6 310 96.73 4 103.6 117.5 4 NC46 146 82.6 117.500 4A11 103.734 122.734 114.4 4A10 117.511 124.6 130.2 4 1/2NC50 15 5 95.3 128.059 411 114.300 133.350 114.4 410 128.070 134.9 130.2 5 1/2185 122 157.201 511 141.32 6 162.484 127.0 510 137.212 163.9 142.9 6 5/8212 145 184.173 611 168.260 189.456 127.0 610 184.186 192.0 142.9
耐磨带焊丝工艺及性能分析 黄河管具研究所(东营257000)刘光磊黄磊 摘要:本文对钻杆耐磨带敷焊工艺进行了详细介绍,并对敷焊后的耐磨带硬度与开裂情况进行了检测与分析。关键词:钻杆接头;耐磨带;堆焊中文分类号:TG47,TG71 0前言 在油气田勘探开发钻井中,尤其是在深井、大位移井、水平井、大斜度井中,由于地层中页岩,石英砂的存在导致钻杆和套管的严重磨损,给钻井施工带来重大损失[1]。因此,钻井过程中钻杆和套管的磨损及防磨问题已引起钻井界的密切关注。从我国油田分布来看,大港,大庆,江苏油田由于地层较软,含岩石量相对较低,因此钻杆磨损相对较小,对于新疆塔里木油田,四川普光油气田,由于这里地层页岩含量大,对钻杆磨损十分严重。 钻杆接头耐磨带以其一定的耐磨性和减磨性,保护钻杆接头和套管免遭强烈的磨损,钻井工程中获得了广泛的应用[2]。钻杆耐磨带主要是采用耐磨带焊丝通过二氧化碳气体保护焊的方式堆焊到钻杆接头部位的一种高合金耐磨材料。目前进口耐磨带焊丝以美国某公司的100XT型产品使用最广泛,最具代表性。国产耐磨带焊丝以北京佳倍德GD-100具代表性。但无论是那款耐磨带产品其设计原则都以,保护钻杆接头,防护套管磨损为原则。本文选用北京佳倍德GD-100耐磨带焊丝为例,详细介绍耐磨带堆焊工艺。 1耐磨带敷焊工艺 1.1耐磨带材料及设备 试验采用北京佳倍德GD-100耐磨带焊丝,直径为1.6mm,耐磨敷焊设备为ZS2000耐磨带堆焊设备图1,焊接电流285A,电压28V,氩气保护。耐磨带宽度76mm,厚度3mm,钻杆直径168.3mm(6.625寸)。GD-100耐磨带焊丝熔敷金属化学成分见表 1. 图1钻杆耐磨带自动堆焊设备 表1耐磨带合金成分百分比 合金元素C Si Mn Cr Nb Fe GD1000.3 1.2 1.57.07.0余量 1.2耐磨带敷焊工艺 钻杆接头材质为35CrMoSi,为避免堆焊后产生裂纹,造成堆焊层脱落,敷焊前要对钻杆接头部位进行预热。高频感应加热升温到300℃。加热时间3分钟保证扶正器内外温度一直。 以接头直径168mm的钻杆为例,焊接速度为3分钟敷焊钻杆接头一周,每根钻杆接头连续敷焊三道,所以时间为约10分钟,每道焊缝约消耗0.25公斤耐磨带焊丝。焊接过程中,要保持钻杆接头部位温度不低于250℃,用红外测温计随时监测,
ERNiCrMo-3 焊丝 符合:GB/T15620 ERNiCrMo-3 AWS A5.14 ERNiCrMo-3 一、特性与用途: ERNiCrMo-3焊丝是Inconel 625系列的焊材,耐腐蚀性优,有高强度的熔敷金属,应用于Inconel 625、Alloy904L 焊接、异种材料焊接,广泛应用在多层焊接。 二、焊丝化学成分(%) C Mn Fe Si P S Ni Cu Mo Al Cr Nb Ti 典 型值 0.07 0.34 2.1 0.15 0.0015 0.003 59.0 0.11 9.1 0.32 19.8 3.64 0.3 保证值 ≤0.10 ≤0.5 ≤5.0 ≤0.50 ≤0.02 ≤0.015 ≥58.0 ≤0.5 8.0~10.0 ≤0.4 20~23 3.15~4.15 ≤0.4 三、熔敷金属机械性能 抗拉强度 MPa 伸长率 % 冲击值(J )A KV -196℃ 典型值 780 42 145 保证值 ≥760 -- -- 四、注意事项: 1、所使用的氩气保护气体纯度要在99.997%以上且气体流量控制要适当。 2、施焊时必须有适当的防风措施,否则保护气体易受风的影响而致气体保护不良,使焊道恶化而发生气孔,打底时须背吹,防止产生不良焊道。 3、母材表面的铁锈、油污、灰尘等必须清除干净。 4、电源极性为DC-,道间温度建议在150℃以下。 5、为避免高温裂纹,必须降低热输入量。 ERNiCu-7 MONEL 400 合金自身的焊接;以及 MONEL 400 合金与钢的焊接;用于钢的表面堆焊。 ERNiCu-7 MONEL 400 合金自身的焊接,以及 MONEL 400 合金与钢的焊接;用埋弧焊方法对钢的表面进行堆焊; ( 其缓冲层填充材料 61 合金需用手工电弧焊方法熔敷 ) 成分: C≤0.15 Mn≤4.0 Fe≤2.5 P≤0.02 S≤0.015 Si≤1.25 Cu 余量 Ni≤62∽69 Co-