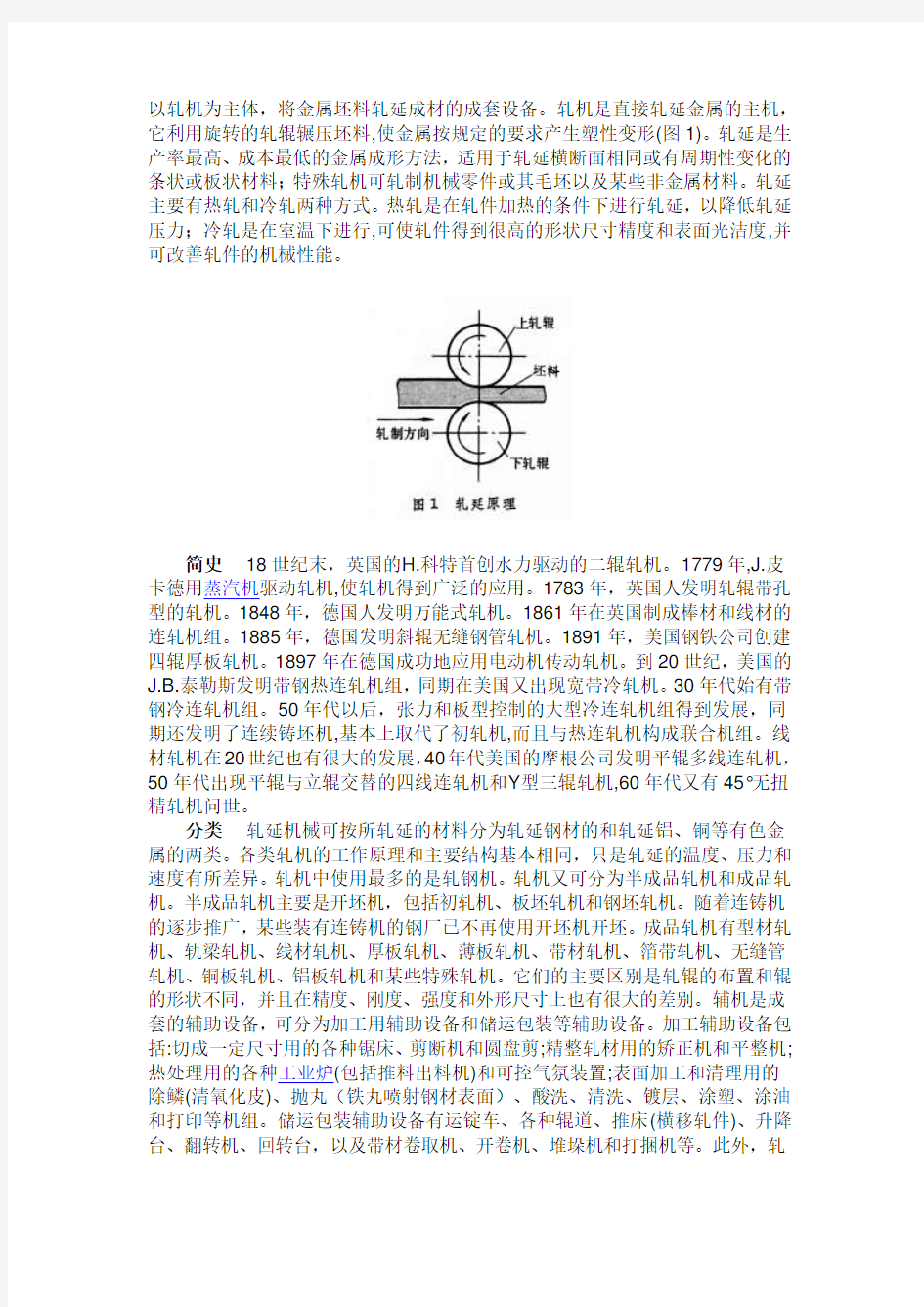
以轧机为主体,将金属坯料轧延成材的成套设备。轧机是直接轧延金属的主机,它利用旋转的轧辊辗压坯料,使金属按规定的要求产生塑性变形(图1)。轧延是生产率最高、成本最低的金属成形方法,适用于轧延横断面相同或有周期性变化的条状或板状材料;特殊轧机可轧制机械零件或其毛坯以及某些非金属材料。轧延主要有热轧和冷轧两种方式。热轧是在轧件加热的条件下进行轧延,以降低轧延压力;冷轧是在室温下进行,可使轧件得到很高的形状尺寸精度和表面光洁度,并可改善轧件的机械性能。
简史18世纪末,英国的H.科特首创水力驱动的二辊轧机。1779年,J.皮卡德用蒸汽机驱动轧机,使轧机得到广泛的应用。1783年,英国人发明轧辊带孔型的轧机。1848年,德国人发明万能式轧机。1861年在英国制成棒材和线材的连轧机组。1885年,德国发明斜辊无缝钢管轧机。1891年,美国钢铁公司创建四辊厚板轧机。1897年在德国成功地应用电动机传动轧机。到20世纪,美国的J.B.泰勒斯发明带钢热连轧机组,同期在美国又出现宽带冷轧机。30年代始有带钢冷连轧机组。50年代以后,张力和板型控制的大型冷连轧机组得到发展,同期还发明了连续铸坯机,基本上取代了初轧机,而且与热连轧机构成联合机组。线材轧机在20世纪也有很大的发展,40年代美国的摩根公司发明平辊多线连轧机,50年代出现平辊与立辊交替的四线连轧机和Y型三辊轧机,60年代又有45°无扭精轧机问世。
分类轧延机械可按所轧延的材料分为轧延钢材的和轧延铝、铜等有色金属的两类。各类轧机的工作原理和主要结构基本相同,只是轧延的温度、压力和速度有所差异。轧机中使用最多的是轧钢机。轧机又可分为半成品轧机和成品轧机。半成品轧机主要是开坯机,包括初轧机、板坯轧机和钢坯轧机。随着连铸机的逐步推广,某些装有连铸机的钢厂已不再使用开坯机开坯。成品轧机有型材轧机、轨梁轧机、线材轧机、厚板轧机、薄板轧机、带材轧机、箔带轧机、无缝管轧机、铜板轧机、铝板轧机和某些特殊轧机。它们的主要区别是轧辊的布置和辊的形状不同,并且在精度、刚度、强度和外形尺寸上也有很大的差别。辅机是成套的辅助设备,可分为加工用辅助设备和储运包装等辅助设备。加工辅助设备包括:切成一定尺寸用的各种锯床、剪断机和圆盘剪;精整轧材用的矫正机和平整机;热处理用的各种工业炉(包括推料出料机)和可控气氛装置;表面加工和清理用的
除鳞(清氧化皮)、抛丸(铁丸喷射钢材表面)、酸洗、清洗、镀层、涂塑、涂油和打印等机组。储运包装辅助设备有运锭车、各种辊道、推床(横移轧件)、升降台、翻转机、回转台,以及带材卷取机、开卷机、堆垛机和打捆机等。此外,轧
延机械还包括复杂的机械传动系统和相应的电力拖动系统,以及先进的电气控制系统。
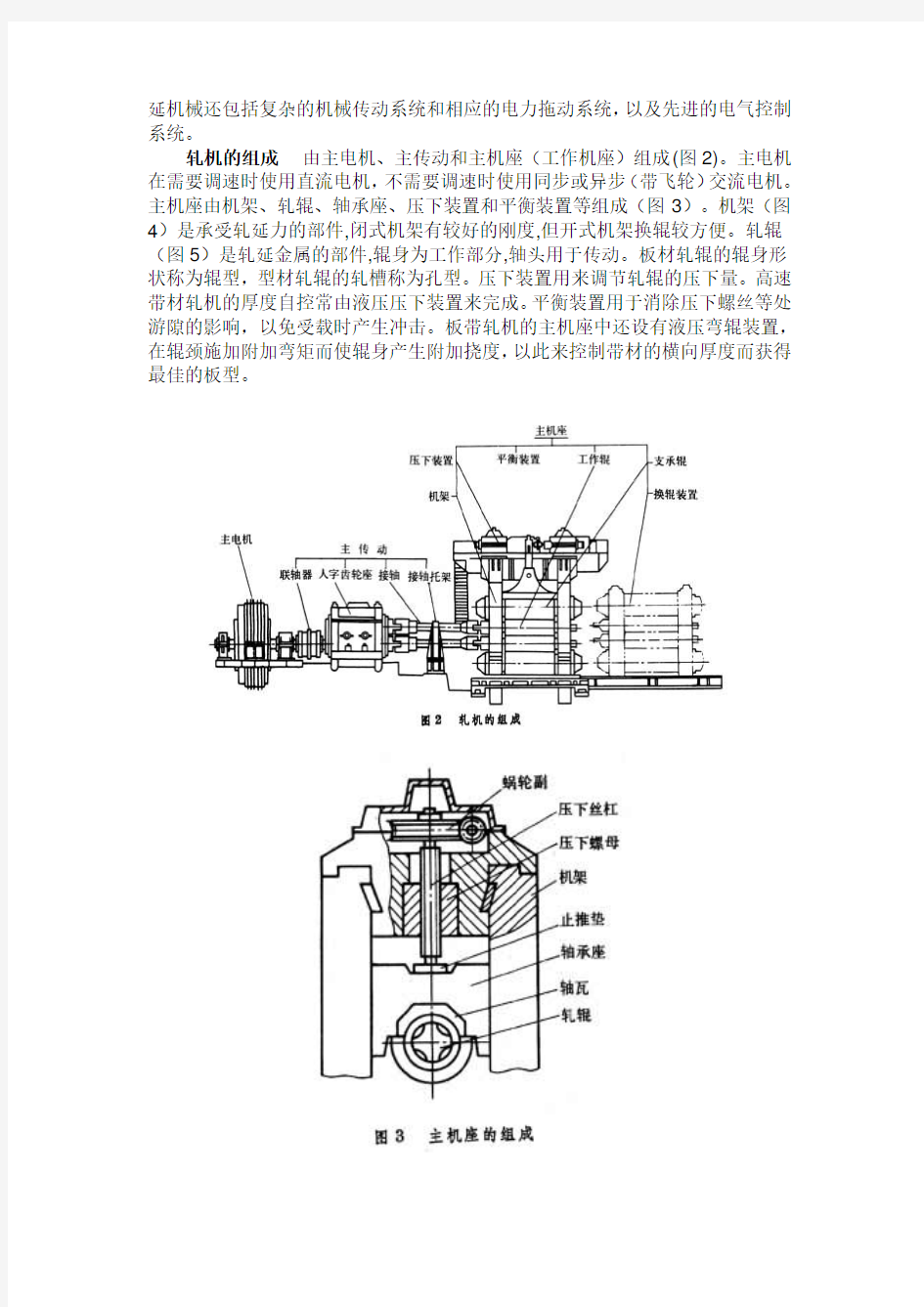
轧机的组成由主电机、主传动和主机座(工作机座)组成(图2)。主电机在需要调速时使用直流电机,不需要调速时使用同步或异步(带飞轮)交流电机。主机座由机架、轧辊、轴承座、压下装置和平衡装置等组成(图3)。机架(图4)是承受轧延力的部件,闭式机架有较好的刚度,但开式机架换辊较方便。轧辊(图5)是轧延金属的部件,辊身为工作部分,轴头用于传动。板材轧辊的辊身形状称为辊型,型材轧辊的轧槽称为孔型。压下装置用来调节轧辊的压下量。高速带材轧机的厚度自控常由液压压下装置来完成。平衡装置用于消除压下螺丝等处游隙的影响,以免受载时产生冲击。板带轧机的主机座中还设有液压弯辊装置,在辊颈施加附加弯矩而使辊身产生附加挠度,以此来控制带材的横向厚度而获得最佳的板型。
轧机的结构型式和性能主要决定于轧辊的布置形式(图6)和主机座的布置形式。
①二辊轧机:结构简单、用途广泛。它分为可逆式和不可逆式。前者有初轧机、轨梁轧机、中厚板轧机等。不可逆式有钢坯连轧机、叠轧薄板轧机、薄板或带钢冷轧机、平整机等。80年代初最大的二辊轧机的辊径为1500毫米,辊身长3500毫米,轧制速度3~7米/秒。
②三辊轧机:轧件交替地从上下辊缝向左或向右轧制,一般用作型钢轧机和轨梁轧机。这种轧机已被高效二辊轧机所取代。
③劳特式三辊轧机:上下辊传动,中间辊浮动,轧件从中辊的上面或下面交替通过。因中辊的直径小,可减少轧延力。常用于轧制轨梁、型钢、中厚板,也可用于小钢锭开坯。这种轧机渐为四辊轧机所取代。
④四辊轧机:工作辊直径较小,传递轧制力矩,轧延压力由直径较大的支承辊承受。这种轧机的优点是相对刚度高、压下量大、轧延力小,可轧制较薄的板材。有可逆和连轧两种,广泛用作中厚板轧机、板带热轧或冷轧机以及平整机等。
⑤五辊轧机:有两种:一种是C-B-S(接触-弯曲-拉直)轧机,它是一种带有使轧件弯曲的小直径(为工作辊的1/20)空转辊的四辊轧机,其压下量比通常的四辊轧机大许多倍。轧件围绕小空转辊发生塑性弯曲变形,可轧制难变形的金属
和合金带材。另一种是泰勒轧机,中间小辊的位置可沿轧机入口或出口方向调节,
以保持轧件正确的厚度,用来轧制厚度公差很小的不锈钢、碳钢和有色金属带材。
⑥ HC轧机:高性能的、可控制辊型凸度的轧机。相当于在四辊轧机的工作辊与支承辊之间增设一对可轴向移动的中间辊,并将两中间辊辊身的相应端部分别调整到与带钢两边缘对应的位置,以提高压力分布和工作辊弹性压扁的均匀性,保证带钢的尺寸精度并可减少其边缘的超薄量和开裂等缺陷。HC轧机宜用作冷轧宽带钢。
⑦偏八辊轧机:它是四辊轧机的变型。工作辊直径为支承辊的1/6,且作相对的偏移,以防止工作辊的水平弯曲,轧制力比四辊轧机小一半。工作辊的稳定性好、水平刚度高,可用以轧制须用二十辊轧机轧制的部分产品。它的结构及其调整却比二十辊轧机简单得多。这种轧机可改装为二、四、八、十六辊几种型式,适宜多品种的需要,因而又称多用途轧机。它有可逆和连轧两种,用于冷轧难变形钢、硅钢和有色金属带材。
⑧六辊轧机:由一对工作辊和两对支承辊组成,有较稳定的辊系。但它的刚性与四辊轧机相仿,且操作不便,因而应用不广,一般用于轧制高精度海底电缆的铜带。
⑨多辊轧机:有十二辊、二十辊和三十六辊3种型式。轧机中部一对直径最小的轧辊是工作辊,其余均为支承辊。它具有相对刚度高、压下量大、轧延力小、可轧极薄的带材等优点。初期的多辊轧机由工作辊传动,后来用中间支承辊传动。可轧制宽 200~1000毫米,厚0.02~0.0015毫米的箔材。
⑩行星轧机:两个大直径支承辊带动两组行星辊系,板坯或扁锭一次通过即可热轧成薄带,压下率达90~95%。若在前道工序配以连铸机,后道工序配以平整机则可简化热轧带钢的生产工艺。大型行星轧机的辊身长度可达1450毫米。
万能轧机:由一组成对的水平辊和立辊组成,所有轧辊都由动力传动。用于轧制板坯或扁钢。
万能钢梁轧机:结构与万能轧机相似,唯有立辊与水平辊的轴线置于同一垂直平面内,而且立辊是从动的。适于轧制高度为300~1200毫米的宽缘钢梁。
盘式穿孔机:轧件轴线低于圆盘轴线,圆盘旋转时使轧件顶着芯棒螺旋前进,将实心的圆钢顶轧成空心的毛坯管,适用于轧制60~150的无缝钢管。另有一种斜轧式穿孔机,其鼓形的轧辊斜交并旋转,工作原理与盘式穿孔机相似,适于轧制60~650的无缝钢管(图7)。斜轧穿孔机与图7中的自动轧管机、均整轧机、定径(减径)机和斜辊矫直机配套为无缝钢管热轧机组。
轮箍轧机:由一对立辊轧延轮箍的内外圆,一对斜置的锥形辊轧延轮箍的两端面。用于轧制车轮或滚动轴承的内环和外环。
圆球轧机:有一对斜交的带螺旋半圆槽的轧辊,棒料在旋转的轧辊间螺旋前进而被轧成圆球,可轧制直径60~650毫米的圆球。
主机座的布置形式图8为主机座的4种基本形式
①单机座轧机:在一个机座中完成规定的轧制工序。初轧机、板坯轧机、厚板轧机、万能轧机、钢管轧机、薄板和带材轧机等可采用这种最简单的布置形式。除三辊轧机外,二辊、四辊和多辊轧机一般是可逆的。
②横列式轧机:2~5个机座横置于一列,由一套电机、减速器和齿轮座传动。各机座的轧辊转速相同,轧件借助圆盘或推钢机从一个机座横移到另一机座,因而限制了生产率的提高。但这种轧机设备简单、造价低廉,适于作为大型型钢轧机和线材轧机等。
③纵列式轧机:几个机座按轧制方向顺序排成一行,轧件依次在各机座中轧
延一道。每个机座单独传动,轧辊的转速随轧件断面的减小而增加,生产率较高。高效的初轧机、厚板轧机和大型型钢轧机采用这种布置形式。
④连续式轧机:几个机座纵向排列,机座数等于轧制道次数,轧件同时在几个机座中轧制。轧辊的转速须相互匹配,因而调整较困难,不便经常改变轧件的规格,但随着控制系统的不断改进,这一缺点已被克服。连续轧制的速度可达30~40米/秒,生产率和机械化、自动化的水平都很高。现代化的钢坯轧机、线材轧机和带材轧机都采用这种布置形式。
半连续式轧机、阶梯式轧机、串列往复式(横越或越野式)轧机、布棋式轧机等都是上述基本形式的组合。
现状和发展趋势80年代以来,大容量、高参数、连续化和自动化的成套轧延设备成为发展的重点。如2050热连轧机,年产量400万吨,粗轧区有轧机5台,精轧区有轧机7台和地下卷取机3套,最大轧制速度为25米/秒,总重量63231吨,总装机容量211022千瓦,其中主电机为93100千瓦。又如新型45°或Y型无扭线材轧机,轧制速度为65~80米/秒,盘重超过4吨,尺寸精度为±0.1毫米,四线轧制年产量达 100万吨。现代化轧机的主机已广泛采用计算机控制。在使用多级计算机的全自动化生产过程中,计算机控制已扩展到储运、加热、精整、热处理、表面清理、镀层和剪切等辅助工序。随着微处理机的发展,它已被用于分别控制冷轧机的各部分功能。这种控制方式可简化程序的编制,具有灵活可靠、投产时间短和经济效益好等优点。
轧延机械的发展注重节能、成材率、质量、品种等综合经济指标的提高。发达国家致力于现有轧机的更新和改造,新建的大型轧机有减少的趋势,生产新型材料的中小型轧机将得到进一步的发展。连铸机将取代初轧机,并进行直接轧制。线材和棒材的无头轧制技术的发展,使小方坯连铸机与连轧机组成一体。带钢冷轧机的发展方向是无头全连续轧制。
世界金属导报/2006年/11月/7日/第A04版 专题报告 现代炉卷轧机 翁心木约翰·托马斯 最近几年来,上世纪30年代就发明的古老的炉卷轧机技术,因为技术的更新和改进又重新呈现出兴盛。除了许多旧的炉卷轧机被中国和印度收购和搬迁外,最近更有许多新的炉卷轧机建成并投入生产。根据我们的统计,从1995年以来,有15台新的炉卷轧机建成投产(其中北美5台,中国4台,东南亚2台,日本和欧洲各2台)。上述数字也包括两个中板轧机改成的炉卷轧机。 另一个需要提及的是这些炉卷轧机并不都是传统的、像以往所建造那样的炉卷轧机,它们的布置与过去一般的热轧机有许多不同之处。它们中间有许多生产中板的、单机架的卷板轧机(COILPLATE R MILL),生产供冷轧用的、热轧卷的双机架的连续可逆轧机,以及几台生产不锈钢和特殊合金的传统式的炉卷轧机。还有几台炉卷轧机仍在设计过程中,更有许多客户正在计划建造新的炉卷轧机。 过去,当人们谈到炉卷轧机时,它的缺点也总是同时出现在他们的脑海中:产量低和质量差;头尾的损失致使收得率很低;表面质量有问题;带卷温度不均匀;产品厚度有限,特别是生产薄规格;生产与维修成本很高。由于这些原因,过去成功的炉卷轧机仅仅限于专门生产不锈钢的商家。虽然历史上全世界有一半的不锈钢是由炉卷轧机生产的,然而,成功的使用炉卷轧机进行普碳钢生产却寥寥无几,但是,现在情况已经出现很大改变。 1、炉卷轧机的物理原理 在一台可逆轧机的两侧增加炉卷炉来生产薄规格产品的必要性是由物理的定律所决定的。显而易见,当材料轧到35mm以下时,轧件的表面积迅速增加,温降速率也增加得非常快。这是因为热辐射直接与轧件的厚度有关,因为它决定了轧件的表面积。众所周知,热轧的关键是在一定的温度上完成轧制,否则,坯料会变得太硬,致使其抗变形力太大,而无法继续加工。因此,在热轧过程中,只有两个办法能解决这一迅速温降的现象: 1)用多机架的连轧机架进行升速轧制:第一个办法是利用多个机架尽快地完成轧制过程,并且利用升速轧制来补偿轧制过程中的温降。这就是多机架轧机的工作原理。当然这是一个可靠的、常见的生产方法,在世界上已经得到广泛应用,但是,它需要巨额投资,同时也可以获得较大的产量。 2)利用卷取炉来保持轧件温度:第二个方法就是把轧件卷起来减少表面积,同时又加上炉卷炉来加温,这样轧件与环境的温差就会减低了。这个方法在较低的生产量下也很有效。 也正是因为热轧过程的特殊性,人们通常会把它分为两个阶段,即初轧和精轧,也就会按照这两个阶段的各自特点去设计轧机。除了温度和轧件厚度的不同,人们也给初轧和精轧赋予了各自特殊的要求。 通常初轧时轧件较厚,其温度较高,所以抗变形力也小,我们的目标是尽可能地加大压下量,减少坯料的厚度,用最少的道次把钢坯压到中间坯料(喂入精轧机的坯料)的厚度。这也就是说初轧机需要较大的力矩以及大的咬入角,而速度则不是主要因素,因为此时料的长度有限。因此,通常来说,初轧机都有较大的辊径以提供大咬入角和传送大的力矩。另外,初轧机的主马达也是低转速的。与此相反,对精轧机来说,轧件的温度已经较冷,而长度则很长,并具有较大的抗变形力,所以,精轧机需要较大的轧制力和较高的轧制速度。 2、对传统炉卷轧机的分析
招标投标企业报告 铜陵有色金属集团铜冠矿山建设股份有限公司 工贸分公司
本报告于 2019年9月19日 生成 您所看到的报告内容为截至该时间点该公司的数据快照 目录 1. 基本信息:工商信息 2. 招投标情况:中标/投标数量、中标/投标情况、中标/投标行业分布、参与投标 的甲方排名、合作甲方排名 3. 股东及出资信息 4. 风险信息:经营异常、股权出资、动产抵押、税务信息、行政处罚 5. 企业信息:工程人员、企业资质 * 敬启者:本报告内容是中国比地招标网接收您的委托,查询公开信息所得结果。中国比地招标网不对该查询结果的全面、准确、真实性负责。本报告应仅为您的决策提供参考。
一、基本信息 1. 工商信息 企业名称:铜陵有色金属集团铜冠矿山建设股份有限公司工 贸分公司 统一社会信用代码:913407005872129176 工商注册号:340700000066733组织机构代码:587212917法定代表人:/成立日期:2011-11-22企业类型:/经营状态:存续 注册资本:- 注册地址:安徽省铜陵市铜官区栖凤路3058号 营业期限:2011-11-22 至 / 营业范围:一般经营项目:机械设备及工程材料销售;机械设备租赁;自营和代理各类商品和技术进出口业务(国家限定企业经营和禁止进出口的商品及技术除外)。 联系电话:*********** 二、招投标分析 2.1 中标/投标数量 企业中标/投标数: 个 (数据统计时间:2017年至报告生成时间)
2.2 中标/投标情况(近一年) 截止2019年9月19日,根据国内相关网站检索以及中国比地招标网数据库分析,未查询到相关信息。不排除因信息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参考。 2.3 中标/投标行业分布(近一年) 截止2019年9月19日,根据国内相关网站检索以及中国比地招标网数据库分析,未查询到相关信息。不排除因信息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参考。 2.4 参与投标的甲方前五名(近一年) 截止2019年9月19日,根据国内相关网站检索以及中国比地招标网数据库分析,未查询到相关信息。不排除因信息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参考。 2.5 合作甲方前五名(近一年) 截止2019年9月19日,根据国内相关网站检索以及中国比地招标网数据库分析,未查询到相关信息。不排除因信息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参考。 三、股东及出资信息 截止2019年9月19日,根据国内相关网站检索以及中国比地招标网数据库分析,未查询到相关信息。不排除因信息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参考。 四、风险信息 4.1 经营异常() 截止2019年9月19日,根据国内相关网站检索以及中国比地招标网数据库分析,未查询到相关信息。不排除因信息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参考。 4.2 股权出资() 截止2019年9月19日,根据国内相关网站检索以及中国比地招标网数据库分析,未查询到相关信息。不排除因信息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参考。 4.3 动产抵押() 截止2019年9月19日,根据国内相关网站检索以及中国比地招标网数据库分析,未查询到相关信息。不排除因信息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参考。 4.4 税务信息() 截止2019年9月19日,根据国内相关网站检索以及中国比地招标网数据库分析,未查询到相关信息。不排除因信息公开来源尚未公开、公开形式存在差异等情况导致的信息与客观事实不完全一致的情形。仅供客户参考。
PQF轧机 “PQF”为英文“premium quality finishing”的缩写。PQF连轧机是热轧管工艺中的重要设备,采用的是三辊连轧机机组。通过轧制变形,达到使毛管减径、减壁厚的功效,使材料内部金相结构呈线性延伸。为保证更好的表面性能,采用的技术仍为芯棒限动进行轧制,而区别于浮动芯棒。它介于穿孔工艺和张减工艺之间,起到很好的传输纽带作用,为三大机组中最重要的组成部分。 为了更好的掌握设备,使设备充分发挥其高精度,此处着重从以下几个方面对其进行介绍: 一、基本参数: 1、设备组成 ⑴传动设备: 因为其采用单独驱动装置,依次包括18台电机,18台减速机,18个安全联轴器及18根伸缩主轴。 ⑵执行机构: ①轧辊机架:顺着轧制方向,先后为VRS、1架、2架、3架、4架、5架共计6个机架。 ②芯棒支撑架:顺着轧制方向,依次为1#、2#、3#、4#共计4个芯棒支撑架。(1#位于VRS机架前,2#位于1架和2架之间,3#位于3架和4架之间,4#位于5架后) ⑶附属设备: ①为保证其整体性及连续性,更好的实现定位,包括有4段隧道、28个提升缸、3套楔轴锁紧及1架锁紧壁。 ②因其采用液压压下方式,故而包括18个压下缸及18套轧辊平衡机构。 ③因其采用自动更换工具模式,故而附带1套换辊装置。 ④为保证与后续工序相连,附带1组传输辊道。 2、设备主要参数: ⑴主驱动电机功率: VRS功率:3×70KW 最大负载:额定165%,时间周期为8s/24s
最大负载:峰值270%,时间周期为0.5s/24s 转速:300/600—1000 1架+4架+5架功率:每架3×400KW 最大负载:额定185%,时间周期为5.2s/24s 最大负载:峰值230%,时间周期为0.5s/24s 转速:400/700—1100 2架+3架功率:每架3×600KW 最大负载:额定185%,时间周期为6.2s/24s 最大负载:峰值230%,时间周期为0.5s/24s 转速:400/700—1100 总输入功率:7410KW ⑵减速机速比: VRS速比:10 1架速比:13 2架速比:8.5 3架速比:6.5 4架速比:4.4 5架速比:4.4 ⑶压下缸参数: VRS:310/260—105,工作压力160bar,3件 1架+2架+3架:430/360—105,工作压力270bar,环形腔压力80bar,9件4架+5架:310/260—105,工作压力270bar,环形腔压力80bar,6件 ⑷其余液压缸参数: 平衡缸:80/56—100,工作压力160bar,18件 提升缸:100/85—35(补充行程+8),工作压力160bar,28件 楔轴锁紧缸:125/70—165,工作压力160bar,3件 芯棒支撑架打开缸:80/56—225,工作压力160bar,4件 抽出缸:200/140—7230,工作压力160bar,2件 侧移缸:200/140—5420,工作压力160bar,2件
炉卷轧机的发展与典型结构 萧其林 摘要:按照传统型、改造型、现代型三个阶段叙述了炉卷轧机的发展,并对炉卷轧机的典型布局与结构进行分析。 关键词:炉卷轧机;发展;典型布局;结构 1 炉卷轧机的发展 炉卷轧机,又称斯特克尔轧机(Steckel轧机)。自美国于1932年研制出第一台试验性炉卷轧机并于1949年正式应用于工业生产以来,到现要已有近70年。近70年来炉卷轧机经历了传统型、改造型、现代型三个发展阶段。随着现代冶金技术的发展和现代传动、控制技术的应用,炉卷轧机已步入了蓬勃发展时期。本文依照传统型、改造型、现代型三个阶段对炉卷轧机的发展予以阐述。 1.1传统型炉卷轧机(1932~1960年) 炉卷轧机发明于20世纪30年代。该发明解决了成卷热轧薄板轧制过程中温度降低太快的问题,使得带卷在轧制过程中进行可逆式的往复轧制,直到轧制过程完成,这就是所谓的炉卷轧制方法。图1-1为其示意图。 图1-1 炉卷轧机示意图 1——带保温炉的卷取机;2——送料辊;3——四辊可逆轧机;4——升降导板 图1-2 炉卷轧机工艺设备布置图 1-再加热炉 2-除鳞机 3-立辊轧机 4-粗轧机 5-辊道 6-切头剪 7-左卷取炉 8-炉卷机 9-右卷取炉 10-冷却辊道 11-地下卷取机 1.1.1炉卷轧机生产工艺流程与设备布置 炉卷轧机的生产工艺流程和设备布置如图1-2。板坯在连续式加热炉中加热后,通过高压水除鳞,然后在带立辊的四辊粗轧机上分别轧制一定道次,将板坯轧成厚10~20mm的带坯,在飞剪上切除头尾,然后送入炉卷轧机进行可逆轧制。当第一道带坯头部出炉卷轧机后,右边的升降导板抬起,将带坯的头部引入右边卷取炉的卷鼓中进行卷取。卷取炉卷鼓与轧机之间带钢的张力不大,其总张力为30000N。当第一道轧件尾部一出轧辊,右边的夹送辊下降,整个机组反转,开始第二道轧制,此时左边的夹送辊和升降导板抬起,又将带钢导入左边的卷取炉进行卷取,如此反复轧制几道,即轧成所需要的带卷。由于每道轧制时轧件端部均需通过轧辊,因而每道次开始时都需以导入速度(0.5~2.5m/s)轧制,
1、董事 韦江宏先生:董事长。1962 年3 月出生,工商硕士,高级选矿工程师,第十一届全 国人大代表。2003 年4 月任铜陵有色金属集团控股有限公司任总经理、党委副书记;2007 年4 月任铜陵有色金属集团控股有限公司董事长、总经理、党委副书记;2010 年4 月至今任铜陵有色金属集团控股有限公司董事长、党委书记、总经理。 邵武先生:副董事长。1961 年1 月出生,工程硕士,采矿教授级高工。1999 年 2 月 至2007 年4 月在铜陵有色金属集团控股有限公司任副总经理、党委常委;2007 年4 月至 今任铜陵有色金属集团控股有限公司董事、副总经理、党委常委(委员)。 龚华东先生:董事。1965 年 2 月出生,工商硕士,高级经济师职称。2003 年6 月任 金隆铜业有限公司总经理、党委副书记;2004 年8 月任铜陵有色金属集团控股有限公司党委常委、副总经理;2007 年4 月至今任铜陵有色金属集团控股有限公司董事、副总经理、党委常委(委员)。 梁克明先生:董事。1960 年7 月出生,工商硕士,冶炼高级工程师。2004 年8 月任 铜陵有色金属集团控股有限公司党委常委、副总经理兼金隆铜业有限公司党委书记、总 经理;2007 年4 月至今任铜陵有色金属集团控股有限公司董事、副总经理、党委常委(委员)。 陈明勇先生:董事。1962 年7 月出生,研究生学历,高级工程师。2003 年9 月任铜 陵有色金属集团控股有限公司总经理助理;2004 年8 月任铜陵有色金属集团控股有限公司副总经理、党委委员;2007 年4 月至今任铜陵有色金属集团控股有限公司董事、副总经理、党委委员。 杨军先生:董事。1969 年12 月出生,高级经济师。1992 年7 月毕业于上海对外贸 易学院国际经济合作专业,2001 年12 月毕业于中国科技大学工商管理专业(MBA),获工商管理硕士学位。2004 年元月任铜陵有色金属集团股份有限公司国际贸易分公司经理;铜陵有色(000630 ) 2010 年年度报告全文 18 2009 年2 月任铜陵有色金属集团股份有限公司国际贸易分公司经理,赤峰金剑铜业有限责任公司总经理、党委副书记;2010 年7 月9 任铜陵有色金属集团股份有限公司总经理;2010 年10 月至今任铜陵有色金属集团控股有限公司党委委员、铜陵有色金属集团股份有限公司总经理。 吴国忠先生:董事。1964 年10 月出生,工商硕士,高级会计师。2002 年10 月至2007 年4 月任本公司第四届董事会董事、公司副总经理、董事会秘书兼证券部主任;2007 年4 月至2008 年11 月任公司第五届董事会董事、董秘;2008 年9 月至今任铜陵有色金属 集团控股有限副总会计师兼财务部主任、本公司董事。 吴和平先生:董事。1963 年 2 月出生,研究生学历,经济师,取得深圳证券交易所 颁发的董事会秘书资格证书。2002 年11 月至2008 年11 月任铜陵有色金属集团股份有限 公司办公室主任、董事会秘书室主任;2008 年11 月起任铜陵有色金属集团股份有限公司第五届董事会秘书、董事会秘书室主任。 姚禄仕先生:独立董事。1962 年10 月出生,管理学博士。1985 年7 月至今在合肥 工业大学管理学院会计系任助教、教研室主任、讲师、系主任、教授。现任会计系主任,
炉卷轧机的发展与典型结 构精编 High quality manuscripts are welcome to download
炉卷轧机的发展与典型结构 萧其林 摘要:按照传统型、改造型、现代型三个阶段叙述了炉卷轧机的发展,并对炉卷轧机的典型布局与结构进行分析。 关键词:炉卷轧机;发展;典型布局;结构 1 炉卷轧机的发展 炉卷轧机,又称斯特克尔轧机(Steckel轧机)。自美国于1932年研制出第一台试验性炉卷轧机并于1949年正式应用于工业生产以来,到现要已有近70年。近70年来炉卷轧机经历了传统型、改造型、现代型三个发展阶段。随着现代冶金技术的发展和现代传动、控制技术的应用,炉卷轧机已步入了蓬勃发展时期。本文依照传统型、改造型、现代型三个阶段对炉卷轧机的发展予以阐述。 1.1传统型炉卷轧机(1932~1960年) 炉卷轧机发明于20世纪30年代。该发明解决了成卷热轧薄板轧制过程中温度降低太快的问题,使得带卷在轧制过程中进行可逆式的往复轧制,直到轧制过程完成,这就是所谓的炉卷轧制方法。图1-1为其示意图。 图1-1 炉卷轧机示意图 1——带保温炉的卷取机;2——送料辊;3——四辊可逆轧机;4——升降导板
图1-2 炉卷轧机工艺设备布置图 1-再加热炉 2-除鳞机 3-立辊轧机 4-粗轧机 5-辊道6-切头剪 7-左卷取炉 8-炉卷机 9-右卷取炉 10-冷却辊道 11- 地下卷取机 1.1.1炉卷轧机生产工艺流程与设备布置 炉卷轧机的生产工艺流程和设备布置如图1-2。板坯在连续式加热炉中加热后,通过高压水除鳞,然后在带立辊的四辊粗轧机上分别轧制一定道次,将板坯轧成厚10~20mm的带坯,在飞剪上切除头尾,然后送入炉卷轧机进行可逆轧制。当第一道带坯头部出炉卷轧机后,右边的升降导板抬起,将带坯的头部引入右边卷取炉的卷鼓中进行卷取。卷取炉卷鼓与轧机之间带钢的张力不大,其总张力为30000N。当第一道轧件尾部一出轧辊,右边的夹送辊下降,整个机组反转,开始第二道轧制,此时左边的夹送辊和升降导板抬起,又将带钢导入左边的卷取炉进行卷取,如此反复轧制几道,即轧成所需要的带卷。由于每道轧制时轧件端部均需通过轧辊,因而每道次开始时都需以导入速度(0.5~2.5m/s)轧制,使轧件端部平滑进入卷鼓的槽口。导入后,卷鼓和轧机同步升速到正常轧制速度。而在每道次终了时,则必须及时制动,以防轧件尾部进入保温炉内。这样频繁改变的操作制度必须依赖自动控制才能实现,同时也限制了轧
铜陵有色金属集团股份有限公司董事会 关于2008年度内部控制自我评价报告 一、综述 (一)公司内部控制的组织架构 公司按照《公司法》、《证券法》、《上市公司治理准则》、《上市公司章程指引》等法律法规的要求建立了完善的治理结构并规范运作。公司股东大会、董事会、监事会分别按其职责行使决策权、执行权和监督权。董事会建立了薪酬与考核委员会、发展战略委员会、提名委员会和审计委员会四个专业委员会,提高董事会运 作效率。董事会11名董事中,4名独立董事。公司还建立了系统的内部控制制度,形成了完整的内部控制体系。制定了涵盖公司各营运环节的内部管理制度;公司明确各部门、岗位的目标、职 责和权限,建立相关部门之间、岗位之间的制衡和监督机制,并 设立专门负责监督检查的审计部门。公司目前已建立了完善的内部控制制度。并将内控评价范围扩展到所有分子公司,推动内控 管理持续发展。 公司内部控制组织架构图如下
铜陵有色金属集团股份有限公司 薪酬与考核委员会股东大会 发展战略委员会 董事会经理层提名委员会审计委员会 分公司控股子公司全资子公司 3铜陵有色股份凤凰山矿业有限公司铜陵有色股份金口岭矿业有限公司企业文化部铜陵有色股份铜材有限公司 矿产资源开发管理部铜陵有色股份铜加工机械研发有限公司科技管理部赤峰金剑铜业有限责任公司质量计量部张家港联合铜业有限公司机动能源部芜湖铜冠电工有限公司芜湖金奥微细漆包线有限公司铜陵有色股份天马山黄金矿业有限公司铜陵有色股份线材有限公司审计部物资供销部规划发展部企业管理部人力资源部商务部安全环保部财务部董事会秘书室-4--安庆铜矿冬瓜山铜矿稀贵金属分公司铜陵有色股份铜山矿业有限公司铜陵有色金翔物资有限责任公司合肥铜冠铜材有限公司铜陵铜都黄铜棒材有限公司铜陵金威铜业有限公司安庆市金安矿业有限公司金隆铜业有限公司硫产品销售分公司信息技术分公司国际贸易分公司动力厂电线电缆厂金昌冶炼厂监事会
不锈钢炉卷轧机轧制方式 一、轧制 1、常规中厚板生产方式 当板坯到达入口侧导板时,板坯停下,侧导板对板坯进行自动对中并测量板坯宽度。轧机准备就绪后,先通过立辊轧机后进水平轧机。立辊轧机的AWC系统控制板的宽度,水平轧机的AGC系统控制板的厚度。对需要进行宽度调整的规格,采取单道次宽度压下,双道次时立辊轧机辊缝拉开适当距离空过的方式。单道次宽度压下时,立辊轧机与水平轧机将产生连轧关系。轧制过程自动进行,最后一道的轧制速度根据是否需要飞剪切头切尾、控制冷却的速度等因素由控制系统下达。轧制过程的对中、高压水除鳞也是按程序自动进行。 立辊轧机调宽的效率以及对成材率的影响。 锥形连铸坯对生产的影响。 连铸生产中的调宽能力。 2、炉卷生产方式 进卷取炉之前的轧制方式与常规中厚板生产相同,当轧件厚度小于25mm,轧件向机后匀速运行,速度限定为1--2m/s,在此速度范围内对轧件的头部和尾部进行自动剪切,对头尾剪切的数值由控制系统根据品种规格以及是否使用立辊等工艺条件自动设定,此数值可根据生产经验人工重新设定。 经飞剪后,机前卷取炉的卷鼓槽口定位准备接受板带。卷取炉的导板(导板分上下两块)抬起来准备将板带导入卷鼓槽口,穿带速度为2m/s左右。穿带成功后,卷鼓开始启动、加速,机前夹送辊下降,建立张力。热金属检测器对板卷进行跟踪,确认轧件咬入成功时轧机加速,开始对板带进行卷轧。当卷取炉加速时,导板降下来,卷取炉的一部分底部密封盖关闭起来,尽可能防止热量的散失。通过卷取炉的电流控制,适当地移动夹送辊,将由于卷取炉的转动引起的张力变化减小到最小。当轧件的尾部接近轧机时,机前夹送辊就降下来,及时地夹住轧件。轧件离开轧机以后,轧机开始准备下一道次的设定。准备好后,轧机就反向操作,轧件穿过轧机再进卷取炉。当轧件在两个卷取炉间卷轧时,由卷取炉和夹紧辊进行张力控制。 板带头部进入卷取炉前,槽口对准抬起的导板后,转鼓停止,以便板带头部穿入槽口。穿带成功后转鼓以最大加速度加速到比板带出口速度略大以便在建立张力
货物技术要求及其它 1. 货物需求 1.1壹台生产能力4t/h圆筒制粒机的设计、制作,无知识产权纠纷。即根据买方提供的技术参数及有关要求,提供整套圆筒制粒机设备及防腐喷漆、安装指导及调试,投标方须在投标前明确招标内容,确保供货范围的准确性。 1.2投标人提供的圆筒制粒机应该是最终产品。其制造材料、制造工艺和制造公差、检验和测试,除锈和防腐、包装和运输、到货和验收、备品备件、所有相关质量证明资料、安装指导和试运行及制造商在设备寿命期内的服务都应该达到国家同类产品标准的要求,同时符合招标文件的全部要求。 2.技术参数及有关要求 2.1建设条件: 海拔标高:约25米 环境湿度:80% 环境温度:最热月平均气温30℃ 2.2制粒物料:铅冶炼侧吹还原炉烟尘 2.2制粒物料的特性:粉末状,粒度<1.0mm大于80%、堆比重1.2~1.6 t/m3、含水率1~2%、静止安息角30°~40°、运动安息角15°~20°。所列相关参数仅作为投标方在设计时参考用。 2.3制粒物料主要化学成分: 2.4圆筒制粒机生产能力:4t/h 2.5制粒要求:物料经圆筒制粒后消除1mm以下的粉料,杜绝存在粉料飞扬,制粒后物料粒度3~9mm达到80%以上,最大物料粒度<50mm,且产品含水率<10%。要保证制成的物料颗粒要有良好的抗机械冲击性能,在出料跌落及运输过程中不松散。 2.6传动装置中的电机必须符合国家规定的电机节能等级规范要求,至少达到GB2(YX3系列电机)。电机功率选择必须要满足使用负荷要求,电机绝缘等级为F级、电机防护等级不低于IP54,温升应符合IEC规定的要求,选用六安江淮、南阳防爆、长沙电机厂的产品。投标文件中须注明电机的型号规格、功率、转速、生产厂家。 2.7传动装置中的减速机要求采用硬齿面减速机,选用江苏泰兴、泰隆、国茂减速机厂的产品。投标文件中须注明减速机型号规格、速比、生产厂家。 2.8轴承要求采用国内知名牌:瓦轴、哈尔滨轴承、洛轴。 2.9圆筒制粒机采用实芯胶轮摩擦传动,筒体内采用含油尼龙衬板。圆筒衬板均采用在筒体壁上钻孔后穿螺栓固定法,筒体钻眼时必须避开胶轮位置,同时考虑衬板鼓包同时防止物料对衬板固定螺丝的快速磨损,要合理设计衬板通眼尺寸。
铜陵有色非公开发行评估报告 一、公司概况及主要股东 公司坐落于素有"中国古铜都"之誉的安徽省铜陵市,是一家集采选、冶炼、加工、贸易为一体的大型综合性铜生产企业,曾用证券简称“铜都铜业”。公司于1996年11月在深圳证券交易所挂牌上市,股票代码:000630,是国内最早上市发行股票的铜业企业。公司的控股股东为铜陵有色金属集团控股有限公司(52.03%),实际控制人为安徽省国有资产监督管理委员会(持有铜陵有色金属集团控股有限公司:81.69%),其他股份持有人为机构或者自然人股东,持股比例不超过5%,见表1。 2012年公司控股股东铜陵有色集团实现销售收入1065亿元,率先成为安徽省首家千亿元企业,其中上市公司实现收入772亿元。 表1:铜陵有色2014年一季度前10名股东持股情况 资料来源:已公布公司2014年一季度报
二、主营业务构成 公司主要产品有高纯阴极铜、金、银、铜线、铜板带材等,电解铜产量居全国前三位,占全国总产量的10.0%左右。公司生产的“铜冠”牌电解铜是英国伦敦金属交易所和上海金属交易所的注册铜,先后获得了“全国用户满意产品”和“中国名牌产品”称号; 年报显示,公司2013年营业收入为762亿元,其中主营业务收入构成中铜产品收入659.96亿元,占公司营业收入的86.65%,是公司主要收入来源;黄金等副产品收入81.99亿元,占营业收入的10.77%,是公司主要利润来源;化工及其他占收入的2.19%。具体数据如下表1所示。 表2:铜陵有色2013年主营收入构成 资料来源:已公布公司2013年报 三、公司财务报表分析 根据已公布上市公司近三年年报,公司多项财务指标汇总如下: 表2:铜陵有色近三年财务指标
3500mm 炉卷轧机生 产X70钢板工艺和组织性能研究 李静宇 北京科技大学
论文题目:3500mm 炉卷轧机 生产X70钢板工艺和组织性能研究 学 号:_________________________ 作 者:_________________________ 专 业 名 称:_________________________ 2013年04月13日 李静宇 材料工程 G2******* 密 级:_____________ 公开 加密论文编号:_____________
3500mm炉卷轧机生产X70钢板 工艺和组织性能研究 Research on Process and Microstructure-Property of X70 Pipeline Plate by 3,500mm Steckel Mill 研究生姓名:李静宇 指导教师姓名:康永林 北京科技大学材料科学与工程学院 北京100083,中国 Master Degree Candidate: Li Jingyu Supervisor: Kang Yonglin School of Materials Science and Enineering University of Science and Technology Beijing 30 Xueyuan Road,Haidian District Beijing 100083,P.R.CHINA
分类号:____________ 密 级:______________ UDC:____________ 单位代码:______________ 北京科技大学硕士学位论文 论文题目: 作者:_________________________ 指 导 教 师: 单位: 指导小组成员: 单位: 论文提交日期:2013年 04月 13日 学位授予单位:北 京 科 技 大 学 康永林 教授 北京科技大学 郭世宝 教授级高工 安阳钢铁集团有限责任公司3500mm 炉卷轧机生产X70钢板工艺和组织性能研究李静宇 公开 10008 TG335.5+5
铜陵有色金属集团股份有限公司铜冠冶化分公司硫资源产品升级及环保综合治理项目一次公示 铜陵有色金属集团股份有限公司铜冠冶化分公司按照《中华人民共和国环境影响评价法》和《建设项目环境保护管理条例》,委托安徽睿晟环境科技有限公司承担“铜陵有色金属集团股份有限公司铜冠冶化分公司硫资源产品升级及环保综合治理项目”环境影响评价工作,依据《中华人民共和国环境保护法》、《中华人民共和国环境影响评价法》、《环境影响评价公众参与办法》(部令第4号)等文件的相关规定,现对“铜陵有色金属集团股份有限公司铜冠冶化分公司硫资源产品升级及环保综合治理项目”相关信息进行公示。 一、建设项目名称、选址选线、建设内容等基本情况 项目名称:铜陵有色金属集团股份有限公司铜冠冶化分公司硫资源产品升级及环保综合治理项目 建设地点:铜陵市经济技术开发区铜陵有色金属集团股份有限公司铜冠冶化分公司厂址内 总投资:38462.81万元 建设内容:项目建成后将形成年产15万吨亚硫酸钠及25万吨焦亚硫酸钠的生产能力。 二、建设单位和联系方式 建设单位:铜陵有色金属集团股份有限公司铜冠冶化分公司 联系人:卢冰 联系电话(略) 三、环境影响报告书编制单位名称和联系方式 单位名称:安徽睿晟环境科技有限公司 联系人:仰工 联系电话(略) 电子邮件:874690386@https://www.doczj.com/doc/a77281780.html, 四、公众意见表网络 在建设项目环境影响报告书编制过程中,公众可下载环境影响评价公众意见表填写对该项目建设与运营过程中与环境影响评价相关的意见。
五、提交公众意见表的方式和途径 公众可自本公示之日起至环境影响报告书征求意见稿形成公示前通过发送信函、邮件、电话联系等方式,发表对项目建设的意见和建议。 (非正式文本,仅供参考。若下载后打开异常,可用记事本打开)
SVC装置在1800炉卷轧机中的应用 摘要振石集团东方特钢50万吨不锈钢炉卷轧机生产线装设了保定三伊电力电子有限公司的静止型无功补偿装置(SVC),该装置可以校正系统功率因数、滤除谐波电流、平衡三相系统、减小电压闪烁,本文介绍了SVC的设计方案和控制策略。在大量数据测量的基础上,对补偿前后的功率因数和滤波效果进行了比较和评价。该法为解决三相不对称负荷的平衡化补偿问题提供了工程实例,有利于今后工作的推广和改进。 关键词静止型无功补偿装置(SVC);电能质量;谐波;轧机;功率因数 1前言 振石集团东方特钢50万吨不锈钢炉卷轧机工程主要用电设备有:一座步进式板坯加热炉,一架立辊轧机,一架四辊可逆粗轧机,一架四辊炉卷轧机,地下卷取机及中板精整线设备等;辅助用电设施有:高压水除磷泵,水循环系统,液压润滑系统等。全厂总计算负荷为39800KW,自然功率为0.775。其中主要负荷为:炉卷轧机12000kW,两台粗轧机分别为6000kW;切头飞剪2000KW,还有立辊主传动等其它负荷。 由于炉卷轧机电机容量比较大,在轧制过程中,会产生较大的无功冲击负荷,从而造成较大的电压波动。并且由于炉卷轧机大部分为交交变频调速负荷,将产生大量的谐波电流,从而引起10kV母线上的电压总谐波畸变率和注入电网的谐波电流均超出国标GB/T14549-93《电能质量公用电网谐波》中所规定的限制和允许值。如不采取措施,高次谐波电流会对电网产生公害,危及电气设备的安全运行,以致损坏变压器、电动机及电容器等。同时,电压波形的畸变也会造成变流装置调节系统紊乱,甚至使设备不能正常运行。 综合考虑上述因素,在10kV母线安装一套SVC(静止型动态无功补偿装置)。该装置投入使用后,10kV母线上总电压畸变率和注入电网的谐波电流量低于国标所规定的限值即允许值,并将10kV母线的功率因数提高到0.95以上。 2SVC方案设计 2.1SVC容量确定 1800mm可逆轧机无功最大冲击发生在咬钢加速度段,随着轧制速度升高,无功逐渐减小,有功逐渐增大,在额定转速或以上轧制时,有功及无功比较接近。 单台炉卷轧机最大无功冲击计算: 其中:
铝箔轧机介绍 1.粗轧机的主要组成部分: 1.1 1.1 入口侧入口侧入口侧:: 三套固定储卷座:用于储存带钢套筒的铝箔卷料;两套用于储存纸套筒铝箔坯料储卷座;上料小车:液压马达驱动; 入口活动地板;开卷机:半膨胀轴与锥形环组合,当轧制纸套筒坯料时,采用膨胀方式,根据坯料卷径大小膨胀压力自动降级; 当来料为钢套筒的铝箔卷料时, 采用锥形环夹紧方式;并具有高/低速切换功能; 纸套筒铝箔坯料提升油缸纸套筒铝箔坯料提升油缸.. 1.2 1.2 轧机区轧机区轧机区:: 入口偏导辊入口偏导辊((下刀辊下刀辊):):电机驱动, 液压升降,上刀为圆盘刀,并带有吸边装置; 入口张紧液压辊: 具有大/小包角位, 液压升降; 入口固定导辊入口固定导辊::辊面为轧制线高度,两侧安装气动断箔刀; 入口框架入口框架:: 安装入口偏导辊, 入口固定导辊, 入口张紧辊, 液压摆动. 轧制线调整装置轧制线调整装置::固定在牌坊顶部, 根据上部轧辊直径由液压马达调整楔形块位置,保持轧制线; 上支承辊重量平衡油缸上支承辊重量平衡油缸::利用4个液压缸在正常轧制时平衡上支承辊重量;正/负轴弯辊缸弯辊缸::作用在两工作辊轴承箱之间共8个油缸,称为正弯辊缸; 作 用在工作辊轴承箱与支承辊轴承箱之间共8个油缸,称为负弯辊缸; 压下缸压下缸:: 安装在牌坊底部,提供轧制力或予负载,具有位移传感器和压力传感器的伺服油缸; 上/下清辊器:气缸调整清辊压力, 液压马达驱动偏心轮横向摆动; 工作辊:直径max.260mm,min.230mm,辊面长度1720mm, 辊面硬度101~105HS; 支承辊: 直径max.720mm,min.670mm, 辊面长度1670mm, 辊面硬度80~85HS; 板形辊板形辊:: 直径163mm,32个环,VIDIMON 空气轴承型,环宽50mm; 1.3出口侧出口侧:: 卷取机卷取机::锥形头座, 根据料卷直径大小夹紧压力自动升级; 助卷器助卷器:: 液压旋转, 液压张紧; 熨平辊: 气动电磁比例控制; 出口活出口活动地板动地板动地板;;卸卷小车卸卷小车; ; ; 三套固定储卷座三套固定储卷座三套固定储卷座;; 1.4 1.4 排油烟雾系统排油烟雾系统排油烟雾系统::排油烟罩排油烟罩;;风机风机;;过滤装置过滤装置;;烟囱等烟囱等.. 1.5 1.5 套筒吊运装置套筒吊运装置套筒吊运装置::出/入口悬臂吊入口悬臂吊;; 2.轧辊轴承的润滑: 采用油雾负压润滑装置,当压缩空气(加热)通过油雾发生器内的文氏喷嘴时,产生负压将油雾发生器内的润滑油抽出, 抽出后的润滑油滴在高速气流和负压环境下分裂成微小颗粒,随同扩散管内的低气压混合成油雾, 油雾通过安装在轴承箱内凝缩嘴变成油滴润滑轴承.优点:在一定的速度下, 润滑良好;省油,易于自动控制;缺点:污染空气, 污染工艺油,不适合高速轴承.现逐渐被油气润滑,稀油集中润滑代替. 3.轧制油的过滤: 净油箱净油箱→→ 轧制油供油泵(冷却泵)→水冷却器→电加热器→压力调节阀→监
世界金属导报/2011年/10月/18日/第012版 轧钢工艺 世界炉卷轧机现状和发展趋势 张九皋李敏李幼灵 2011年5月10-13日,国际炉卷轧机操作者协会(IASMO)在摩洛哥卡萨布兰卡市举行了第16届大会,这次会议的组织者是昆明钢铁控股有限公司(主席单位),东道主是MAGHREB Steel。昆钢广泛收集各会员单位的炉卷轧机运行数据。这次参加会议的有14家生产企业,共14套轧机,另外还有6家设备制造企业。回答问卷调查并提供生产数据的生产企业12家。本文通过整理分析这12家的数据,探讨世界炉卷轧机的现状和发展趋势。 1机型分析 这次参会企业的炉卷轧机机型是比较全面和有代表性的(见图1)。 芬兰奥托昆普托尔尼奥公司(Outokumpu Tornio Finland -简称OUT)的轧机布置采用粗轧+炉卷轧机+三机架精轧,很有特色并值得研究。 传统单机架炉卷轧机现在的发展方向是用炉卷轧制方法生产中厚板(Coilplate,即卷轧中厚板),它与传统的炉卷轧机有很大不同,因此,称为现代炉卷轧机。此次参会交流的单机架炉卷轧机有4套,即: 1)印度洛依德钢铁公司(Lloyds Steel Industries Ltd.,India-简称LLOY); 2)美国SSAB阿拉巴马厂(SSAB Alabama USA-简称SSAB); 3)南京钢铁公司(简称NG); 4)江阴兴澄特钢公司(简称XCG)。 而且,南钢、SSAB和兴澄特钢所生产的中厚板产品宽度都超过3m,厚度可达100mm。炉卷轧机工作辊辊身长度:南钢是3500mm,SSAB是3600mm,兴澄特钢是3750mm。 双机架炉卷轧机是近十多年来炉卷轧机发展的又一特点,此次参会交流的双机架炉卷轧机有2套,即: 1)摩洛哥玛格瑞伯钢铁公司(MAGHREB Steel, Morocco-简称MAG); 2)昆明钢铁控股有限公司板带厂(简称KG)。 除此之外,捷克洛瓦呼特钢铁厂还有一套双机架炉卷轧机,目前世界上仅此三套双机架炉卷轧机。摩洛哥玛格瑞伯公司的这套双机架炉卷轧机是去年三月才投产的,与前两套不同的是,其增加了先进的CVC轧制技术。 此次会上SMS着重介绍了摩洛哥玛格瑞伯公司的双机架炉卷轧机,Danieli重点推荐了兴澄特钢宽厚板炉卷轧机。由此可见现代炉卷轧机的两个重要发展方向。 此次参会交流的传统四辊粗轧+单机架炉卷轧机有5套,即: 1)中国台湾晔联钢铁集团(Yieh United Steel Corp., Taiwan-简称YUSCO); 2)张家港浦项不锈钢公司(Zhangjiagang Pohang Stainless Co, Ltd.- 简称ZPSS); 3)巴西安赛乐米塔尔英奥克斯公司(ArcelorMittal Inox Brazil 或Aperam South America-简称AP); 4)酒泉钢铁集团公司(简称JG); 5)山东泰山钢铁公司(简称TG)。 此为传统典型工艺布置,大部分轧机以生产不锈钢为主。 目前,炉卷轧机原料的板坯厚度大都在150-250mm之间(见图2),板坯宽度在885-3124mm 之间(见图3),板坯长度在4300-18745 mm之间(见图4)。
不锈钢炉卷轧机资料 一、装机水平 1、采用四点高压水除鳞以提高带钢表面质量。 2、粗轧机组选用一台四辊可逆万能轧机。四辊粗轧机设液压HGC和电动APC,立辊轧机设有AWC系统和SSC控制,对粗轧板坯进行宽度控制及头尾形状控制以提高收得率。 3、采用滚筒式飞剪,具有带坯头、尾优化剪切功能和碎断功能,减少板坯切头、切尾长度,提高收得率。 4、炉卷轧机设全液压AGC压下系统,对厚度进行自动控制,工作辊采用窜辊技术,并配有强力弯辊可得到良好的板材质量。 轧机压下系统中均安装测压仪、位移传感器用以进行压力、位置信号反馈和控制。 工作辊均采用四列圆锥滚子轴承,支承辊采用(动压油膜)轴承。工作辊采用无限冷硬球墨铸铁轧辊,支承辊采用(整体合金锻钢)轧辊。 5、粗轧机上设水压除尘、精轧机上设排烟罩。 6、精轧机采用润滑轧制技术。 7、粗轧机、精轧机采用横移列车配换辊拖车式快速换辊。 8、采用层流冷却系统,水量自动控制,以获得最佳的带钢冷却效果。 9、采用地下三助卷辊液压卷取机。卷筒采用低惯量无级液压涨缩式,AJC控制,助卷辊和夹送辊液压驱动。 二、飞剪 用途:切掉中间坯的头尾。 型式:转鼓式飞剪。 剪切能力:不锈钢40mm (碳钢50mm)×1600mm 剪切温度:≥ 900℃ 剪切应力:碳钢108 N/mm2 不锈钢143 N/mm2 剪切力:12000KN 剪切带坯速度:0.65~2 m/s 剪刃长度:1780 mm 剪刃布置型式:圆弧双剪刃,180o布置 转鼓中心距:1280 mm 剪刃重合度:max 5mm 剪刃间隙:0.6~0.9 mm 切头长度:≤400 mm 主传动电机:AC1200 KW 600 r/min 2台 机架辊辊子规格:Ф350×1780 mm2根 辊面线速度: 2.5 m/s 辊面标高:+800 mm 辊子传动电动机:AC6 KW 137r/min 调速2台 结构特点:飞剪位于精轧除鳞机前,它是由传动装置、机架本体、剪切机构、(剪刃间隙调整装置)、剪刃更换装置等部件组成。切头时剪刃速度应当与飞剪前辊道的速度(即板材运行速度)同步,切尾时剪刃速度应当与炉卷轧机的咬入速度同步,剪刃采用喷水冷却,夹持装置为张力弹簧(液压松驰),剪刃由专用工具更换。
浅析万能轧机咬入条件 钢铁作为国家建设的重要材料,随着时间的推移,各种生产设备也得到了较大的提升。目前,使用比较广泛的一项设备是万能轧机。该设备可生产较多类型的钢铁,包括H型钢铁、钢轨、工字钢等等。但是,任何一项设备在使用的过程中,必须满足一定的条件,才可以得到理想的产品。对于万能轧机而言,咬入条件是比较重要的一个条件,甚至有可能对钢铁的生产和设备本身造成极大的影响。因此,通过对万能轧机咬入条件的分析,能够进一步明确在实际的生产中,该如何满足钢铁的生产标准,能够对今后的设备优化,提供较多的参考。 标签:万能轧机;咬入条件;分析 相对于其他的轧机而言,万能轧机在使用过程中,自身的性能和特点都是比较突出的。目前,万能轧机在使用过程中,轧制的精度要高于一般类型的轧机,轧辊的磨损程度较低,总体上的能耗并不高,非常符合我国的钢铁加工生产要求。在大部分标准都保持高水平的情况下,咬入条件成为了现今影响万能轧机的重要内容,也是重点研究的环节。咬入条件在充分满足且提升后,将会对钢铁的加工质量和设备的性能,产生积极影响。在此,文章主要对万能轧机的咬入条件展开分析。 1 万能轧机的特点 第一,万能轧机具有四个不同辊型的轧辊构成孔型,这就对钢铁的加工生产提供了较多的可能,能够满足建设工作中,部分特殊钢铁的加工生产要求。第二,万能轧机在应用过程中,两个水平辊是主动辊,两个立辊是被动辊。这种设计虽然不是很特殊,但对于轧钢而言,主动辊和被动辊的有效设计,可提高生产效率,并且在安全性方面,也是比较理想的。第三,立辊辊型一般是平直辊,而水平辊的辊型,通常是带有外侧壁的凸型辊,如图1所示。第四,水平辊轴承座的中心面与立辊轴承座的中心面平行且超前15mm;由于采用偏心压下装置使水平辊的中心面在4的基础上再超前立辊中心面((15)2-(15-S/2)2)1/2mm,如图2。 2 确定轧件接触轧辊的顺序 对于万能轧机而言,在咬入条件的分析当中,确定轧件接触轧辊的顺序,是很有必要的,并且会对今后的设备优化和技术处理,产生较大的影响。结合以往的工作经验和当下的工作标准,文章认为,确定轧件接触轧辊的顺序,应从以下几个方面出发:第一,利用接触弦长的计算公式,计算出水平辊、立辊的接触弦长。经过详细的计算发现,当水平辊接触来料的腹板时,立辊并没有接触到轧件。第二,在加工生产中,考虑到来料腿内侧的斜度问题,发现U1的内幅宽数值,总体上要比开坯机内幅宽数值更大一些。因此,在来料腿内侧以及水平辊的接触情况方面,应进行大量的计算和分析。最终得到的结果为,水平辊在接触来料腿内侧的时候,操作人员应先于立辊接触来料外侧和水平辊接触来料腹板,这样才能得到更好的结果。