模具寿命与失效(问答题部分)
1.磨损对断裂的促进作用是什么?(P28页)
答:磨损沟痕可成为裂纹的发源地。当由磨损形成的裂纹在有利于其向纵深发展的应力作用下,就会造成断裂。
2.磨损、塑性变形和断裂的相互作用是什么?(P28页)
答:模具的工作条件比较复杂,一副模具在使用过程中可能出现多种损伤形式,这些损伤又相互促进,加速模具最终以一种形式失效。
①磨损对断裂的促进作用
磨损沟痕可成为裂纹的发源地。当由磨损形成的裂纹在有利于其向纵深发展的应力作用下,就会造成断裂。
②磨损对塑性变形的促进作用
模具局部磨损后,会带来承载能力的下降以及易受偏载,造成另一部位承受过大的应力而产生塑性变形。
③塑性变形对磨损和断裂的促进作用
局部塑性变形后,改变了模具零件间正常的配合关系。如塑性变形后,模具间隙不均匀,间隙变小,必然造成不均匀磨损,磨损速度加快,进而促进磨损失效;另一方面,塑形变形后,模具间隙不均匀,承载面积变小,会带来附加的偏心载荷以及局部应力过大,造成应力集中,并由此产生裂纹,促进断裂失效。
3.为何回火不足会成为塑料模开裂的因素?(P38页)
答:当模具热处理时,由于回火不足,组织中仍有较多的残余奥氏体,在服役温度下残余奥氏体将转变为马氏体,从而产生相变内应力,这也是引起模具开裂的因素。
4.布氏硬度(试验)的优、缺点是什么?(P68页)
答:①布氏硬度(试验)的优点是压痕面积较大,其硬度值能反映材料在较大区域内各组成相的平均性能。因此,布氏硬度检验最适合测定灰铸铁、轴承合金等材料的硬度。
压痕大的另一优点是试验数据稳定,重复性高。
②布氏硬度(试验)的缺点是因压痕直径较大,一般不宜在成品件上直接进行检验。
5.洛氏硬度(试验)的优、缺点是什么?(P69页)
答:①洛氏硬度(试验)的优点是操作简便迅速;压痕小,可对工件直接进行检验;采用不同标尺,可测定各种软硬不同和薄厚不一试样的硬度。
②洛氏硬度(试验)的缺点是压痕较小,代表性差。
6.维氏硬度(试验)的优、缺点是什么?(P71页)
答:①维氏硬度(试验)的优点是硬度值精确可靠。可以任意选择载荷,而不存在布氏硬度那种载荷与压球直径之间的关系约束。也不存在洛氏硬度那种不同标尺的硬度无法统一的问题。比洛氏硬度所测试件厚度更薄。
②维氏硬度(试验)的缺点是其测定方法较麻烦,工作效率低,压痕面积小,代表性
差,所以不宜用于成批生产的常规检验。
7.如何确定磨粒磨损的抗力指标?(P57页)
答:①磨粒磨损可分为低应力磨粒磨损、高应力磨粒磨损及介于二者之间的磨粒磨损。
②在低应力磨粒磨损条件下,材料的磨损量与接触压力成正比,与材料的硬度成反比。
这要求模具钢具有高的硬度和耐磨性。
③在高应力磨粒磨损条件下,其应力很高,可将磨粒打碎,并使材料表面层产生小量
塑性变形。要求材料有很高的加工硬化能力,加工硬化后的硬度要高。
④介于低应力和高应力磨损之间时,为提高材料的耐磨性,不仅要求有高的硬度,还
要求有较好的韧性。
8.润滑对模具寿命的影响是什么?(P93页)
答:减少了模具与工件的直接接触,因此减少了模具的磨损。润滑剂还能在一定程度上阻碍坯料向模具传热,降低模具温度,提高模具寿命。
9.设备速度对模具发生断裂或塑性变形失效的影响是什么?P92页
答:设备速度越高,模具在单位时间内受到的冲击力越大,设备施力时间越短,冲击能量来不及传递和释放,易集中在局部,造成局部应力超过模具材料的屈服应力或断裂强度,因此,设备速度越高,模具越易发生断裂或塑性变形失效。
10.耐磨性与哪些因素有关?(P98页)
答:耐磨性不仅与材料的强度、韧性及硬度有关,还与钢中碳化物的数量、大小及分布有关。一般来说,强度或硬度及韧性越高,碳化物越细小、分布越均匀,材料的耐磨性越好。
11.提高疲劳磨损抗力的措施是什么?(P99页)
答:①提高冶金质量,提供优质纯净材料;或钢中含有适量塑性碳化物夹杂,能将脆性氧化物夹杂,包住形成共生夹杂物,降低氧化物的破坏作用,可提高材料抗疲劳磨损的能力。
②在基体为马氏体的组织中,减小碳化物粒度并使其呈球状均匀分布,使基体中马氏
体、残余奥氏体和未溶碳化物量之间有最佳匹配,可最大限度的提高疲劳磨损抗力。
③合理选择表面硬化工艺,在一定深度范围内保持残余压应力,极有利于提高疲劳磨
损抗力。
④改善模具表面状态,减少冷热加工缺陷,降低表面粗糙度,降低摩擦系数。
12.减轻粘着磨损的主要措施是什么?(P99页)
答:①尽量选择互溶性少、粘着倾向小的材料配对;选择强度高、不易塑性变形的材料。
②提高氧化膜的稳定性,提高氧化膜与基体的结合力;降低表面粗糙度,改善润滑条
件。
③采用表面渗硫、渗磷、渗氮等处理工艺,在材料表面形成化合物或非金属层,降低
接触层原子间结合力,减小摩擦系数,避免直接接触,以降低磨损量。
13.提高耐热疲劳抗力的措施是什么?(P100页)
答:①模具不可避免地存在圆角、孔等应力集中因素,在不影响使用性能的前提下,应尽量选择最佳结构,使截面圆滑过渡,避免或降低应力集中。
②选择优良的抗热疲劳性的材料,是决定零件具有优良抗疲劳应力的重要因素。
③采用表面强化工艺,如表面热处理、化学热处理、喷丸和滚压强化等,改善和提高
模具的抗热疲劳性能。
④对于低周疲劳和热疲劳失效,可通过改善材料塑性来改善失效抗力。
14.新型冷作模具钢中高速钢基体钢的用途和特性是什么?P124页
答:既保持了高速钢的高抗压强度、红硬性和高耐磨性能,又提高了韧性和抗疲劳性能,实现了强韧性、红硬性和耐磨性较好地统一。这类钢主要用于强韧性和耐磨要求高的场合,如加工难变形材料的模具及大型、复杂、受冲击载荷大的模具。
15.新型冷作模具钢中高碳低合金钢的用途和特性是什么?P124页
答:高碳低合金钢一般采用淬火、低温回火,得回火马氏体基体,弥散分布少量碳化物。
这种组织强度高,韧性好,有一定耐磨损性能。常用于工作刃口温度不高、要求强韧性好的冷挤、冷镦和冲载模具。
16.新型冷作模具钢中高碳中铬耐磨钢的用途和特性是什么?124页
答:高碳中铬耐磨钢一般经淬火及高温回火后,具有较强的二次硬化效应和较高的强韧性和耐磨性。主要用于代替Cr12、Cr12MoV及高速钢模具的应用领域,有较好的技术经济效益。
17.新型塑料模具钢的种类及用途是什么?(P129页)
答:①预硬调质型━属于这类钢种的有P20、718[瑞典]和H13钢。这类钢广泛用于制造大、中型精密注塑模。
②预硬易切削型━属于此类型钢的有5NiSCa、SMl和8Cr2S等。这类预硬易切削塑料
模具钢适用于大、中型注塑模的制造。
③时效硬化型━属于此类钢的有25CrNi3MoAl、PMS、SM2和06CrNi6MoVTiAl钢等。这
类钢很适于制作高精度塑料模,还可在软化处理至低硬度后,用作冷挤成型法制造复杂型腔模具。
④冷挤压成型型━属于此类钢的只有LJ和84l6两个钢号。这种方法适用于需要重复
制造型腔或浅型腔的塑料模具,可以降低成本,提高生产率。
18.镀硬铬的优点及应用是什么?(P185页)
答:硬度高,摩擦系数低,耐磨性好,耐蚀性好且镀层光亮,与基体结合力较强,可用作冷作模具和塑料模具的表面防护层,以改善其表面性能。镀层的厚度达0.3~0.5mm,可用于尺寸超差模具的修复。
19.电刷镀的辅助手段是什么?(P187页)
答:电刷镀技术还可以作为制造模具的辅助手段。如应用电刷镀的方法刷镀光滑镀层以降低表面粗糙度值;利用电刷镀可以修复因加工过量所短缺的尺寸,挽救模具废品;利用电刷镀方法还可以在模具上涂写或刻写标记、符号等。
20.激光冲击硬化的特点是什么?(P195页)
答:激光冲击硬化不仅可以大大提高材料的强度和硬度,而且能有效地提高抗疲劳性能。
由于冲击波持续的时间短,因而产生的变形很小。
21.激光非晶化及其优点是什么?(P195页)
答:激光非晶化是利用激光使工件表面熔化及快速冷却的工艺方法,在工件表面上形成厚度为1~10μm的玻璃态非晶化组织,这种非晶组织具有高强度、高韧性和高的耐磨性。
22.激光淬火特性及选用的材料是什么?(P195页)
答:适用于激光淬火的材料主要有灰铸铁、球墨铸铁、碳钢、合金钢和马氏体不锈钢等。
激光淬火能使硬化层内残留有相当大的压应力,可大大提高材料的耐磨性和抗疲劳性能。
23.马氏体的类型和亚结构对材料断裂韧度的影响是什么?(P96页)
答:板条马氏体主要是位错亚结构,具有较高的强度和塑性,裂纹扩展阻力较大,呈韧性断裂,因而断裂韧度较高;针状马氏体主要是孪晶亚结构,硬度高而脆性大,裂纹扩展阻力小,呈准解理或解理断裂,因而断裂韧度较低。
24.产生热处理裂纹的原因有哪些?(P110页)
答:原材料内有显微裂纹;未经预热而使用过急的加热速度;冷却介质选择不当,冷却速度过于剧烈;在Ms点以下,冷却速度过大;多次淬火而中间未经充分退火;淬火后未及时回火(热锻模及高合金钢模具更为突出)、回火不足或在回火脆性区域回火;表面增碳、脱碳;化学热处理不当,多次渗金属或渗金属时温度过高。
25.铌的主要作用是什么?(P134页)
答:①能生成比较稳定的NbC,并可溶入MC和M2C碳化物中,增加其稳定性,使碳化物在淬火加热时溶解缓慢,阻止晶粒长大,使晶界呈弯曲状。
②使奥氏体中的贫碳区增加,淬火后可以获得较多的板条状马氏体。
③铌还使回火过程中析出的M2C、MC碳化物弥散细小,比较稳定。
26.钴结硬质合金材料及特点是什么?(P163页)
答:①钴结硬质合金是以难熔金属的碳化物(如碳化钨、碳化钛等)为硬质相,以金属钴为粘结相,用粉末冶金的方法制造的合金材料。
②由于它具有比钢还要高的硬度和耐磨、耐腐蚀、耐高温和线膨胀系数小等特点,因
此在许多领域得到广泛应用,但与钢相比,其韧性、可加工性较差。
成都电子机械高等专科学校 200-200学年第学期考试试卷 一、单项选择题(本大题共10题,每小题2分,共20分) 错选、多选或未选均无分。 1、冲裁变形过程中得塑性变形阶段形成了。 A 、光亮带 B 、毛刺 C 、断裂带 2、弯曲变形区得板料得外区(靠凹模一侧),纵向纤维变形后。 A、缩短 B、不变 C.分离 D.伸长 3、在拉深变形过程中得某一时刻,在凸缘变形区中间有一位置,其。在该位置,用R=0、61R t作圆,可将凸缘变形区分为两部分,由此圆到凹模洞口处。 A.∣б1∣>|б3|,|ε1|<|ε3| B.∣б1∣>|б3|,|ε1|>|ε3| C.∣б1∣<|б3|,|ε1|<|ε3| D.∣б1∣<|б3|,|ε1|>|ε3| 4、侧刃与导正销共同使用时,侧刃得长度应 ______步距。 A 、≥ B 、≤ C 、> D 、< 5、为了保证条料定位精度,使用侧刃定距得级进模可采用 ______。 A 、矩形侧刃 B 、成型侧刃 C 、尖角侧刃 6、为了避免弯裂,则弯曲线方向与材料纤维方向 _____。 A 、垂直 B 、平行 C 、重合
7、不对称得弯曲件,弯曲时应注意 ____。 A 、防止回弹 B 、防止偏移 C 、防止弯裂 8、拉深过程中,坯料得凸缘部分为 _____。 A、传力区 B、变形区 C、非变形区 9、当任意两相邻阶梯直径之比( )都不小于相应得圆筒形得极限拉深系数时,其拉深方法就是。 A、由小阶梯到大阶梯依次拉出 B、由大阶梯到小阶梯依次拉出 C、先拉两头,后拉中间各阶梯 10、点得主应变状态图有。 A.三种 B.九种 C.六种D、四种 二、多项选择题(本大题共6题,每小题2分,共12分) 未选、错选、多选或少选均无分。 1、由于级进模得生产效率高,便于操作,但轮廓尺寸大,制造复杂,成本高,所以一般适用于 ______冲压件得生产。 A 、大批量 B 、小批量 C 、大型 D 、中小型 2、冲裁大小不同、相距较近得孔时,为了减少孔得变形,应先冲_____得孔。 A 、大 B 、小 C 、精度高 D 、一般精度 3、以下工序不属于伸长类变形得就是。
模具的失效分析№1 一, 目的 1, 模具设计人员必须熟知如何保证模具设计正确,合理,提高模具寿命,降低成本. 2, 生产中模具失效时,能分析原因,提出改进措施,也是工艺员应掌握的技能. 二, 模具的工作条件 1, 工装模具组成 凹模- 冷镦, 正挤, 反挤, 冲孔, 锥形凸模, 切边凹模, 切边凸模, 孔类` 螺母用凹模等. 套- 推出销套, 衬套 垫- 带孔垫块 轴类冲头–正挤, 反挤, 六方冲头, (螺母冲头), 推出销, 凸模销, 光凸模(无孔) 销, 轴, 杆. 板,块类型- 垫块,切断刀,送料滚,刀体,钳片,夹子,弹簧板,弹簧片 螺旋弹簧–拉,压 弹簧碟簧 板簧 2, 易损件(服役期短,经常更换的件) 冲头, 凹模 重点分析易损件–冲头, 凹模. 3, 模具工作条件 ①挤压冲头工作条件–以活塞销为例 上冲头 上冲头–向下运动, 下冲头–固定不动. 挤压中,上冲头受力大于下冲头. 上冲头受力情况如下: A) 向下运动–反挤坯料,冲头受压应力. B)向上运动–脱离坯料,因摩擦力冲头受拉应力. C)可能因冲头偏心,产生弯曲应力. 结论: 上冲头受力复杂,易导致失效. 上冲头最大名义压力可达2500 MPa. 在尺寸过渡处,由于应力集中, 有时应力更大于此值.
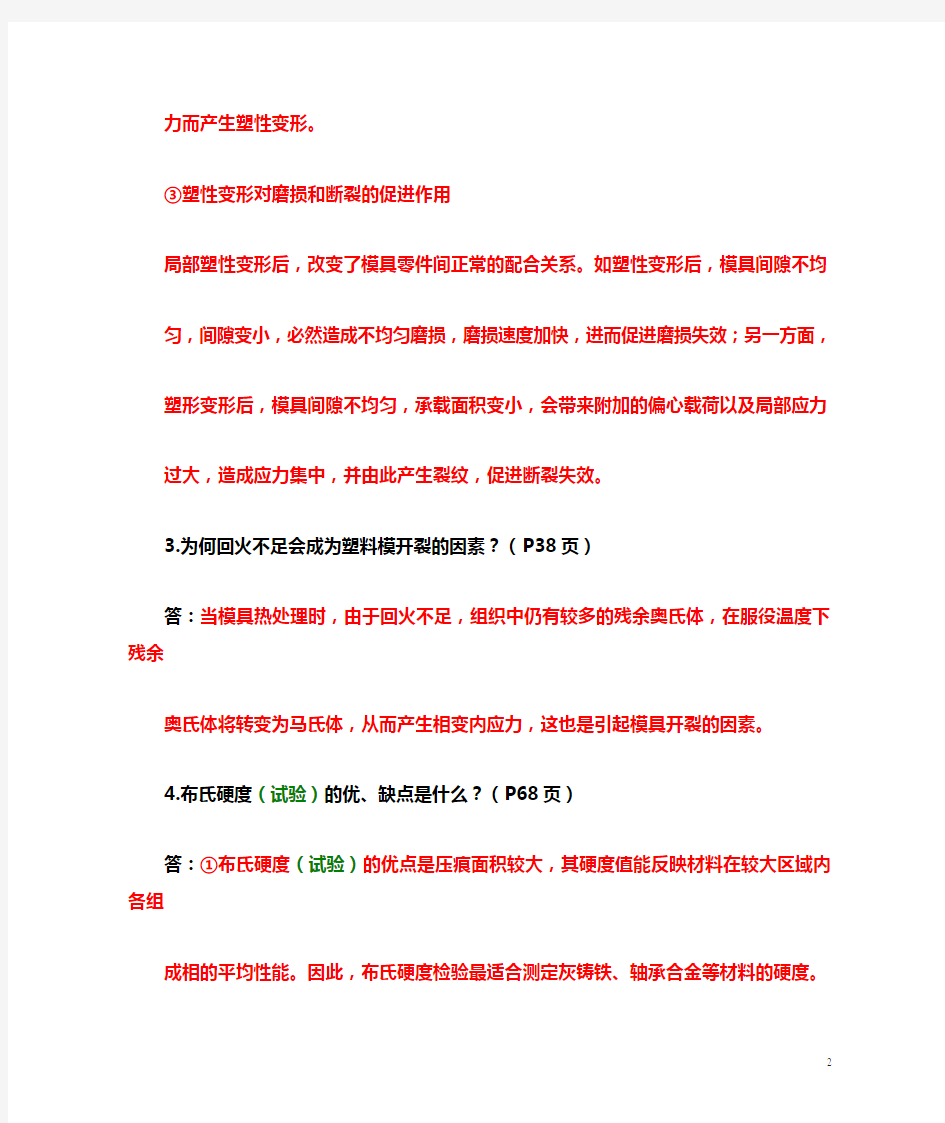
② 冷挤压凹模的工作条件 № 2 冷挤压过程中,凹模型腔表面受很大的压力,该压力使凹模产生巨大的切向拉应力. (以下插图) p 0 材料力学厚壁筒受力分析理论公式 拉应力压应力 P 1R 21 - P 0 R 20 R 20 -R 2 1P 1 -P 0R 21 R 2 0σt σr = ()+ R 2R 20 -R 21()=R 20 -R 2 1 P 1 R 21 - P 0 R 20 -)(R 20 -R 2 1R 2)(R 21 R 20P 1 -P 0① ② ③ ④ ⑤ ⑥ 当采用整体模时,如下图 P 0 =0 代入①,②式 )(R 20 -R 21R 2 + = σt R 21 R 20P 1R 20 -R 21P 1R 21= P 1R 2 1R 20 -R 21(1+ R 20R 2 ) P 1 R 21 R 2 0R 2 R 20 -R 21()-P 1R 21 R 20 -R 21 =σr =R 20 -R 21 P 1R 21 )R 2 R 2 01-(当R=R 1 时,分别代入公式③,④得 σtR1σrR1= )R 21 R 20 1+(R 20 -R 21P 1R 21)R 21 R 2 1- (R 20 -R 21 P 1R 21=P 1 R 20 -R 21R 20 +R 21= =-P 1
模具材料期末复习题及答案 第1章模具材料概述 根据其用途和服役条件不同,将模具材料分为哪几类模具材料? 冷作模具材料、热作模具材料、塑料模具材料和其他模具材料。 对各类模具钢提出的性能要求主要包括那些主要使用性能? 硬度、强度、韧性、耐磨性、咬合抗力、抗热疲劳性、耐蚀性及其他特殊性能。选用模具材料时应遵循哪些原则? 满足使用性能原则、工艺性能原则、经济性原则。 第2章冷作模具材料 冷作模具钢按成分和性能主要可分为哪几种钢?请为每种钢写出一个代表性钢号。 碳素工具钢T10A、高碳低合金钢9Mn2V、高耐磨冷作模具钢Cr12MoV、冷作模具用高速钢W6Mo5Cr4V2、基体钢6Cr4W3Mo2VNb。 试分析冷冲裁模的工作条件与性能要求。 冷冲裁模主要对各种坯料进行冲切成型。冷冲裁模的主要工作部位是凸模和凹模的刃口,靠它们对金属坯料施加压力,使其产生弹性变形、塑性变形和分离等过程。在弹性变形阶段,凸模端面的中间部分与坯料脱离,压力都集中在刃口附近的狭小范围内。在塑性变形和分离阶段,凸模切入坯料,同时金属坯料被挤入凹模洞口,使模具的刃口端面和侧面产生挤压和摩擦,所以对模具材料要求具有高的硬度、耐磨性、冲击韧性以及耐疲劳断裂性能。 冷冲裁模对模具材料的主要性能要求是什么? 较高的强度、硬度、耐磨性,一定的韧性 模具材料的冷加工工艺性能主要包括哪些性能? 切削加工性能、磨削加工性能、抛光加工性能和冷变形性能。 模具材料的热加工工艺性能主要包括哪些性能? 铸造工艺性能、锻造工艺性能、焊接工艺性能 模具材料的热处理工艺性能主要包括哪些性能? 淬透性、淬硬性、变形开裂敏感性和氧化脱碳敏感性。 模具钢在锻造后进行机加工之前,一般应进行哪种热处理? 退火 碳素工具钢和高碳低合金钢作为冷作模具钢使用时,应对其进行何种最终热处理? 淬火+低温回火 高速钢作为冷作模具钢使用时,对其进行淬火处理时,应采用什么样的温度淬火? 比常规淬火温度低的温度 某企业的材料仓库中只有Q235、5CrNiMo、9CrWMn和3Cr2Mo四种钢,应选用其中的什么钢制造冷冲裁模? 9CrWMn
成都电子机械高等专科学校 200 -200 学年第 学期考试试卷 一、 单项选择题(本大题共10题,每小题2分,共20分) 错选、多选或未选均无分。 1、冲裁变形过程中的塑性变形阶段形成了 。 A 、光亮带 B 、毛刺 C 、断裂带 2、 弯曲变形区的板料的外区(靠凹模一侧),纵向纤维变形后 。 A 、 缩短 B 、不变 C.分离 D.伸长 3、 在拉深变形过程中的某一时刻,在凸缘变形区中间有一位置,其 3 1σσ=。在该位置, 用R=0、61R t 作圆,可将凸缘变形区分为两部分,由此圆到凹模洞口处 。 A.∣б1∣>|б3|,|ε1|<|ε3| B.∣б1∣>|б3|,|ε1|>|ε3| C.∣б1∣<|б3|,|ε1|<|ε3| D.∣б1∣<|б3|,|ε1|>|ε3| 4、 侧刃与导正销共同使用时,侧刃的长度应 ______步距。 A 、≥ B 、≤ C 、> D 、< 5、 为了保证条料定位精度,使用侧刃定距的级进模可采用 ______。 A 、矩形侧刃 B 、成型侧刃 C 、尖角侧刃 6、 为了避免弯裂,则弯曲线方向与材料纤维方向 _____。 A 、垂直 B 、平行 C 、重合
7、不对称的弯曲件,弯曲时应注意 ____。 A 、防止回弹 B 、防止偏移 C 、防止弯裂 8、拉深过程中,坯料的凸缘部分为 _____。 A、传力区 B、变形区 C、非变形区 9、当任意两相邻阶梯直径之比( )都不小于相应的圆筒形的极限拉深系数时,其拉深方法就是。 A、由小阶梯到大阶梯依次拉出 B、由大阶梯到小阶梯依次拉出 C、先拉两头,后拉中间各阶梯 10、点的主应变状态图有。 A.三种 B.九种 C.六种D、四种 二、多项选择题(本大题共6题,每小题2分,共12分) 未选、错选、多选或少选均无分。 1、由于级进模的生产效率高,便于操作,但轮廓尺寸大,制造复杂,成本高,所以一般适用于 ______冲压件的生产。 A 、大批量 B 、小批量 C 、大型 D 、中小型 2、冲裁大小不同、相距较近的孔时,为了减少孔的变形,应先冲_____的孔。
模具寿命与失效作业 ⒈模具成型工艺有哪些? 答:(一)根据不同的工作条件可以分为以下几种: ⑴普通模锻 普通模锻是将加热后或不加热的金属坯料放在模具型腔内,在冲击力或压力作用下,使金属的几何形状发生变化而获得与型腔一致的锻件。 普通模锻包括镦锻和热锻。镦锻又分为冷镦、温镦和热镦。 ⑵挤压成型 挤压是将金属材料放在挤压型腔内,一端施加强大压力,材料在三向受力状态下变形,从而一端的模孔中流出,获得不同零件。 挤压按凸模与材料相对运动方向分类,可分为正挤压、反挤压、复合挤压和径向挤压。按坯料温度可分为冷挤压、温挤压和热挤压。 ⑶拉拔成型 在拉拔时,材料两向受力,一向受压,通过模具的模孔而成型,获得所需形状尺寸的型材、毛坯或零件。拉拔可分为拉丝、拔管。 拉拔所获得的产品具有较高的精度和较低的表面粗糙度,常用于对轧制的棒料、管料的再加工,以提高质量。 ⑷冲压成型 冲压是利用冲模使材料发生分离或变形,从而获得零件的加工方法。冲压可获得形状复杂、精度高和表面质量好的零件,同时生产率很高、成本低。 冲压主要可分为分离工序和成型工序。分离工序包括冲孔、落料、切边、修整等方法。成型工序包括拉深、弯曲、胀形、翻边和校平等。 ⑸压铸成型 压铸是以一定的压力将熔融金属高速压射充填到压铸模型腔内,在压力下凝固而成形铸件的工艺方法。 ⑹塑料成型 塑料成型是在压力的作用下,将粉末状或黏流状的塑料在模具中成型,获得所需形状尺寸的塑料制品。 塑料成型种类﹕模压成型、射出成型﹑注射成型、压铸成型﹑吸塑成型﹑吹塑成型﹑发泡成型﹑中空成型、挤压成型等工艺方法。 (7)其他特殊成型 ①玻璃钢船模具制作工艺 ②全新的模具成型方法(新型模具材料(陶瓷粉)取代石墨材料制造无压浸渍法制造金刚石钻头工艺)是针对无压浸渍法制造金刚石钻头存在模具费用高、模具加工周期长等缺点,研究了一种新型模具材料(陶瓷粉)取代石墨材料,并研究了一种全新的模具成型方法,简化了模具制造工序,降低了成本。 ③烧结式PDC钻头模具成型工艺是针对烧结式PDC钻头底模手工成型困难、生产效率低的问题,采用冷压成型法制作底模,并在实验的基础上,确定了底模的原材料配比和成型压力,为底模加工提供了一种可行的新工艺。 ④注吹塑料中空容器的模具成型工艺方法其具体步骤包括:注塑机的注塑过程及吹塑机的吹塑过程;所述注塑过程包括:a注塑机中的定模具和动模具闭合
一、填空题 1、模具是一种重要的加工工艺装备,它的使用对保证产品质量、提高经济效益有着重要的作用。模具加工具有材料利用率高、力学性能好、尺寸精度高、生产效率高。 2、作为模具设计和制造者,既懂得模具设计和制造技术,又懂得材料成型加工及模具选材技术,才能制造出高质量、长寿命、高精度的模具。 3、根据工作条件及服役形式,模具材料分为冷作模具材料、热作模具材料和塑料模具材料三大类。 4、模具主要应用在压力加工之中,与模具有关的工艺,主要分为普通模锻、挤压、拉拔、冲压、压铸、塑料成型等。 5、韧性不是单一的性能指标,而是强度和塑性的综合表现。 6、热处理工艺性主要包括:淬透性、回火稳定性、脱碳倾向性、过热敏感性,淬火变形与开裂倾向等。 二、判断题 1.无磁模具钢制的模具主要用于磁性材料的成形,以及无磁轴和其他在强磁场中不产生磁感应的结构零件的成形。√ 2.抗冲击冷作模具钢成分接近合金调质钢,基体钢属于高强韧性冷作模具钢。√ 3.基体钢,一般是指其成分相当于高速钢正常淬火组织中基体成分相同的钢,与高速钢相比,基体钢的过剩碳化物少,颗粒细小,分布均匀,强韧性好,同时还保持较高的耐磨性的热硬性,不仅适用于冷作模具,也可用于热作模具。√ 4.硬质合金是将一些高熔点、高硬度的金属碳化物粉末(如C、TiC等)和粘结剂(Co、Ni等)混合后,加压成型,再经烧结而成的一种粉末冶金材料。钨钴类硬质合金和钨钴钛类硬质合金。冷冲模用硬质合金一般是钨钴类。√ 5.金属陶瓷硬质合金的共性是:具有高的硬度、高的抗压强度和高的耐磨性,可以进行锻造及热处理。主要用来制作多工位级进模、大直径拉深凹模的镶块。× 三、为下列模具选择合适的材料。 光学镜片的注射模(D)热挤压滚动轴承环凸模(E) Φ40棒料下料剪刃(A)铜合金压铸模(B)塑钢门窗成型模(C) A、6W6MoCr4V B、3Cr2W8V C、0Cr16Ni4Cu3Nb(PCR) D、10Ni3MnCuAl(PMS) E、4Cr3Mo2NiVNbB(HD) 四、问答题 1、什么是钢结硬质合金?有何特点? 答:钢结硬质合金是以钢为粘结相,以碳化物(主要是碳化钛、碳化钨)做硬质相,用粉末冶金方法生产的复合材料。其微观组织是细小的硬质相,弥散均匀分布于钢的基体中(用于模具的钢结硬质合金,基体主要采用含铬、钼、钒的中高碳合金工具钢或高速钢)。钢结硬质合金是介于钢和硬质合金之间的一种材料,具有以下特点:工艺性能好具有可加工性和可热处理性,在退火状态下,可以采用普通切削加工设备和刀具进行车、铣、刨、磨、钻等机械加工。还可以锻造、焊接。与硬质合金相比,成本低,适用范围更广。良好的物理、力学性能。 钢结硬质合金在淬硬状态具有很高的硬度。由于含有大量弥散分布的高硬度硬质相,其耐磨性可以与高钴硬质合金接近。与高合金模具钢相比,具有较高的弹性模量、耐磨性、抗压强度和抗弯强度。与硬质合金相比,具有较好的韧性。具有良好的自润滑性、较低的摩擦系数、优良的化学稳定性。 2.简述冷冲模材料选用的一般原则。 答:①模具承受冲击负荷大时,应以韧性为主。②模具迫使金属沿型腔塑性流动的作用力大(即坯料变形抗力大)时,应以硬度和耐磨性为主;作用力小时,应以强度为主,并适当考虑韧性和耐磨性。③模具型腔复杂时,应以韧性和尺寸精度为主。④模具尺寸大时,应以整体强度、刚度和尺寸精度为主。⑤模具加工批量大时,应以硬度和耐磨性为主。 1、冷作模具材料种类繁多,主要用于制造冷冲裁、冷镦模、冷挤压模、冷拉丝模、滚丝模和冲剪模等。 2、根据板料的厚度,冷冲裁模具可分为薄板冲裁模和厚板冲裁模两种,厚板冲裁模承受的负荷大,刃口更易磨损,凸模更易崩刃、折断,因此选材主要考虑材料的耐磨性和强韧性。 3、目前,使用最多的冷作模具材料是Cr12和Cr12MoV。 4、低淬透性冷作模具钢使用最多的是:T10A钢和Cr2钢。低变形冷作模具钢是在碳素工具钢的基础上加入少量合金元素而发展起来的,常用的是:猛铬钨系钢和猛2系钢 5、特殊用途冷作模具钢主要有两类:一类为典型的耐腐蚀模具钢,另一类为无磁模具钢。
1.冷冲压的优点有:生产率高、操作简便,尺寸稳定、互换性好,材料利用率高。2冷冲压是利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种加工方法。 3.一般的金属材料在冷塑变形时会引起材料性能的变化。随着变形程度的增加,所有的强度、硬度都提高,同时塑性指标降低,这种现象称为冷作硬化。4.拉深时变形程度以拉深系数m表示,其值越小,变形程度越大。 5.材料的屈强比小,均匀延伸率大有利于成形极限的提高。 6冲裁件的断面分为圆角,光面,毛面,毛刺四个区域。 7.翻孔件的变形程度用翻孔系数K表示,变形程度最大时,口部可能出现开裂8.缩孔变形区的应力性质为双向压缩应力,其可能产生的质量问题是失稳起皱9.精冲时冲裁变形区的材料处于三向压应力,并且由于采用了极小的间隙,冲裁件尺寸精度可达IT8-IT6级。 10.冷冲压模具是实现冷冲压工艺的一种工艺装备。 11.落料和冲孔属于分离工序,拉深和弯曲属于成形工序。 12.变形温度对金属塑性的影响很大,一般来说,随着变形温度的升高,塑性提高,变形抗力降低。 13.压力机的标称压力是指滑块在离下止点前某一特定位置时,滑块上所容许承受的最大作用力。14.材料在塑性变形中,变形前的体积等于变形后的体积,
用公式来表示即:ε1+ε2+ε3=0。 15.冲裁的变形过程分为弹性变形,塑性变形,断裂分离三个阶段。16.冲裁模工作零件刃口尺寸计算时,落料以凹模为基准,冲孔以凸模为基准,凸模和凹模的制造精度比工件高2-3级。 17.冲裁件之间及冲裁件与条料侧边之间留下的余料称作搭边。它能补偿条料送进时的定位误差和下料误差,确保冲出合格的制件 18.弯曲零件的尺寸与模具工作零件尺寸不一致是由于弯曲回弹而引起的,校正弯曲比自由弯曲时零件的尺寸精度要高。 19.拉深时可能产生的质量问题是起皱和开裂 20在室温下,利用安装在压力机上的模具对被冲材料施加一定的压力,使之产生分离和塑性变形,从而获得所需要形状和尺寸的零件(也称制件)的一种加工方法。 21用于实现冷冲压工艺的一种工艺装备称为冲压模具。 22冲压工艺分为两大类,一类叫分离工序,一类是变形工序。 23物体在外力作用下会产生变形,若外力去除以后,物体并不能完全恢复自己的原有形状和尺寸,称为塑性变形。 24变形温度对金属的塑性有重大影响。就大多数金属而言,其总的趋势是:随着温度的升高,塑性增加,变形抗力降低。 25以主应力表示点的应力状态称为主应力状态,表示主应力个数及其符号的简图称为主应力图。 26塑性变形时的体积不变定律用公式来表示为:ε1+ε2+ε3=0。
模拟试卷 一、填空(20分,每空1分) 1. 选择冷作模具材料时,应遵循的基本原则是:首先要满足模具的 ------------ 要求,同时兼顾材料的工艺性能好经济性. 2. .-----------钢是制造压铸模的典型钢种,也是我国长期以来应用最广泛 的典型的压铸模用钢. 3.冷作模具钢的强韧化处理工艺主要包括----------、-----------、-------------、 -------------- 等. 4. 为了防止粘附,在拉深铝、铜合金和碳素钢时,可对凸模和凹模 材料进行------------ 、----------处理. 5. 3Cr2W8V属于--------析钢 6. 模具工作零件表面强化处理的目的是获得的-------------效果,从而得 到硬度、耐磨性、韧性、耐疲劳强度的良好配合 7. 冷作模具材料应具备的工艺性能,主要包括------------- 、---------------- 、 ---------------- 、--------------等 8. 回火稳定性愈高钢的热硬性越-------,在相同的硬度情况下,其韧性 也较------- 9. 冲裁模的正常失效形式主要是----------和刃口由锋利变圆钝 10. 热作模具中的压铸模用钢常见的失效形式为-----------、----------、------------ 二、单选题(每题2分,共24分) 1.为了提高冷作模具的抗磨损能力,通常硬度要求应高于铸件硬度的 ------------- A .10%-30% B. 30%-50% C 50%-70% 2.脱碳会--------模具的耐磨性和疲劳寿命 A 提高 B 保持C降低 3. 过热会得到粗大的马氏体,从而---------了模具的韧性 A 提高 B 保持C降低 4. 过热会得到粗大的马氏体,从而--------模具早起断裂的危险性 A 避免B增加 C 降低 5. 冷作模具钢中加入锰可增加钢的---------- A回火稳定性 B 淬透性C热硬性 6. Cr12型钢Cr的质量分数高达----------- A 0.12% B 1.2% C 12% 7. 拉深模常见的正常失效形式是----------- A粘附B磨损C裂纹 8.实践表明,模具的淬火变形与开裂,与模具的-------------加工关系更大 A 锻造B热加工C加工方式 9.钨的一大优点是能显著提高钢的------------- A 锻造性能 B 热硬性 C 淬透性 10.热塑性模具的工作温度通常在----------℃以下 A 150 B 250 C 350 11.时效硬化型塑料模具钢18Ni的含碳量应低于---------------- A 0.03% B0.18% C1.8 % 12.冷作模具一般要求硬度在--------------- A 42-50HRC B60HRC左右 C 45-60HRC D 45-55HRC 三、名词解释(6分,每题2分) 1. 塑性变性失效 2.等温强度 3. 模具寿命 四、简答题(18分,每题3分) 1. 对材料可锻性的要求有哪些? 2. 冷作模具钢的强韧化处理工艺主要包括哪些内容? 3. 3Cr2W8V钢的锻造要求怎样? 4. 试简要比较3CrW2V8和Cr3Mo3W2V(HM1)钢的性能 第1页,共4页第2页,共4页
一 填空题 每空一分,共计15分 1.精冲时,剪切区内的金属处于三向()应力状态,从而提高了材料的() 。 2.弹压卸料板具有()和 ( )的双重作用。。 3.挡住条料搭边或冲孔件轮廓以限制条料送进距离的定位零件称为( ) 4.由于凸、凹模间隙的存在,冲孔件小端尺寸等于( )尺寸 5.屈强比σs/σb 越(),板料由屈服到破裂的塑性变形阶段越长,有利于冲压成形。 6.搭边和余料是与排样形式和冲压方式有关的废料,属于( )废料。 7.采用定距侧刃时,侧刃切边工序与首次冲孔同时进行,以便控制送料()。 8.当作用于毛坯变形区内压应力的绝对值最大时,在这个变形方向上一定是( )变形。 9.导板式落料模的上模回程时不允许凸模( )导板 ,以保证对凸模的 ()作用。 10.固定卸料板结构也称为 ( )卸料装置,常用于较( ) 、厚度较( ) 、精度要求不高的工件卸料。 二 单项选择题 每题 2分 共计20分 1. 冲裁变形过程中的塑性变形阶段形成了___________。 A 、光亮带 B 、毛刺 C 、断裂带 2. 模具的压力中心就是冲压力___________的作用点。 A 、最大分力 B 、最小分力 C 、合力 3. 导板模中,要保证凸、凹模正确配合,主要靠_____ _____导向。 A 、导筒 B 、导板 C 、导柱、导套 4. 平端面凹模拉深时,坯料不起皱的条件为t/D __________ 。 A 、≥(0.09 ~ 0.17)(m 一l) B 、 ≤(0.09 ~ 0.17)(l/m 一l) C 、 ≥ (0.09 ~0.017)(1一m) D 、≥(0.09 ~ 0.17)(l/m+l) 5. 分开加工的凸模、凹模,为了保证凸模与凹模的冲裁间隙,它们的制造公差必须满足的条件是__________。 A 、Z Z d p min max -≥+δδ B 、Z Z d p min max -≤+δδ C 、Z Z d p min max -=+δδ 6. 斜刃冲裁比平刃冲裁有___________的优点。 A 、模具制造简单 B 、冲件外形复杂 C 、冲裁力小
《材料成型基础》复习题 成型—利用局部变形使坯料或半成品改变形状的工序 一、金属液态成型 1. 何谓铸造**?铸造有哪些特点?试从铸造的特点分析说明铸造是生产毛坯的主要方法? 答:熔炼金属,制造铸型,并将熔融金属浇入铸型,凝固后获得一定形状和性能铸件的成形方法,称为铸造1)可以生产出形状复杂,特别是具有复杂内腔的零件毛坯,如各种箱体、床身、机架等。 2)铸造生产的适应性广,工艺灵活性大。工业上常用的金属材料均可用来进行铸造,铸件的重量可由几克到几百吨,壁厚可由0.5mm到1m左右。 3)铸造用原材料大都来源广泛,价格低廉,并可直接利用废机件,故铸件成本较低。 缺点1)铸造组织疏松、晶粒粗大,内部易产生缩孔、缩松、气孔等缺陷,因此,铸件的力学性能,特别是冲击韧度低于同种材料的锻件。2)铸件质量不够稳定。 2. 何谓合金的铸造性能**?它可以用哪些性能指标来衡量**?铸造性能不好,会引起哪些缺陷? 铸造性能——合金易于液态成型而获得优质铸件的能力。 合金的铸造性能包括金属的流动性、凝固温度范围和凝固特性、收缩性、吸气性等。 3. 什么是合金的流动性**?影响合金流动性的因素有哪些?(P2) 流动性流动性是指熔融金属的流动能力;合金流动性的好坏,通常以“螺旋形流动性试样”的长度来衡量 流动性的影响因素1)合金的种类及化学成分{1、越接近共晶成分,流动性就越好。2、选用结晶温度范围窄的合金,以便获得足够的流动性。}2)铸型的特点3)浇注条件 4. 从Fe-Fe3C相图分析,什么样的合金成分具有较好的流动性**?为什么? 越接近共晶合金流动性越好。 凝固温度范围越窄,则枝状晶越不发达,对金属流动的阻力越小,金属的流动性就越强 5. 试比较灰铸铁、碳钢和铝合金的铸造性能特点。 6. 铸件的凝固方式依照什么来划分?哪些合金倾向于逐层凝固? 1. 合金的凝固方式(1)逐层凝固方式(图1-5a)合金在凝固过程中其断面上固相和液相由一条界线清楚地分开,这种凝固方式称为逐层凝固。常见合金如灰铸铁、低碳钢、工业纯铜、工业纯铝、共晶铝硅合金及某些黄铜都属于逐层凝固的合金。 2)糊状凝固方式(图1-5c)合金在凝固过程中先呈糊状而后凝固,这种凝固方式称为糊状凝固。球墨铸铁、高碳钢、锡青铜和某些黄铜等都是糊状凝固的合金。 (3)中间凝固方式(图1-5b)大多数合金的凝固介于逐层凝固和糊状凝固之间,称为中间凝固方式。中碳钢、高锰钢、白口铸铁等具有中间凝固方式。 7. 缩孔和缩松是怎样形成的?可采用什么措施防止? 形成缩孔和缩松的主要原因都是液态收缩和凝固收缩所致;防止措施:a)采用定向凝固的原则b)合理确定铸件的浇注位置、内浇道位置及浇注工艺c)合理应用冒口、冷铁和补贴 8. 合金收缩由哪三个阶段组成**?各会产生哪些缺陷?影响因素有哪些?如何防止? 1.液态收缩金属在液态时由于温度降低而发生的体积收缩。 2. 凝固收缩熔融金属在凝固阶段的体积收缩。液态收缩和凝固收缩是铸件产生缩孔和缩松的基本原因。 3. 固态收缩金属在固态时由于温度降低而发生的体积收缩。固态收缩对铸件的形状和尺寸精度影响很大,是铸造应力、变形和裂纹等缺陷产生的基本原因。 二)影响收缩的因素1. 化学成分不同成分的合金其收缩率一般也不相同。在常用铸造合金中铸钢的收缩最大,灰铸铁最小。 2. 浇注温度合金浇注温度越高,过热度越大,液体收缩越大。 3. 铸件结构与铸型条件铸件冷却收缩时,因其形状、尺寸的不同,各部分的冷却速度不同,导致收缩不一致,且互相阻碍,又加之铸型和型芯对铸件收缩的阻力,故铸件的实际收缩率总是小于其自由收缩率。这种阻力越大,铸件的实际收缩率就越小。 缩孔、缩松的防止措施 9. 何谓同时凝固原则和定向(顺序)凝固原则**?对图1所示阶梯型铸件设计浇注系统和冒口及冷铁,使其实现定向凝固。
瓯江学院期末考试试卷 2006—2007学年第一学期 一、是非判断题(正确的打“√”,错误的打“×”)(10分) 1、冲裁厚板或精度要求不高的零件时,为了降低冲裁力,可采用加热冲裁的方法进行。 ( ∨ ) 2、压力机的闭合高度是指模具工作行程终了时,上模座的上平面至下模座的下平面之间的距离。 ( × ) 3、弯曲件的回弹主要是因为弯曲变形程度很大所致。 ( × ) 4、冲压模使用刚性卸料的主要优点是卸料可靠,卸料力大。 ( ∨ ) 5、冲裁模的间隙应该小于模具导向件的间隙。 ( × ) 6、弯曲变形程度用相对弯曲半径来表示。 ( ∨ ) 7、所有塑料的收缩率都是相同的,设计时取一样的值。 ( × ) 8、抽芯设计时,斜导柱与开模方向的夹角一般要大于锁紧块与开模方向的夹角2°~3°。 ( × ) 9、注塑机锁模力不足时,容易发生制品飞边现象。 ( ∨ ) 10、热流道注射模具每次开模时,需要从分型面取出塑件和浇注系统凝料。 ( × ) 二、选择题(10分) 1、冲裁件外形和内形有较高的位置精度要求,宜采用 _____ C ______ 。 A 、导板模 B 、级进模 C 、复合模 2、不对称的弯曲件,弯曲时应注意 ____ B ____ 。 A 、防止回弹 B 、防止偏移 C 、防止弯裂 3、压入式模柄与上模座呈 ____ A ______ 的配合,并加销钉以防转。 A 、H7/m6 B 、M7/m6 C 、H7/h6 4、级进模一般适用于 _______ A _ _冲压件的生产。 A 、大批量、小型 B 、小批量、中型 C 、小批量、大型 D 、大批量、大型 5、塑件的表面粗糙度主要与 B 有关 A 、塑件的成型工艺 B 、模具型腔表面的粗糙度 C 、注塑机类型 D 、尺寸精度 学院-------------------------------------- 班级---------------------------------- 姓名------------------------------------- 学号-------------------------------------
模具失效的主要原因有以下三点 锌合金的浇注温度很低,压铸模的失效形式主要是侵蚀和磨损;铝合金、铜合金压铸模的失效形式主要是热疲劳,微信公众号:hcsteel 但侵蚀,也不能忽视。铝合金压铸模,特别是大型压铸模有时出现开裂。 压铸模的型腔表面,除受到高压高速熔融合金的冲刷外,还吸,收熔融合金在凝固过程中释放的热量,使表面层的温度剧烈上升,与其内部产生很大的温差,表面层产生压应力。当开模后,型腔表面与空气接触,受到压缩空气和涂料的激冷而产生拉应力。于是,型腔表面层受到交变应力作用,超过模具材料的疲劳极限时,产生塑性变形,在晶界处产生裂纹,这种失效称为热疲劳失效。另外,熔融合金中含有氢、氧等活性气体,使模具表面被氢化、氧化。又由于摩擦和液压冲击产生的热冲蚀磨损,加剧了热应力状态,从而产生黏附。推出铸件时,模具受到机械载荷的作用,都会导致模具的失效。总之,模具失效的主要原因有以下三点: ①热交变应力引起的热疲劳。 ②熔融合金对模具材料的化学—物理作用。 ③压铸件脱模时,模具产生的局部应力。 影响压铸模使用寿命的主要原因有:模具的工作和设备条件,使用过程中的维护和保养,压铸件的材质、壁厚、尺寸和形状的影响,以及模具的材质、模具设计与制造工艺和质量等。提高模具的使用寿命,
应从以下几个方面加以考虑: ①采用先进合理的毛坯锻造工艺,使碳化物分布均匀,形成合理的金属流线,提高耐磨性和各向同性以及抗胶合能力。 ②严格控制机加工质量,特别是模具工作零件的磨削加工对模具使用寿命的影响最大,主要表现在磨削时工件表面出现的磨削应力和磨削裂纹、磨削热降低了零件的耐疲劳(热疲劳和冷疲劳)能力及耐蚀能力。 ③采用合理的热处理工艺,保证成形零件具有较高的热强度和回火稳定性,以获得较高的热疲劳抗力和耐磨性。 ④采用表面强化工艺可以阻止热裂纹的扩展,提高模具成形零件表面的强度、耐磨性和耐蚀性。 ⑤模具的装配应严格按照装配工艺进行,以达到模具图样要求。
模具材料 一、名词解释 1.模具失效 :是指模具丧失正常的使用功能,不能通过一般的修复方法使其重新服役的现象。 2.模具寿命 : 是指模具在正常失效前生产出的合格产品数目。 3.冷作模具 : 是指在常温下对材料进行压力加工或其它加工所使用的模具。 4.冷拉深模具 : 是将材进行伸延使之成为一定尺寸,形状产品的模具。 5.热作模具 : 是指将金属坯料加热到再结晶温度以上进行压力加工的模具。 6.基体钢:是指在高速钢淬火组织基体的化学成分基础上,添加少量的其他元素,适当增减碳元素含量,使钢的成分与高速钢基体成分相同或相近的一类模具钢。 7.回火稳定性:是指随回火温度的升高,材料的强度和硬度下降的快慢程度。 8.热稳定性:钢在受热过程中保持组织和性能稳定的能力。 9.激光合金化:是利用激光束使合金元素与基体表面金属混合熔化,在很短的时间内形成不同化学成分和 结构的高性能表面合金层。 10.激光淬火:是指铁基合金在固态下经激光照射,使表层激光照射,使表层被迅速加热至奥氏体化状态,并在激光停止照射后,快速自冷淬火得到马氏体组织的一种工艺方法。 11.激光熔覆:是利用激光束在工件表面熔覆一层硬度高,耐磨,耐蚀和抗疲劳性好的材料,以提高工件 的表面性能。 12. 渗碳 : 是把钢件置于含有活性炭的介质中。加热至850℃-950℃,保温一定时间,使碳原子渗入钢件 表面的化学热处理工艺。 13. 渗氮 : 渗氮是把钢件置入含活性氮原子的气氛中,加热到一定温度,保温一定时间,使氮原子渗入钢 件表面的热处理工艺。 14. 电镀 : 是指在直流电的作用下,电解液中的金属离子还原沉积在零件表面而形成一定性的金属镀层的过程 15. 电刷镀 : 是在可导电工件{或模具}表面需要镀覆的部位快速沉积金属镀层的新技术。 16. 气相沉积 : 是将含有形成沉积元素的气相物质输送到工件表面,在工件表面形成沉积层的工艺方法。 17.热硬性: 是指钢在较高温度下,仍能保持较高硬度的性能。 18. 冷热疲劳: 是指材料在多少度高温和多少度低温以多大的频率交替的情况下可以保持多长时间的正常 使用性能。 二、填空 1.根据工作条件,模具分为冷作模具、热作模具和塑料模具三大类。 2. 根据工艺特点,冷作模具分为:冷冲裁模具、冷拉深模具、冷挤压模具、冷镦模具等。 3. 模具在使用过程中产生失效的主要形式有:过量变形、表面损伤、断裂开裂、冷热疲劳等
<<冲压工艺与模具设计>>试题库及答案 一填空题 1.冷冲压的优点有:生产率高、操作简便,尺寸稳定、互换性好,材料利用率高。2.冷冲压是利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种加工方法。 3.一般的金属材料在冷塑变形时会引起材料性能的变化。随着变形程度的增加,所有的强度、硬度都提高,同时塑性指标降低,这种现象称为冷作硬化。 4.拉深时变形程度以拉深系数m 表示,其值越小,变形程度越大。5.材料的屈强比小,均匀延伸率大有利于成形极限的提高。 6.冲裁件的断面分为圆角,光面,毛面,毛刺四个区域。 7.翻孔件的变形程度用翻孔系数K 表示,变形程度最大时,口部可能出现开裂 8.缩孔变形区的应力性质为双向压缩应力,其可能产生的质量问题是失稳起皱9.精冲时冲裁变形区的材料处于三向压应力,并且由于采用了极小的间隙,冲裁件尺寸精度可达IT8-IT6级。 10.冷冲压模具是实现冷冲压工艺的一种工艺装备。 11.落料和冲孔属于分离工序,拉深和弯曲属于成形工序。 12.变形温度对金属塑性的影响很大,一般来说,随着变形温度的升高,塑性提高,变形抗力降低。 14.材料在塑性变形中,变形前的体积等于变形后的体积,用公式来表示即:ε1+ε2+ε3=0 。 15.冲裁的变形过程分为弹性变形,塑性变形,断裂分离三个阶段。16.冲裁模工作零件刃口尺寸计算时,落料以凹模为基准,冲孔以凸模为基准,凸模和凹模的制造精度比工件高2-3级。 17.冲裁件之间及冲裁件与条料侧边之间留下的余料称作搭边。它能补偿条料送进时的定位误差和下料误差,确保冲出合格的制件。 18.弯曲零件的尺寸与模具工作零件尺寸不一致是由于弯曲回弹而引起的,校正弯曲比自由弯曲时零件的尺寸精度要高。 19.拉深时可能产生的质量问题是起皱和开裂 21用于实现冷冲压工艺的一种工艺装备称为冲压模具。 22冲压工艺分为两大类,一类叫分离工序,一类是变形工序。 23物体在外力作用下会产生变形,若外力去除以后,物体并不能完全恢复自己的原有形状和尺寸,称为塑性变形。
《模具寿命与材料》试卷(A卷) 咸宁职院模具专升本自考助学班0901 一、填空(30分,1分/空) 1.根据模具工作条件,将模具钢划分为、 和三大类。 2.模具失效的基本形式有:、、。 3.表征材料的弹性、塑性、形变强化率、强度和韧性等一系列不同物理量组合的一种综合性能指标的是。 4.影响冷作模具钢性能的决定性因素是。 5.对钢表面具有钝化作用,使钢具有抗氧化能力的合金元素是。6.碳素工具钢的力学性能主要取决于。 7.冷作模具钢的强韧化处理工艺包括、、 、和分级处理。 8.时效硬化钢塑料模的热处理工艺分两步基本工序。首先进行,第二步进行。 9.韧性不是单一的性能指标,而是和的综合表现。10.电镀工艺通常包括、和三个部分。11.碳氮共渗(软氮化)是向钢件表面同时渗入和并 以为主的化学热处理工艺。 12.评价冷作模具材料塑性变形抗力的指标主要是常温下的和. 。13.热处理工艺性主要包括:、、、过热敏感性,淬火变形与开裂倾向等。 二、不定项选择(20分) 1.模具表面硬化和强化的目的是() A.提高模具的耐磨性 B.提高模具的耐热性、耐蚀性 C.提高模具的抗咬合性和疲劳强度 D.提高模具的塑性 2.冷作模具材料必须具备适宜的工艺性能,主要包括() A. 可锻性 B . 可切削性 C. 可磨削性 D. 热处理工艺性等 3.影响模具寿命的主要因素有() A. 模具结构设计 B. 模具制造质量 C. 模具材料 D. 模具的使用 E. 模具热处理质量与表面强化 4.压铸模用钢3Cr2W8V采用等温退火后组织为() A. 索氏体与碳化物 B. 莱氏体与碳化物 C. 珠光体与碳化物 D. 托氏体与碳化物 5.其它热作模具材料有() A. 硬质合金 B. 高温合金 C. 难熔金属合金 D. 压铸模用铜合金 6.塑料模常见的失效形式有() A. 磨损 B. 塑性变形 C. 断裂 D. 腐蚀 7.对于T7A钢,以下说法正确的是() A. 钢中不含有硅元素 B. 属于碳素工具钢 C. 是低淬透性冷作模具钢 D. C的质量分数为0.7% 8.常用的压铸模用钢有() A. 钨系 B. 铬系 C. 铬钼系 D. 铬钨钼系 9.改变表面化学成分的模具表面强化方法有() A. 高频加热表面淬火 B. PVD C. 软氮化处理 D. TD法 10.目前常用的压铸金属材料主要有() A. 锌合金 B. 铝或美合金 C. 铜合金 D. 钢铁 三、判断(正确划“√”,错误划“×”,共10分) ( )1. 钢结硬质合金是以钢为粘结相,以碳化物(主要是碳化钛、碳化钨)做硬质相,用粉末冶金方法生产的复合材料。 ( )2. 冷作模具的选材原则是:首先要满足模具的使用性能要求,同时兼顾材料的工艺性和经济型。 ( )3. 热作模具钢中合金元素的作用是强化铁素体和增加淬透性,为了防止回火脆性加入了Mn、V等元素。 ( )4. 压铸模用钢3Cr2W8V随着淬火温度的升高,钢的硬度降低,抗拉强度
翻译原文二: Die Life and Die Failure Proper selection of the de material and of the die manufacturing technique determines, to a large extent, the useful life of forming des. Dies may have to be replaced for a number of reasons, such as changes n dimensions due to wear or plastic deformation, deterioration of the surface finish, breakdown of lubrication, and cracking or breakage. In hot impression die forging, the principal modes of die failure are erosion, thermal fatigue, mechanical fatigue and permanent (plastic) deformation. In erosion, also commonly called die wear, material is actually removed from the die surface by pressure and sliding of the deforming material, wear resistance of the die material, die surface temperature, relative sliding speed at the die/material interface and the nature of the interface layer are the most significant factors influencing abrasive die wear. Thermal fatigue occurs on the surface of the die impression in hot forming and results in “heat checking”. Thermal fatigue results from cyclic yelling of the de surface due to contact with the hot deforming material. This contact causes the surface layers to expend, and, because of the very steep temperature gradients, the surface layers are subject to compressive stresses. At sufficiently high temperatures, these compressive stresses may cause the surface layers to deform. When the de surface cools, a stress reversal may occur and the surface layers will then be n tension. After repeated cycling in this manner, fatigue will cause formation of a crack pattern that s recognized as heat checking. Die breakage or cracking is due to mechanical fatigue and occurs in cases where the dies are overloaded and local stresses are high. The dies are subject to alternating stresses due to loading and unloading during the deformation process and this causes crack initiation and eventual failure. Die life and de failure are greatly affected by the mechanical properties of the die materials under the conditions that exist in a given deformation process.