工 序
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
Total
111222123131
3
1
1
25工时实测(一)20.55 15.30 20.00 23.14 33.03 55.95 16.54 40.70 77.98 12.56 43.69 18.22 54.00
19.20
24.20
475.06工时实测(二)
18.60 14.72 21.23 24.48 29.67 51.39 17.33 33.67 63.27 11.84 69.88 16.54 57.80 13.40 21.55 465.37工时实测(三)21.06 13.85 18.90 22.42 34.14 42.58 13.46 32.84 68.11 13.67 53.11 17.39 63.30 17.82 16.24 448.89工时实测(四)20.70 15.07 19.00 23.86 32.26 36.39 15.24 27.60 67.06 12.98 61.42 16.32 51.97 21.66 19.87 441.40工时实测(五)19.68 13.77 19.64 23.84 31.86 44.36 15.98 36.49 65.37 9.67 58.01 16.66 55.53 23.54 20.31 454.71工时实测(六)19.24
16.21
41.50
22.61
34.56
47.13
15.02
40.31
61.89
10.55
54.28 17.25 51.29 18.27 21.16 471.27工时实测(七)
17.38
15.22
20.17
24.12
33.15
45.55
17.26
39.89
63.42
11.22
60.40
15.07 51.29 19.34 24.63 458.11平均工时19.75 14.83 20.01 23.51 32.89 46.20 16.01 36.64 65.45 11.83 57.44
16.83 54.12 19.26 21.42 456.19
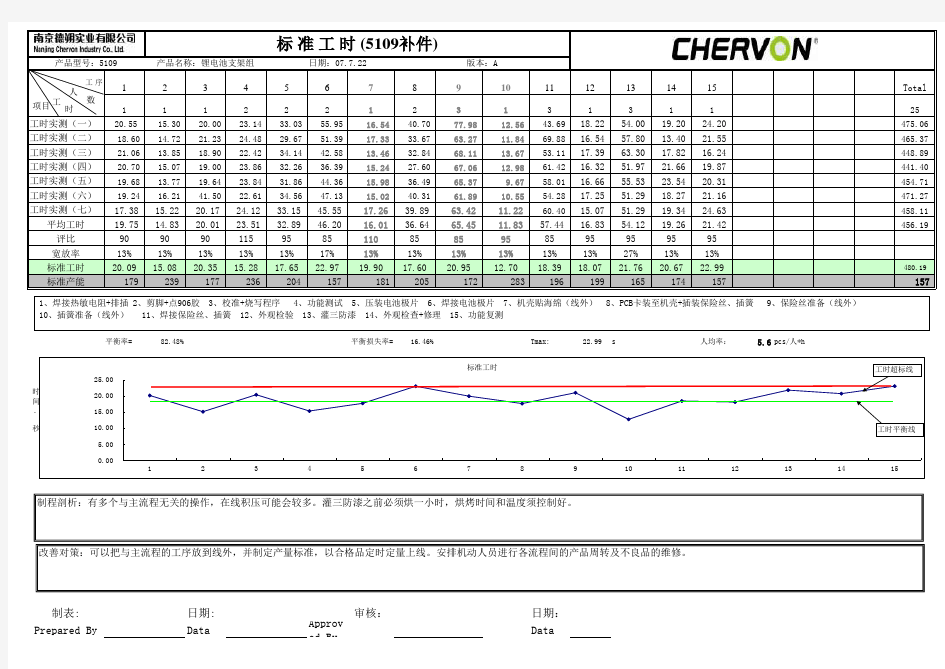
评比90909011595851108585958595959595宽放率13%13%13%13%13%17%13%13%13%13%13%13%27%13%13%标准工时20.0915.0820.3515.2817.6522.9719.9017.6020.9512.7018.3918.0721.7620.6722.99480.19
标准产能
179 239 177 236 204 157 181 205 172 283
196
199
165
174
157
157
平衡率=
82.48%
16.46%
Tmax:
22.99 s
人均率:
5.6pcs/人*h
制表: 日期:审核:
日期:Prepared By Data Approved By Data
平衡损失率=
标 准 工 时 (5109补件)
日期:07.7.22版本:A
产品名称:锂电池支架组产品型号:5109
时
工人
数
项目1、焊接热敏电阻+排插2、剪脚+点906胶3、校准+烧写程序4、功能测试5、压装电池极片6、焊接电池极片7、机壳贴海绵(线外)8、PCB 卡装至机壳+插装保险丝、插簧
9、保险丝准备(线外)
10、插簧准备(线外)11、焊接保险丝、插簧12、外观检验13、灌三防漆14、外观检查+修理15、功能复测
0.00
5.00
10.00 15.00 20.00 25.00
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
标准工时
制程剖析:有多个与主流程无关的操作,在线积压可能会较多。灌三防漆之前必须烘一小时,烘烤时间和温度须控制好。
改善对策:可以把与主流程的工序放到线外,并制定产量标准,以合格品定时定量上线。安排机动人员进行各流程间的产品周转及不良品的维修。
时间.秒
工时超标线
工时平衡线