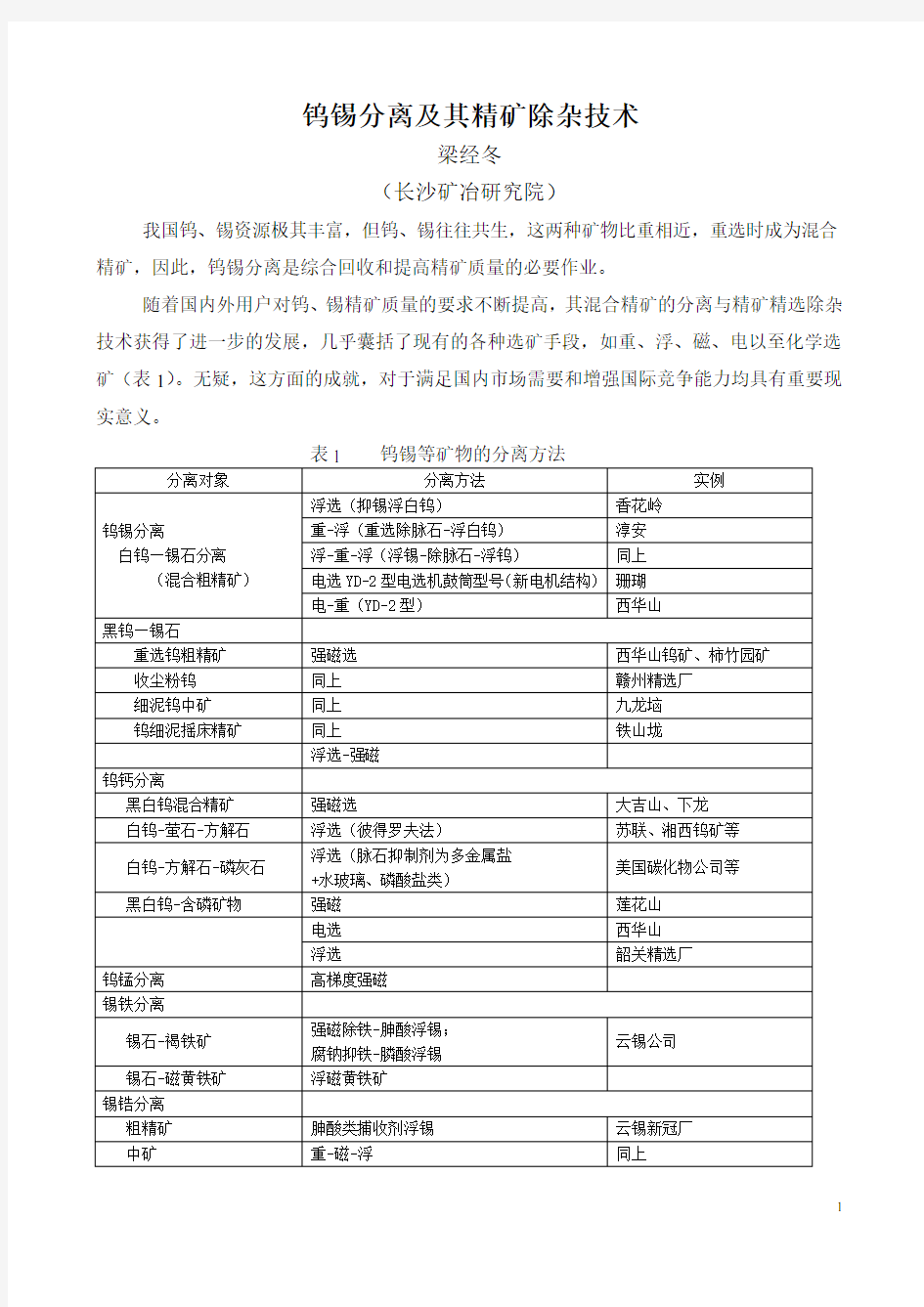
钨锡分离及其精矿除杂技术
梁经冬
(长沙矿冶研究院)
我国钨、锡资源极其丰富,但钨、锡往往共生,这两种矿物比重相近,重选时成为混合精矿,因此,钨锡分离是综合回收和提高精矿质量的必要作业。
随着国内外用户对钨、锡精矿质量的要求不断提高,其混合精矿的分离与精矿精选除杂技术获得了进一步的发展,几乎囊括了现有的各种选矿手段,如重、浮、磁、电以至化学选矿(表1)。无疑,这方面的成就,对于满足国内市场需要和增强国际竞争能力均具有重要现实意义。
第一部分钨锡分离
一、白钨—锡石混合精矿的分离方法
1、浮选法
香花岭锡矿过去采用加温(100℃左右)浮选法在粒浮槽中进行粒浮,以脱除白钨精矿中的高含量锡,但回收率低,所得白钨精矿含锡0.094%,钨回收率88.87%,且工人劳动条件差。改用常温浮选法脱锡后,显著提高了技术经济指标。
工业试验用粗精矿含(%)WO363.24,Sn0.696,As0.176,S0.65,CaF211.52,SiO20.92,CaCO317.82。用碳酸钠将矿浆pH值调至11,添加大量水玻璃(9—14公斤/吨)抑制锡石,以氧化石蜡皂为捕收剂(2公斤/吨),在常温下浮选白钨,用3A浮选机浮选细粒级(-0.3毫米),粗粒级(-0.8+0.3毫米)采用粒浮槽。所得白钨精矿含锡0.12—0.094%,钨回收率95.93—92.65,比加温法提高了7.06—4.08%。该工艺经过多年生产考验,能获得国标一级白钨精矿。
2、重—浮和浮—重—浮联合法
淳安锡铁矿用摇床得到的钨锡混合精矿中,含锡8—40%,锡石和白钨约占70%,其中前者少量与角闪石连生,后者全部单体解离;脉石主要为石榴子石,其次为弱磁性铁矿物和角闪石等。
原采用苄基胂酸浮选锡石-重选除脉石-油酸浮白钨流程,其缺点是:苄基胂酸毒性大,锡石回收率不高,锡精矿中铁、钨含量过高。改用重-浮流程后,取得了较好效果。该流程先用重选除去脉石,然后以碳酸钠和硅酸钠为调整剂,用油酸浮选白钨(用硫酸脱药精选),尾矿即为锡精矿。生产指标为:当混合精矿含锡26.93%,WO335.30%时,锡精矿含锡46.00%,铁由15%降到10%,WO3由12%降到2—4%,锡回收率86.30%,钨精矿含WO379.00%,回收率44.6%。这样,不仅免除了苄基胂酸的污染问题,而且降低了成本,提高了锡精矿质量。
3、电选法
1964—1965年长沙矿冶研究所与西华山钨矿合作,采用YD-2型高压电选进行了白钨精矿脱锡工业试验,获得含WO365.45%、Sn0.17%的白钨精矿和含Sn53.81%,WO312.17%的锡精矿,钨锡回收率分别为77.39和83.03%。该工艺随即用于生产。珊瑚锡矿用同类型电选
机在生产上进行白钨与锡分离,亦获得显著效果。
中南工大采用新电极结构的鼓筒式电选机,对临武、安化和汝城等几个钨矿的细粒白钨和锡石进行了分离试验,效果显著:如对-200目的矿石分选一次便可使白钨精矿中的锡降低至0.18%以下,锡和钨的回收率分别为98和95%。
二、黑钨-锡石的分离方法
1、强磁选法
西华山钨矿重选粗精矿含锡较高,采用干式强磁精选,钨锡分离较好,而用于分选小于0.3毫米的细粒粗精矿,则钨精矿含锡较高。但采用苏制SCKBA-1型湿式强磁选机后,含锡由1.32%降至0.4%以下。赣州有色冶金研究所用湿式强磁选试验了几种不同的细粒物料,获得了良好分离指标,结果见表2。
2、浮选-强磁法
有人采用氟硅酸钠(1.5公斤/吨)抑制黑钨,苄基胂酸(1—1.5公斤/吨)浮选锡石,槽内产物为黑钨精矿,含WO353.75%,回收率59.1%;泡沫产物经强磁选得锡矿,含Sn大于36%,锡回收率大于86%。
表2 细粒物料的钨锡分离结果
第二部分钨钙分离
一、黑、白钨混合精矿的分离方法
大吉山钨矿长期以来由于黑白钨分选效果不佳,只能生产一类钨精矿。随着湿式强磁
选设备的进步,细粒黑、白钨的分离问题也迎刃而解。在混合精矿粒度为-0.25毫米,黑、白钨比例为65.11:34.89时,采用SQC-2-1100型磁选机(场强16000奥斯特)可获得良好钨钙分离指标(见表3)。据1982年2—11月生产统计,细粒黑白钨混合精矿经磁选后,可获得WO3含量为58.5%的特Ⅰ-3号和55.42%特Ⅰ-1号黑钨精矿和品位为28.73%的一级Ⅱ类白钨精矿。
表3 -0.25毫米黑白钨混合精矿磁选结果
下垅钨矿的-0.2毫米黑、白钨混合精矿(由摇床得到),其比例为81.2:18.8,含钙矿物除白钨外,尚有萤石和磷灰石等,其中白钨含钙占总含钙量的55.4%。SQC-2-1100型磁选机在场强为9800—16000奥斯特范围内进行粗精矿扫选,当给矿含WO3和Ca分别为66.68和4.07%,精矿可分别达到70.33和0.984%。钨回收率为82.06%,磁尾再经浮选可得到含WO375.7%—76.4%的优质白钨精矿,作业回收率92.4—90.9%,磁-浮联合精选所得的特级黑钨精矿和白钨精矿的总钨回收率达98%以上。
二、白钨与其它含钙矿物的分离方法
1.大量水玻璃浓浆长时间搅拌法(彼德罗夫法)
在含白钨矿、萤石和方解石的高浓度矿浆中,加入大量水玻璃(10—20公斤/吨),在室温下长时间搅拌(长达14—16小时),浓缩矿浆稀释后,所得白钨矿系一级品,并可常温操作。缺点是工艺繁琐,搅拌时间太长。
2、大量水玻璃浓浆加温搅拌法
湘西钨矿将白钨粗精矿浓缩到50%,再加入水玻璃90公斤/吨粗精矿,通蒸汽加温至90℃,搅拌60分钟,再稀释至20%固体,于pH9—10、26—30℃下精选。此时,方解石等含钙矿物被抑制,而磷灰石与白钨矿一起上浮,再用酸浸除磷,最终白钨精矿含WO373.2%,含磷小于0.05%。
3.多价金属盐-水玻璃法
美国Mercadr用多价金属盐与硅酸钠经特殊混合制备的水溶胶能抑制方解石和磷灰石等脉石矿物,成功地从含0.9%WO3矿石中浮出含WO367.02%、回收率91.6%的白钨精矿。
4、石灰法
美国联合碳化物公司研制了石灰法常温浮选白钨矿,对美国及巴西的某些白钨矿均取得了良好效果。
5、磷酸盐法
焦磷酸盐与六偏磷酸钠能有效抑制含钙脉石,而对白钨矿的作用较弱,故可从含WO315.5%的混合物料中,浮得含WO350%、回收率80%的白钨精矿。
6、高碱度-水玻璃法
在高碱度介质中(pH10—11),用水玻璃4—4.5公斤/吨抑制含钙脉石,用混合捕收剂(油酸+亚油酸+塔尔油)0.02—0.12公斤/吨,搅拌5分钟,随后强烈搅拌破坏白钨矿絮团,再加起泡剂在pH10.5—10.8下浮选。对白钨矿品位为2%的矿石,可获得品位70%、回收率73%左右的白钨精矿。
7、浮选-强磁-浮选联合法
用苛性碱调浆使pH达到12,此时萤石等脉石的可浮性很差,只需用少量水玻璃便可抑制,然后加氧化石蜡皂选择性浮选白钨,萤石浮选时,需先加硫酸使矿浆pH降至8.8—9.3,并用硫酸铝活化。萤石粗精矿空白精选三次,再加草酸-水玻璃或氟硅酸钠-水玻璃精选,均可获得含CaF2大于95%的萤石精矿,回收率分别为46.46和44.72%。浮选白钨的尾矿若先用强磁选脱除大量石榴子石后再浮萤石,则具有萤石入选品位高和节省药剂费用等优点,但强磁尾矿在浮选前需增加浓缩作业。
第三部分钨精矿脱磷
钨精矿中的磷对硬质合金的冷脆性有很大影响,因此,近年来用户要求其含磷小于
0.038%。目前主要的方法有如下几种。
一、强磁选分离法
莲花山钨矿用强磁选从白钨矿中分选出独居石、磷钇矿和磷灰石等含磷矿物,使白钨精矿中的含磷量由0.15降至0.034%,产品质量达到了特级白钨精矿的要求。
二、电选分离法
长沙矿冶研究院用YD-2型电选机进行了西华山黑钨精矿降磷试验,可使-160目黑钨精矿中的磷由0.04%降到0.016%,-60目的由0.12%降到0.04%;与此同时,WO3含量则分别由69和65.14%提高到72和73.72%。对瑶岗仙钨矿作的电选除磷试验也获得了类似结果。
三、浮选分离法
韶关精选厂对黑钨和白钨矿浮选脱磷积累了丰富的经验。
1、黑钨矿脱磷
黑钨矿、独居石、电气石和磷钇矿具有弱磁性,磁选时一起进入磁性产品,这时,产品含Ca1%、P>0.1%,分离效果不好。用碳酸钠和水玻璃作调整剂(pH8.5-9)抑制黑钨矿、锡石和脉石矿物,用731氧化石蜡皂作捕收剂混合浮选白钨矿、独居石、磷钇矿、电气石等钙磷矿物,可使黑钨矿与之分离,其中钙的回收率达89.8%,磷的回收率72.8%。另一组药剂制度是:用苄基胂酸(1000克/吨)浮选黑钨矿,羧甲基纤维素(20-60克/吨)抑制钙磷矿物,可使黑钨与钙磷矿物分离,黑钨精矿含WO357-60,Ca0.3-0.42%和P0.065-0.154%,WO3回收率63-76%。
2、白钨矿脱磷
常温精选时,随水玻璃用量增加,白钨矿和磷灰石也被抑制。为此,可采用加温搅拌含水玻璃的矿浆,以增大矿物表面捕收剂解吸的差异,从而改善水玻璃的选择性抑制作用,这样得到的白钨矿-磷灰石混合精矿,再用稀盐酸浸出磷灰石,便可获得最终白钨精矿。
第四部分钨锰分离
为了适应市场竞争的需要,人们对白钨精矿的质量要求不断提高,其中包括锰在白钨精矿中的含量需小于0.05%。
钨锰分离实例如下:
试料含(%)WO373.4-76.59,Bi0.019-0.023,S0.039-0.045,Mn0.122-0.16,其粒度小于400目占94.49%,矿物主要有白钨矿、黑钨矿、辉钼矿、辉铋矿、黄铁矿、石榴子石等。由于锰赋存在黑钨和石榴子石中,故从白钨矿中脱锰,实质上是白钨矿同黑钨矿和石榴子石的分离。众所周知,黑钨矿和石榴子石均为弱磁性矿物,而白钨矿无磁性,故强磁选是可供选择的分离方法。试验报导了三种类型的分选结果(表4),从中看出,锰含量均能降至0.05%以下,其中以高梯度磁选的降锰效果最显著,高质量白钨精矿的产率较大,回收率也较高。
表8-4 钨锰磁选分离结果
第五部分锡铁分离
一、锡石与褐铁矿的分离法
1、强磁选法
云锡公司用强磁选处理含锡>3.5%和铁>40%的富中矿,磁性产品含铁>45%,含锡>1.6%,非磁性产品用重选或重-浮选联合处理,产出含锡>40-50和>3.5%的锡精矿和富中矿,再分别送高温氯化、反射炉熔炼和烟化处理,比不经分离直接送烟化处理更合理。用强磁选处理含锡约40%的高铁锡精矿,产出含锡大于50%,铁小于10%的高级锡精矿和含锡5%左右的富中矿,二者分别进行冶炼,也比高铁锡精矿直接冶炼合理。
2、浮选法
给矿含铁46.94%,锡5.49%,用腐植酸钠抑制褐铁矿,用苯乙烯膦酸为捕收剂,经一粗三精三扫中矿再选后,可得到含锡46.78%、回收率48.78%的锡精矿,同时还可获得含Fe52.47%、回收率65.75%的铁精矿。
二、锡石与磁黄铁矿的分离方法
由于重选锡精矿中的锡石具有一定的磁性,难于用磁选法使之与磁黄铁矿分离;而用硫氮9号浮选,可使二者有效分选,锡精矿含硫可由7.9%降至3%左右,锡损失率2-3%,泡沫产品含硫增至26-34%。
第六部分锡锆分离
一、浮选分离法
云锡公司新冠选厂对两种重选粗精矿:高锆高锡混合精矿和含铅高的锆锡试料进行了浮选分离研究。在碳酸钠造成的中性矿浆中,用水玻璃抑制锆英石,并在高浓度矿浆(大于40%)及加温(50℃以上)条件下,用甲苯胂酸类捕收剂浮选锡石,得到锡精矿含Sn56.55%,ZrO28%,锡的作业回收率为94.81%;锆英石精矿含ZrO256.8%,Sn2.436%,ZrO2的作业回收率为
94.02%。
二、重-磁-浮选分离法
新冠选厂的重选锡锆中矿含锡9.19%(主要是锡石)、含ZrO28%以上(主要是锆英石)、含铁40.65%(主要是褐铁矿等氧化铁矿物),粒度为了-200目40%,用重选或脂肪酸浮选难使锡锆分离。用干式强磁选(场强10000奥)除铁,非磁性产品在中性或弱碱性矿浆中加温至50℃,用水玻璃抑制锆英石,用混合甲苯胂酸浮选锡石,结果如表5。一般用胂酸浮选锡
石是在常温下进行,此处矿浆加温和弱碱性介质都是为了加强对锆英石的抑制。
表5 胂酸浮选分离石锡与锆英石结果
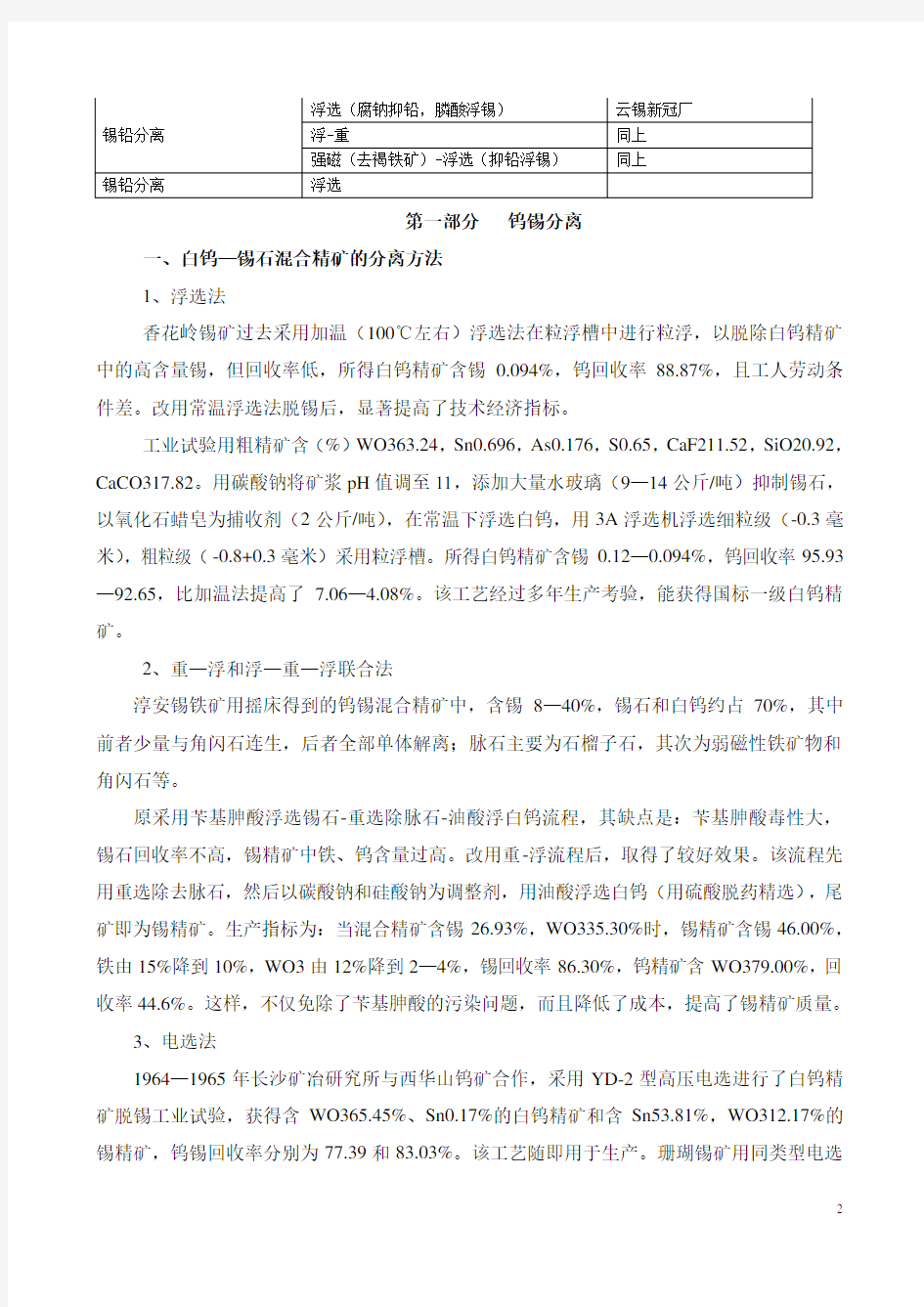
第七部分锡铅分离
一、高锡低铅混合精矿的分离方法
采用浮铅抑锡工艺,即用硫化钠-丁黄药组合药剂,可有效分离高锡低铅混合精矿(含锡大于20%),50到60年代先后在云锡公司一冶和个旧革新铅矿投产。
二、低锡高铅混合精矿的分离方法
1、浮-重法
对于含锡5-20%,特别是小于10%的铅锡混合精矿,采用浮铅抑锡方案效果显著不佳,这是由于氧化铁和氧化铅与锡一起被抑制的缘故。为了使槽内产品含锡大于30%,可用摇床分离锡铅(铁)。采用此种浮-重流程,锡铅精矿的锡和铅的回收率分别为80%左右。
2、浮选法
1978年云锡公司建立了处理含铅大于30%的混合精矿的精选厂,采用羧甲基纤维素抑制铅和铁的氧化矿物,在弱碱性矿浆中,以1.6-1.8公斤/吨混合甲苯胂酸浮锡(预先除铁,可使其用量降低到1.3公斤/吨),结果如表6。
表6胂酸浮选分离锡铅混合精矿结果
采用絮凝或机械方法预先彻底脱泥,可降低胂酸用量40%以上。用苯乙烯膦酸代替混合甲苯胂酸,腐植酸钠代替苏打,可显著降低加工成本。
3、强磁-浮选法
当铅锡混合精矿含铁较高时(例如28%),先用强磁选除褐铁矿,然后在高浓度、弱碱性矿浆中用胂酸浮锡,可获得较佳分离结果表明(表7)。
表7 强磁-浮选分离含铁高的铅锡混精结果
第八部分粗锡精矿除杂
云锡公司重选得到的粗锡精矿,由锡石、白钨矿、自然铋、磁黄铁矿和黄铁矿等,通常含(%):Sn32-35,WO35-8,Bi0.2-0.5,S10-12,生产实践中采用浮选-重选-氯化焙烧联合工艺除杂,主要过程是:
1、浮选脱硫,以水玻璃、硅氟酸钠、硫酸铜为调整剂,添加少量松油浮选硫铁矿(利用残余黄药),产出含锡2%左右、含硫约35%的高硫中矿送烟化炉作硫化剂,同时回收锡铋。
2、用硫酸铜和黄药浮得铋精矿,用氯盐浸出精矿,使铋锡同其它杂质分离,最后得到铋精矿和锡精矿。
3、加2-6公斤/吨水玻璃抑制锡石,分段添加油酸并适当延长浮选时间以提高钨的回收率和品位。
第九部分小结
1、浮选是细粒钨、锡矿物分离和钨、锡精矿除杂的传统生产方法。近年来在以下两个方面取得了比较引人注目的进展:○1胂酸、磷酸及羟肟酸类药剂在钨、锡细泥浮选中的应用;○2常温浮选和多价金属盐与水玻璃生成的水溶胶以及磷酸盐络合抑制剂在白钨与含钙脉石分离浮选中的应用。
2、高压电选法也是钨锡分离和综合回收的重要手段之一。该法以其比较经济、有效和不污染环境等优点,有进一步发展的趋势。此外,细粒湿式电选也是令人感兴趣的研究方向之一。
3、随着各类磁分离设备的蓬勃发展,近年来,强磁选法应用于钨、锡和黑、白钨分离方
面获得了重要进展。试验表明,湿式强磁选能显著降低细粒钨精矿中的锡、磷、硫、铜、钙、锰等杂质,提高钨、锡精矿质量和钨精矿的特级品率与精选回收率;它对于各种类型杂质含量较高的粉尘钨、细粒级钨中矿的效果都较好。湿式强磁选由于流程简单、设备处理能力大、分选效果好、指标稳定以及选矿费用较低等一系列优点,具有广阔的发展前景。
4、重-磁-浮联合流程是选别含钨复杂矿石的方向,如柿竹园钨钼铋等多金属矿属和日本钟打复合矿石,在采用联合流程后,都获得了较好的技术经济指标。
复杂难处理钨矿高效分离关键技术及工业化应用 推荐单位:中国有色金属工业协会 推荐奖种:科技进步奖 完成单位:广州有色金属研究院、北京矿冶研究总院、湖南柿竹园有色金属有限责任公司、湖南有色金属股份有限公司黄沙坪矿业分公司、甘肃新洲矿业有限公司、宁化行洛坑 钨矿有限公司、广州粤有研矿物资源科技有限公司、青阳百丈岩矿业有限公司完成人:孙传尧、邱显扬、李晓东、高玉德、周晓彤、程新朝、何亚文、林日孝、李爱民、王中明、周祯善、徐锃、张忠汉、谢加文、倪章元 项目简介: 钨是一种不可再生的稀有金属,具有难以替代的优良性能,在钢铁工业、装备制造、交通运输和电子信息等产业中起着重要作用,在国民经济和国防建设中具有极其重要的战略地位。 我国钨资源储量居世界首位,占60%以上。随着国民经济迅猛发展,对钨资源需求越来越大,相对易选的黑钨矿资源急剧减少,几乎殆尽。而占钨储量60%以上的难选白钨矿和黑白钨共生矿在攻关前却未得到有效利用,这部分钨资源利用率仅35~40%。由于这类资源的矿物种类繁多、原矿品位低,且白钨矿常与表面性质相近的含钙脉石致密共生,因而其有效分选被公认为世界性选矿难题。针对该类难选钨矿,开发复杂难处理钨矿高效分离关键技术及工业化应用,提高其综合利用率,对我国钨工业可持续发展意义重大。 项目组经过现场调研,及时掌握中国钨矿选矿技术现状及创新方向。本项目以多个典型矿山的难选钨矿为研究对象,在多个国家科技计划及大量企业委托项目的支持下,经过十多年的理论研究及科技攻关,取得“复杂难处理钨矿高效分离关键技术”的重大突破。其创新点: 1. 强磁分流—黑白钨分开浮选新工艺。基于对黑钨矿和白钨矿磁性、浮选动力学特性研究,建立了分流分速模型,在此基础上提出基于分流分速的异步浮选法分离黑钨矿和白钨矿。本技术突破传统单一浮选工艺的束缚,率先采用黑白钨矿磁选分离新技术,适应性强,指标稳定,既高效回收黑钨矿和白钨矿,同时为后续萤石、锡石、石榴石等综合回收创造了有利条件。 2. 系列新型高效钨捕收剂研发及工程化应用。基于对药剂结构特性、矿物溶液化学和不同钨矿石浮游特性的长期研究,自主研发出两类新型高效选择性钨捕收剂及其复合药剂,克服了传统药剂选择性和溶解性差的缺点,实现了对难选钨矿的高效捕收,药剂产业化程度高,价格适中,易降解、环保。 3.捕收剂预吸附多碱协同作用直接精选技术。本技术突破了传统加温精选工艺,根据白钨粗精矿矿物学特性,在加温前添加少量捕收剂,使钨矿物预先吸附,在添加大量水玻璃同时,选择性添加少量氢氧化钠和硫化钠,强化对脉石矿物和硫化物选择性脱药和抑制,加温或不加温搅拌后,矿浆不稀释不脱泥不脱药直接浮选,简化流程,高效回收白钨矿。 4. 钨细泥预分离—浮重新工艺。本工艺流程简单,适应性强,不需加温,钨品位及回收率高,克
选矿厂分离钨锡金属矿。在电选之前对白钨矿用含钾、钠离子的工业用碱类药剂:氢氧化钾或氢氧化钠、碳酸钠、无水碳酸钠等特别是用碳酸氢钠进行搅拌处理,清水漂洗后,进行分级干燥、分级电选除锡,使钨精矿含锡量在0.2%(重量)以下。该法工艺简单可靠,产品性能标准符合要求,省电,减少环境污染 本发明公开了一种钨酸钠溶液的深度净化除锡方法。它包括将钨酸钠溶液预先氧化,再用酸调节溶液碱度至1.2~2.6g/l,而后加入含Fe3+的可溶性铁盐溶液,铁盐的添加量按重量比计算为Fe∶WO3=1~4∶1000,搅拌30~60分钟后过滤,滤液在碱度为1.0~1.2g/l,溶液煮沸的条件下,再采用硫酸镁等沉淀除磷、砷、锡、硅的经典镁盐沉淀法处理。钨酸钠溶液预先氧化是加入氧化剂H2O2进行加热氧化,或在空气中自然氧化。添加的含Fe3+的可溶性铁盐是三氯化铁,或硫酸铁,或硝酸铁。本发明方法在经典镁盐沉淀法的基础上,只增加少量试剂和一次过滤就可深度除去钨酸钠溶液中的锡、硅,工艺流程和操作简单,适于净化含锡、硅杂质较高的钨酸钠溶液,净化后的钨酸钠溶液可达含Sn0.0001g/l,SiO2 0.02g/l。 1、一种钨酸钠溶液的深度净化除锡方法,包括在碱度为1.0~1.2g/l,溶液煮沸的条件下,用硫酸镁除磷、砷、锡、硅的镁盐沉淀法,其特征在于还包括将钨酸钠溶液预先氧化,再用酸调节溶液碱度至1.2~2.6g/l,而后加入含Fe3+的可溶性铁盐溶液,搅拌30~60分钟后过滤,滤液再用镁盐沉淀法处理,铁盐的添加量按重量比计算为Fe∶WO3=1~4∶1000。
.一种铜电解液除锑脱杂方法,其特征在于:除锑脱杂过程为根据铜电解液中所含杂质锑的量加入H2O2,其加入比例为(重量比)Sb∶H2O2=1∶0.2-1.0;在电解液中加入Hi作催化剂,加入量为(1-20)g/m3;电解液中的Sb3+氧化形成锑酸盐,经陈化处理,将形成的沉淀物过滤除去。 锑(antimony),元素符号为Sb,取自其拉丁文名stibium,属于元素周期表中第Ⅴ主族,原子序数51[1]。锑是两性稀有金属,总共有四种价态(-3,0,+3,+5),后两者为环境中的主要价态[2] [3]。环境中的锑污染来自两部分:1、人为污染,这部分包括含锑的生活垃圾,采矿作业造成的粉尘、废水、废渣,汽油和火电站所用的煤炭等含锑燃料的燃烧[4]。2、自然污染,它主要指富集锑地区如锑矿区、,某些温泉和地热地带因其特殊的地质条件造成周围环境的含锑量偏高现象。Nriagu等指出,人为污染要比自然污染严重得多。受岩石风化、雨水冲刷和人为排放等因素的影响,天然水体将最终成为大部分锑的环境归宿。锑以各种化合物形式或以悬浮态或以溶解态存在于水环境中。一些研究表明,锑对生物和人体有慢性毒性和致癌性。锑污染问题不容忽视。有关环境中的锑污染及其分布、毒性国外已有文献报道[5]。本文在综述国内外文献的基础上,对水中锑的各种去除方法进行评述,为锑污染的治理和研究工作提供参考。 二、锑的毒性和环境标准 锑不是生物体必需的元素。不同价态的锑毒性大小顺序如下:0价>+3(Ⅲ)价> +5(Ⅴ)价>有机锑。其中三价锑的毒性比五价锑高十倍。基于对锑的毒性研究,一些学者得到了土壤中锑的最大允许浓度为3.5-5mg/kg[6]。 美国环保局和欧盟分别在1979年和1976年将锑列为优先考虑的污染物,日本环卫厅也将其列为密切关注的污染物[7]。世界各国都对锑制定了严格的环境标准。德国规定人体每日平均吸锑量为23μgSb/d[8]。欧盟规定饮用水中锑的最大允许浓度(maximum admissible concentration)为5μg/L[9]。日本规定为2μg/L[10]。美国环保局将饮用水中锑的MCLG(maximum contaminant level goal)和MCL(maximum contaminant level)值均定为6μg/L[11]。世界卫生组织基于从家鼠身上观测到的0.43mg/(kg.d)的致病含锑量,规定饮用水中的锑含量应低于5μg/L[12]。我国也对环境中的锑作了相应的限值规定。我国《地表水环境质量标准》(GB3838-2002)和《生活饮用水卫生规范》(卫生部,2001年)中均将锑的限值定为5μg/L。《城市给水工程规划规范》(GB50282-98)规定水厂出水中锑<10 μg/L,同时还规定饮用水水源中锑<50 μg/L。 三、天然水体中锑的价态、形态及反应 1、分析方法与仪器 有效、迅速、灵敏的检测分析方法是研究锑在环境中的形态、迁移、转化规律的必需条件,相关的研究和文献也比较多。随着科研工作者的努力和分析方法的不断改进,
国内尾矿资源的综合利用 彭亚 (中南大学资源与安全工程学院,长沙 410083) 摘要:综合阐述了我国尾矿资源的现状、对其进行综合利用的途径以及存在的问题,并就尾矿资源化利用提出了几点建议。 关键字:尾矿资源;现状;综合利用 矿产资源是人类社会赖以生存和发展的物质基础。国内 95% 以上的一次性能源、80% 以上的工业原料、70 % 以上的农业生产资料都来自矿产资源[1]。但由于我国贫矿多;单一矿少,共伴生矿多;矿石组成复杂,难选冶矿多的特点[2],以及多数矿山选矿设备陈旧、老化现象普遍,管理水平和选矿回收率低[3],矿产资源得不到充分的利用。据统计,我国现有矿山 15.3 万个,其中 80% 的矿产资源为共伴生矿。我国共伴生矿产资源的综合利用率不到20% ,矿产资源总回收率仅 30% 。即使在一些大型国有矿山企业开展了资源综合利用,也只占国有矿山的 10%。大量有用资源进入了尾矿废石之中。 1 尾矿资源现状及综合利 用的必要性 1.1尾矿资源的堆存现状 尾矿是选矿厂在特定经济技术条件下,将矿石磨细选取有用组分后所排放的固体废料,是矿业开发特别是金属矿开发造成环境污染的重要来源。同时,受选矿技术水平、生产设备的制约,也是矿业开发造成资源损失的常见途径[3]。 一般而言,化工、黑色金属矿山中,尾矿的量要占矿石量的 50%~80%;有色金属矿山中,尾矿量则要占到70%~95% ;而在黄金、钼、钨、钽、铌等稀有金属矿山中尾矿量更是占到 99%以上,几乎可以说是来多少矿石就得丢出去多少尾矿,量是十分巨大的[4]。据统计,中国现有大中型尾矿库 1500 多座,如加上各种小型尾矿库,总计超过 1 万座。据中国矿业联合会绿色矿业办公室最新统计数据显示,目前我国各类矿石堆存的尾矿已高达80.51亿吨,并以年排放 6 亿多吨的速度在增长。尾矿的大量堆存是对资源的一种浪费,也会对环境造成很大的影响。 1.2尾矿综合利用的必要性 尾矿资源是金属和非金属矿山废弃物中数量最大、综合利用价值最高的一种资源[4]。将尾矿丢弃不仅需要占用大量土地,给周围的生态环境造成很大的伤害,而且要投入各自处理和维护费用。而进行尾矿资源的综合回收与利用,不仅可以充分利用矿产资源,扩大矿产资源利用范围,延长矿山服务年限;也是治理污染、保护生态的重要手段;还可以节省大量的土地和资金,解决就业问题,造福于人类社会,实现资源效益、经济效益、社会效益和环境效益的有效统一[5]。所以在全球矿产资源供应紧张的局势下开发利用好长期累积的大量尾矿是我国矿业可持续发展的必然选择。
尾矿废石资源化开发利用新阶段的新思考 网友评论 [进入论坛] 时间:2010-06-13 作者:李章大周秋兰来源:低碳网 【导读】建立矿山固体废物资源化开发利用奖励基金,用于奖励有突出贡献的矿山,企业、职工、科技和管理人员,研究生和培养后备人才,支持专项研究成果的工业中间产品试验,推进新产品,新成果及时转化为生产力。 一、25年实践的体验 25年来,通过铁、铜、钼、铅锌、金、镍、铬、钨、锡、铌钽、锰、钛、绿柱石、玉石(东陵石)、高岭土、煤碳矿山及花岗岩、霞石正长岩、斜长岩、辉长岩、凝灰岩、石灰岩(大理石)、煤矸石等18种矿产、7种岩石及粉煤灰、河砂、风化红粘土等,60多个矿山的尾矿、废石的直接采样试验研究,深深体会到矿山应该而可能真正成为矿产资源的综合基地;依靠科学技术进步和我国社会生产力发展,矿产可以进行整体开发利用;矿山可以应用无害化生产技术,逐步成为无废料矿山;切实做到节约资源,维护生态环境、强国富民,形成循环经济,实现可持续发展,走出适合中国矿产资源特点,具有自主创新的中国式矿业发展道路。综观当今祖国的社会经济发展和矿业开发现状,矿山尾矿、废石资源化开发利用已进入新阶段。总结新中国矿产地质工作者几十年的矿山资源综合利用及矿山环境治理辛劳成果和经验教训,整合相关科技力量,使矿山发挥国家循环经济的基础-先行作用,此其时也!吾辈当为之再作一搏! 囿于历史原因和科技条件,矿产地质工作者无不为矿山尾矿,废石被作为废弃物而惋惜!尽管企业和科研院校的有识、有志之士不断努力,众多成果却未能冲破生产关系的桎梏,被视为矿山固体废弃物,生态环境的污染源和地质灾害隐患的废料其实都是从地下被搬到地面,并且经过破碎、乃至磨成细颗粒的不可再生的资源,它蕴藏着巨大的原料效应和已投入的能源及经济成本。矿山固体废弃物如不资源化开发利用,矿业就不能形成完整的产业链,矿业也就不能使国民经济实现真实的循环经济的良性循环。社会发展和科技进步,已使工业生产从“吃精料”进入“吃复合料”的两条腿走路新阶段;社会需求已从“大批量、单一品种、低(少)性能”生产,发展为当今世界性的“中小批量、多品种、高(多)性能”生产营销,这就为矿山固体废弃物资源化开发利用创造了广阔生产和市场前景,是祖国的改革开放和科技进步解放了生产力。可以预见、随着矿山固体废物的资源化开发利用,必将促进矿产资源综合利用和矿山产品多样化,矿业开发管理体制、机制、法规,生产(工作)规范、技术标准、产品及产业开拓的发展和完善,配以矿山进一步找矿,生产矿山乃至停产、关闭矿山定能再度辉煌!同时也将带动和促进矿产地质科技进步、形成良性循环。
钨锡分离及其精矿除杂技术 梁经冬 (长沙矿冶研究院) 我国钨、锡资源极其丰富,但钨、锡往往共生,这两种矿物比重相近,重选时成为混合精矿,因此,钨锡分离是综合回收和提高精矿质量的必要作业。 随着国内外用户对钨、锡精矿质量的要求不断提高,其混合精矿的分离与精矿精选除杂技术获得了进一步的发展,几乎囊括了现有的各种选矿手段,如重、浮、磁、电以至化学选矿(表1)。无疑,这方面的成就,对于满足国内市场需要和增强国际竞争能力均具有重要现实意义。
第一部分钨锡分离 一、白钨—锡石混合精矿的分离方法 1、浮选法 香花岭锡矿过去采用加温(100℃左右)浮选法在粒浮槽中进行粒浮,以脱除白钨精矿中的高含量锡,但回收率低,所得白钨精矿含锡0.094%,钨回收率88.87%,且工人劳动条件差。改用常温浮选法脱锡后,显著提高了技术经济指标。 工业试验用粗精矿含(%)WO363.24,Sn0.696,As0.176,S0.65,CaF211.52,SiO20.92,CaCO317.82。用碳酸钠将矿浆pH值调至11,添加大量水玻璃(9—14公斤/吨)抑制锡石,以氧化石蜡皂为捕收剂(2公斤/吨),在常温下浮选白钨,用3A浮选机浮选细粒级(-0.3毫米),粗粒级(-0.8+0.3毫米)采用粒浮槽。所得白钨精矿含锡0.12—0.094%,钨回收率95.93—92.65,比加温法提高了7.06—4.08%。该工艺经过多年生产考验,能获得国标一级白钨精矿。 2、重—浮和浮—重—浮联合法 淳安锡铁矿用摇床得到的钨锡混合精矿中,含锡8—40%,锡石和白钨约占70%,其中前者少量与角闪石连生,后者全部单体解离;脉石主要为石榴子石,其次为弱磁性铁矿物和角闪石等。 原采用苄基胂酸浮选锡石-重选除脉石-油酸浮白钨流程,其缺点是:苄基胂酸毒性大,锡石回收率不高,锡精矿中铁、钨含量过高。改用重-浮流程后,取得了较好效果。该流程先用重选除去脉石,然后以碳酸钠和硅酸钠为调整剂,用油酸浮选白钨(用硫酸脱药精选),尾矿即为锡精矿。生产指标为:当混合精矿含锡26.93%,WO335.30%时,锡精矿含锡46.00%,铁由15%降到10%,WO3由12%降到2—4%,锡回收率86.30%,钨精矿含WO379.00%,回收率44.6%。这样,不仅免除了苄基胂酸的污染问题,而且降低了成本,提高了锡精矿质量。 3、电选法 1964—1965年长沙矿冶研究所与西华山钨矿合作,采用YD-2型高压电选进行了白钨精矿脱锡工业试验,获得含WO365.45%、Sn0.17%的白钨精矿和含Sn53.81%,WO312.17%的锡精矿,钨锡回收率分别为77.39和83.03%。该工艺随即用于生产。珊瑚锡矿用同类型电选
立志当早,存高远 锡尾矿中回收锡实例(云南云龙锡矿) 云南云龙锡矿所处理的矿石为锡石-石英脉硫化矿,尾矿矿物组分较简单,以石英为主。其次为褐铁矿、黄铁矿、电气石、少量的锡石、毒砂、黄铜矿 等。尾矿含锡品位0.45%,全锡中氧化锡中锡占96.26%,硫化锡中锡占 3.74%,铁3.71%,其他含量较低,锌0.051%、铜0.08%、锰0.068%,影响精矿质量的硫、砷含量较高,硫1.88%、砷0.1%。1992 年云龙锡矿在原生矿资源已目趋枯竭的情况下,开始在100t/d 老选厂处理老尾矿,为了在短期内取得更好的社会效益和经济效益,又提出在选厂基础上改扩建为200t/d,采用重选-浮选流程,于1994 年4 月正式生产,在生产过程中为断地改进工艺流程,最终 确定的生产工艺见图1。 图1 云龙锡矿尾矿选矿生产流程 为适应生产,其中筛分所用筛面前半部分为0.8mm,后半部分为1mm。分泥斗为φ2500mm 分泥斗,利用该工艺可获得含锡56.266%、含硫0.742%、含砷0.223%、锡回收率68.3%的锡精矿和含硫47.48%、含锡0.233%、含砷 4.63%的硫精矿。 云锡公司有28 个尾矿库、35 座尾矿坝,现有累计尾矿1 亿多吨,含锡达20 多万吨,还有伴生的铅、锌、铟、铋、铜、铁、砷等。公司有一个50t/d 试验 车间和两个选矿工段专门处理老尾矿。1971 年到1985 年间再选处理尾矿112 万t,回收了锡1286t,选出铜精矿含铜443t。 栗木锡矿用重-浮硫程从老尾矿中回收锡。该矿积存尾矿650 多万t,尾矿中 主要含锡、钨、铌、钽及硅质和长石等矿物。再选流程包括重选、硫化矿浮选 和锡石浮选。经重选后得到的精矿含SnO226.84%、WO39.6%、Ta2O52.7%、Nb2O52.04%,重选回收率SnO32.99%、WO324.05%、Ta2O542.47%、
世上无难事,只要肯攀登 钨矿试样的分解与钨分离方法 一、试样分解大多数磨碎至200~300 筛目的钨矿物均能为王水分解。分解时,先用浓盐酸在较低的温度下分解试样,蒸发至小体积,加入浓硝酸,再加热蒸发至小体积。然后将溶液稀释至适当体积以备分析使用。此法能使钨酸较完全地从溶液中析出而与其他可溶性金属盐类分离。但所需分解试样的时间较长,浓盐酸的用量也较多,且钨铁矿不容易被完全分解。钨矿物亦可用氢氟酸硝酸分解,然后用硫酸蒸发至冒烟,再用热的5%盐酸溶解。硫酸磷酸混合酸可以较快地分解钨矿物,特别是钨精矿。但由于引进了大量磷酸根,不适用于系统分析而适用于单项取样测定钨矿物中的某些成份。用过氧化钠、碱金属碳酸盐、氢氧化钠、或焦性硫酸盐为熔剂,均能将试样分解完全。但如采用在酸性溶液中蒸发析出钨的方法,则引入碱金属盐类会妨碍钨的完全析出。用碳酸盐为熔剂,熔融物可用水浸提,过滤,不溶残渣经灼烧后,再熔融一次,两次滤液合并。用焦性硫酸盐为熔剂,若用稀硫酸浸提会引起部分钨酸的析出。故应采用热的酒石酸溶液浸提使钨络合完全进入溶液。 二、分离方法钨的分离可采用沉淀法和萃取法。最常用的沉淀分离方法是用盐酸和硝酸煮沸使钨呈钨酸析出,加入辛可宁可使钨酸沉淀完全。一般伴生元素(铜、铁、锰、铋等)都形成可溶性化合物与钨酸分离。在钨酸沉淀中往往夹杂有硅、锡、锑、铌、钽、磷、钼、钒、铁和铬等杂质。钨酸可用氢氧化铵溶解。8-羟基喹啉、安息香肟等都能用作钨的沉淀剂,可与铁、钛和锆等分离。在过量EDTA 存在下,用8-羟基喹啉沉淀钨与钍分离。用碳酸钠或氢氧化钠熔融,水浸提,或者用氢氧化钠溶液为沉淀剂,可使钨和钼、铬、钒、砷、磷一起与铁、钛、锆、钙、镁、锰等分离。若使用氢氧化钠溶液为沉淀剂,应注意将钨的微酸性溶液慢慢地倾入热的20%氢氧化钠溶液中,并保持
世上无难事,只要肯攀登 钨溶剂萃取 用溶剂萃取法使钨酸钠溶液转变为纯钨酸铵溶液的过程,属钨溶液净化范畴。有萃取转型和萃取分离杂质两大类型。一、萃取转型 用胺类萃取剂使经净化除杂质后的纯钨酸钠溶液转变为钨酸铵溶液的过程。此法由于能耗低、连续生产、生产效率高、产量大且易于监测和实现自控,在美国、前苏联等主要世界产钨国得到广泛应用。中国一年产6000t 仲钨酸铵(APT)的工厂也已采用这种生产方法。 原理 当用稀硫酸将钨酸钠溶液逐渐调整到pH2~3 时,随着酸化过程的进行,发生单钨酸根的聚合反应: aH3O++12WO42+bHxWyO z 3-+cH2O 反应式中的系数a、b、c 值随H3O+/WO42+ (摩尔)而有不同的值。生成的聚合钨酸阴离子可为胺类萃取剂萃取。用伯胺、仲胺和叔胺作萃取剂时,需预先用浓度为0.5~1mOl/L 的稀硫酸将其转变成硫酸盐型,胺盐的型式在很大程度上取决于所用酸的浓度。例如,叔胺的酸化反应可为: 2R3N(O)+H2SO4=[(R3NH)2SO4](O) 或者为:2R3N(O)+2H2SO4=[(R3NH)HSO4]2(O) 胺的硫酸盐或酸式硫酸盐按阴离子交换机理萃取钨,萃取反应为: n/2[(R3NHIiSO4)2](O)+[HxWyOz]2-=[(R3NH)2HxWyOz](O)+nHSO4- 反萃时,聚合钨酸根解聚,钨以钨酸铵形式进入水相。由于钨酸钠溶液中的有害杂质元素磷、砷、硅、钼、锡等在酸化时可与单钨酸根聚合成杂多钨酸根,后者同样为胺类萃取剂所萃取。反萃时,杂多钨酸根解聚,这些杂质元素又进入钨酸铵溶液。故在萃取转型之前必须预先净化除去钨酸钠溶液中的这些
书山有路勤为径,学海无涯苦作舟 国内外钨选矿指标 国内外钨选矿指标见下表1:表1 国内外钨选矿指标序号选矿厂名称规模 t/d 矿床类型及矿物组分工艺流程简介产品名称选矿指标,%备注γαβθε1大吉 山钨矿选矿厂2460 石英脉型黑钨矿床。主要金属矿物为黑钨矿,其次为辉钼矿、辉铋矿、自然铋等。脉石矿物主要为石英,黑云母、方解石等三段一闭路 碎矿。预选为三段:两级反手选、一级光选。重选为三级跳汰。四级摇床,泥 砂分选,贫富分选。精选为重浮工艺钨精矿铋精矿钼精矿 0.360.29889.8817.35350.047584.32 品位指WO3 含量2 西华山钨矿选矿厂2250 石英大脉型黑钨矿床。金属矿物主要为黑钨矿,其次为锡石、绿柱石、白钨矿等。脉石矿物为石英、长石、云母、萤石、柘榴石等三段一闭路碎矿。两级手选,三级跳汰,四级摇床,贫富分选,细泥重选钨精矿锡精矿钼精矿铋精矿铜 精矿0.330.25363.9254571712.50.04283.50 同上3 盘古山钨矿选矿厂石英大脉型黑钨矿。金属矿物为黑钨矿、辉铋矿、泡铋矿、黄铁矿等。脉石矿物主要为石 英两段一闭路碎矿。四级手选。三级跳汰,五级摇床,中矿再磨再选,离心选 矿机回收钨细泥钨精矿铋精矿0.410.32668.880.04387.03 品位指WO3 含量4 浒坑钨矿选矿厂1220 石英大脉型黑钨矿和石英细脉型黑钨矿床。金属矿物以黑 钨矿为主,其次为黄铁矿、闪锌矿、辉铋矿。脉石主要为石英两段一闭路碎 矿。三级手选,粗细分磨,贫富分选,摇床粗粒尾矿与摇床中矿再磨再选钨精 矿锌精矿铋精矿0.490.36865.980.04488.0 同上5 瑶岗仙钨矿选矿厂1300 石英大脉型黑钨矿床。主要金属矿物以黑钨矿、白钨矿为主,其次为锡石、黄铁矿、 黄铜矿、方铅矿、闪锌矿。脉石矿物为石英两段一闭路碎矿。两级手选,三级 跳汰,阶段磨、跳,四级摇床钨精矿0.370.3068.00.04884.10 同上6 荡坪钨矿宝山选矿厂350 矽卡岩白钨矿床。金属矿物主要白钨矿、方铅矿、闪锌矿、黄铜
世界金属矿山尾矿开发利用的现状和前景 随着我国工业化、城镇化和现代化建设的推进,矿产资源需求将持续大幅度增加,矿产资源供需矛盾日益突出,环境压力越来越大。因此,必须从战略和全局的高度,把建设节约型社会和发展循环经济摆在更加突出的重要位置。在矿产资源领域中,积极推进矿产资源、工业废物的综合利用和再生资源的回收利用是建设节约型社会和发展循环经济的重要环节。其中矿山尾矿的开发利用将是21世纪矿产综合利用范围最广、潜力最大、经济和社会效益最好的领域之一。 尾矿是人工矿床,开发利用价值大 尾矿是矿山二次资源的重要组成部分,是指矿石在经过粉碎、浮选、磁选等提取有用成分之后的矿渣,是在当时条件下不宜再分选的矿山固体废弃物,堆放在开采矿山附近修建的尾矿库内。日积月累,堆存的尾矿数量越来越大。据报道,世界各国矿业开发所产生的尾矿每年达50亿t以上。据估计,我国全部金属矿山的尾矿堆存量已超过60亿t,而且还以每年约3亿t 的速度增加。随着矿业开发规模的增大和入选矿石品位的降低,尾矿堆存的数量还将逐年增大。大量尾矿的堆存,不仅占用大量土地,造成矿产资源的浪费,而且对生态环境造成严重污染。因此,对尾矿的治理和开发利用已成为21 世纪世界各国共同关心的课题。 在对待尾矿问题上,首先要有一个认识上的转变,要认识到尾矿利用就是一大笔财富,而尾矿丢弃则就是祸害。昔日视为废弃物的尾矿是今日可开发利用的资源,是宝贵的人工矿床(Artifical deposit),也就是经人工活动而形成的矿床。因为绝大多数尾矿含有现在经济技术条件下可以回收的有用组分。由于受当时选矿技术和设备的限制或选矿工艺流程不够合理,造成选矿回收率低,致使大量有用组分存在尾矿中。据知,我国目前矿产资源总回收率只达到30%,国外也只达到50%左右,以采、选回收率看,铁矿约67%、有色金属矿约50~60%,因此在尾矿中目的组分含量高,如我国云锡公司现有尾矿累计达1亿多吨,平均含锡0.15%,即有20万t以上的金属锡仍存留在尾矿中;又如我国产金大省河南,入选矿石平均金品位7.9g/t,金回收率85%,尾矿中含金品位仍在0.8~1.2g/t,留存在尾矿中的金达2.3t以上。乌克兰克里沃罗格铁矿区积存有5亿多吨尾矿,从磁铁石英岩尾矿中仅回收磁铁矿一项每年就可多产铁品位达65%的铁精矿200万t。 除目的组分外,尾矿中还有大量可利用的伴生组分,由于以往忽视伴生组分的综合利用,或受选矿技术水平限制,使许多伴生组分仍留存在尾矿中。如广西平果铝土矿中伴生十余种有益组分,其中镓、钛、稀土、铌、钪、铁等伴生元素进入尾矿,其品位都达到或超过工业品位,每一种都相当于一座大型矿床;广西南丹矿区尾矿堆存总量为2522万t,这些尾矿中含有大量的有色金属锡、锑、铅、锌、银、金、铟、镉以及非金属砷、硫等,品位都在国家工业指标之上,有的已达到大型或特大型规模;湖南柿竹园是一个钨锡钼铋多金属矿床,现主要回收钨、钼和铋,其他很有价值的锡及非金属萤石、石榴石、云母、长石和石英等均留存于尾矿中。四川攀枝花铁矿的尾矿中含有铜、镍、钒、钛等十几种伴生组分,相当于一座大型有色金属矿山。 尾矿资源除具有一般矿床的资源性质(即开发利用其中的目的组分和伴生组分)外,还具有其可整体利用资源的性质。可以视尾矿矿物组分、化学成分和工艺性能不同,以尾矿为主要原料,制成尾矿产品,如制造微晶玻璃、陶瓷、墙地砖、玻璃、铸石、水泥等,广泛应用于建筑、化工、机械及日常生活等领域中。 因此,世界各地堆积的数量巨大的尾矿资源将成为21 世纪人们竞相开发利用的目标。 国外尾矿开发利用现状 随着世界可开发利用矿产资源日益减少,原矿品位日趋贫化,尾矿作为二次资源加以开发利用才引起人们的注意。特别是进入20世纪60年代以来,许多国家开始对长期堆存的尾矿进行开发利用,逐渐建立起“二次原料工业”。 一些矿业比较发达的国家,如前苏联、美国、加拿大、澳大利亚和南非等,和一些本国资源相对贫乏、而经济技术比较发达的国家,如日本、德国和英国等,一方面投入大量资金和人力加强尾矿开发利用的研究工作和兴建“二次原料工业”;另一方面,制订政策法规,强化包括尾矿在内的二次资源开发利用,同时给予优惠政策,鼓励开发二次资源市场和使用二次资源产品。由于政府的重视和政策措施得力,这些国家的尾矿开发利用成效显著。国外尾矿的利用率可达60%以上,德国包括尾矿在内的各种工业废料的利用率已达80%以上,欧洲一些国家已向
钨、锡、汞、锑矿产地质勘查规范 1 范围 本标准主要为钨、锡、汞、锑矿产地质勘查工作规定了研究程度,控制程度,工作质量,可行性评价,矿产资源/储量类型及划分条件,矿产资源/储量估算等方面的要求。 本标准适用于钨、锡、汞、锑矿产的地质勘查和资源/储量估算,也适用于验收及评审钨、锡、汞、锑矿产各阶段地质勘查报告,还可作为矿业权转让,矿产勘查开发筹资、融资、股票上市等活动中评价及估算矿产资源/储量的依据。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单或修订版均不适用于本标准,然而,鼓励根据被标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB12719-91矿区水文地质工程地质勘探规范 3 勘查的目的任务 钨、锡、汞、锑矿产地质勘查的目的是寻找和发现新的矿产资源,探求各类矿产资源/储量,提交各个阶段的勘查报告,为矿产资源开发服务。 勘查工作分为预查、普查、详查、勘探4个阶段。 4 勘查研究程度 4.1 预查阶段 4.1.1 地质研究程度 在全面收集,深入分析,研究和对比区域地质、物探、化探、重砂、遥感、矿产勘查资料和各种研究资料的基础上,对预查区内成矿条件有利的物探、化探、重砂异常、矿(化)点,采用路线抵制踏勘,结合适宜的物探、化探方法进行初步评价。 4.1.2 矿石质量研究 对发现的矿体(层),通过极少量的样品分析,大致了解矿石自然类型及矿石结构构造,矿物成分,化学成分和品位等。 4.1.3 矿石加工技术条件研究 通过少量矿石类比研究、做出是否可选的预测。 4.1.4 矿床开采技术条件研究 对发现的矿床或有价值的异常,以收集、分析区域资料为主,大致了解勘查区水文、工程及环境地质条件。4.1.5 综合勘查综合评价 据区域成矿条件,对预查区内可能赋存的其他矿产资源开展综合找矿或评价。 4.2 普查阶段 4.2.1 地质研究程度 在收集和研究区域地质资料、分析区域地质特征的基础上,采用露头详细检查、(1:50000)~(1:5000)的地质填图和适宜的物探、化探方法以及数量有限的取样工程,基本查明普查区内的地层、岩浆岩、构造、围岩蚀变等基本特征,评价矿化点和各类异常的含矿性以及成矿远景。 4.2.2 矿石质量研究 通过数量有限的样品分析,大致查明矿石的结构构造、矿物成分、化学成分、品位矿石的自然类型、以及矿石中有用的、有益的、有害组分的种类,为能否被工业利用提供依据。 4.2.3 矿石加工技术条件研究 一般进行对比研究,做出是否可能作为工业原料的初步评价。 4.2.4 矿床开采技术条件研究