东风汽车公司标准
电镀层及化学处理层
EQY-3-95
1 主题内容与适用范围
本标准规定了汽车零(部)件的电镀层和化学处理层的技术规范及膜层的质量要求。
本标准适用于汽车零(部)件的电镀层及化学处理层的质量控制和验收。
2 引用标准
GB4956-85 磁性金属基体上非磁性覆盖层厚度测量-磁性方法
GB5270-85 金属基体上金属覆盖层-附着强度试验方法
GB6458-86 金属覆盖层-中性盐雾试验(NSS试验)
GB6460-86 金属覆盖层-铜加速醋酸盐雾试验(CASS试验)
GB6461-86 金属覆盖层-对底材为阴极的覆盖层腐蚀试验后的电镀试样的评级
GB6462-86 金属和氧化物覆盖层-横断面厚度显微镜测量方法
GB9792-88 金属材料上的转化膜-单位面积上膜层质量的测定-重量法
GB/T12610-90 塑料上电镀层-热循环试验
3 术语
3.1 主要表面
在工件的某些表面上,其镀层或化学处理层对制件的外观和(或)使用性能起着重要作用。
3.2 厚度
工件的主要表面上,凡是能与直径为20mm的球体相接触的部位上的厚度的最小值。
4 镀覆及化学处理的表示方法
4.1 电镀表示方法
基体材料/镀覆方法·镀覆名称·镀覆层厚度·镀复层特征·后处理
4.2 化学处理表示方法
基体材料/处理方法·处理特征·后处理(颜色)
4.3 基体材料为钢铁材料时,其符号允许省略。
4.4 如果镀层或化学处理层的特征、厚度、颜色及后处理无具体要求时,其符号允许省略。
4.5 表示符号
4.5.1 基体材料表示符号:金属材料用化学元素符号表示,合金材料用其主要成分的化学元素符号表示,非金属材料用国际通用缩写字母表示,如铜用Cu表示,塑料用PL表示。
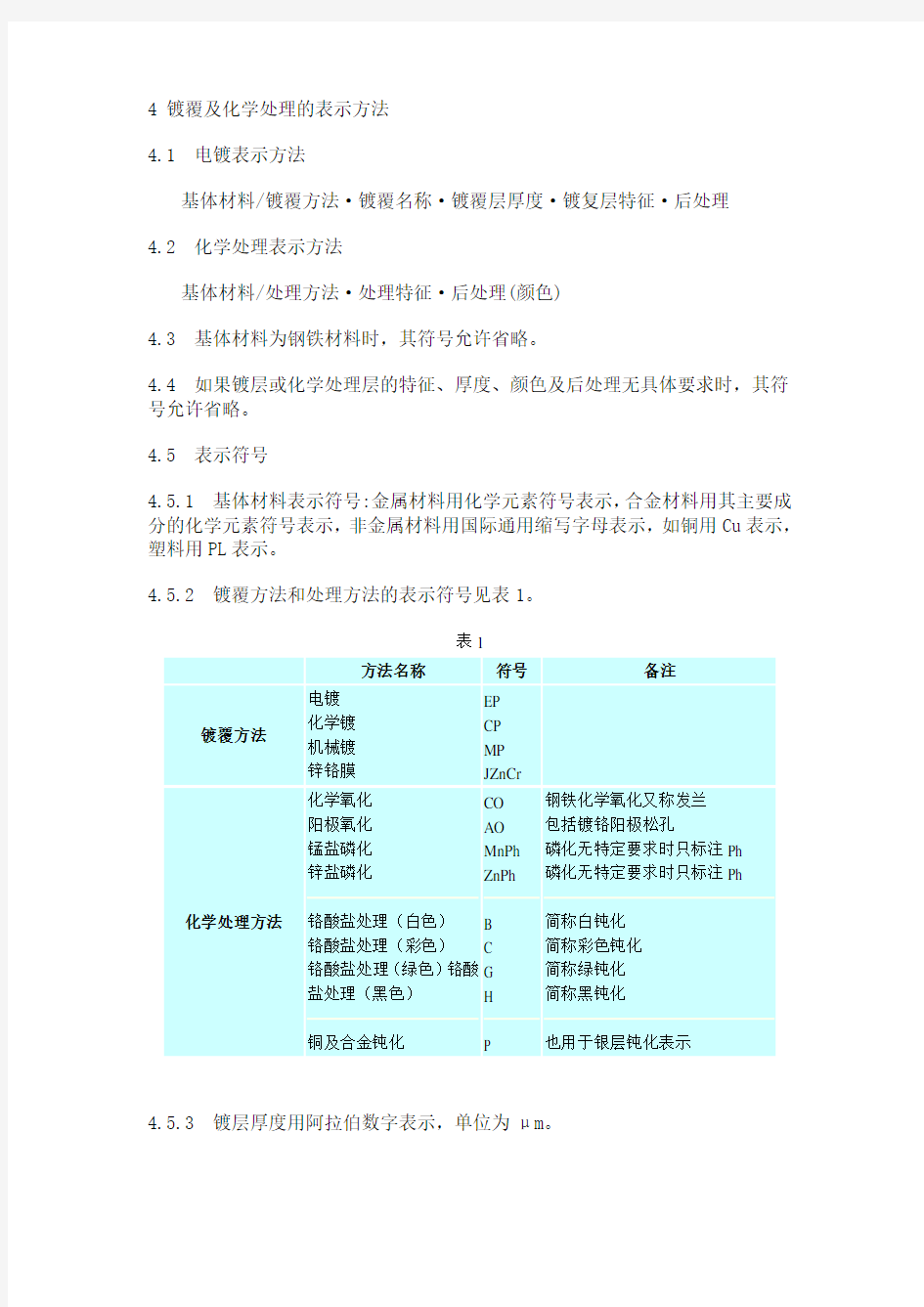
4.5.2 镀覆方法和处理方法的表示符号见表1。
表1
4.5.3 镀层厚度用阿拉伯数字表示,单位为μm。
4.6 如有特殊要求,应在镀层或化学处理层后面注明,如: EP·Zn15除氢处理
5 电镀和化学处理层在产品图纸上的标注
5.1 零(部)件所需的电镀层和化学处理层应作为"技术要求"在产品图纸上或有关技术文件中注明。
5.2 产品图中电镀层和化学处理层的标注方法一般是标注电镀层或化学处理层的标记及其标准号,如:
钢铁件镀锌:EP·Zn10B EQY-3-95
钢铁件锰盐磷化:MnPh EQY-3-95
铝和铝合金阳极氧化:Al/AO EQY-3-95
5.3 产品图上所标的零件尺寸,除螺纹外,均指镀前加工尺寸,如指包括镀层或化学处理层在内,必须注明;螺纹尺寸均指镀后(成品)尺寸。
5.4 产品图上所标的粗糙度均指镀前的机械加工粗糙度,如指镀后的粗糙度,必须注明。
6 电镀层和化学处理层使用条件分类
电镀层和化学处理层的分类根据零部件在汽车上的位置和作用来确定,见表2
表2
7 电镀和化学处理前零件质量的规定
7.1 待镀零件应无油污,油漆,金属屑,锈蚀和氧化皮。
7.2 待镀零件应无毛刺,裂纹,磕碰伤,机械变形或其它机械损伤。
7.3 热处理的零件,不允许严重脱碳,不允许带有高温烧结的污垢和锈蚀。但允许有轻微的氧化色。
7.4 焊接件应无多余的焊料和焊渣,焊缝应经喷砂或其它方法清理。
7.5 带有复杂内腔的焊接件,铸件或液压成形件,应在不影响使用的部位留有便于液,气排出的工艺孔。
7.6 不经机加工的铸件,锻件,其表面应进行喷丸或喷砂处理。喷后不应有残留的砂粒或未除尽的氧化皮和涂料烧结物。
7.7 经磨削加工的或探伤检查的零件应无剩磁,磁粉及荧光粉等。
7.8 凡设计规定有配合要求的零部件,应留有镀覆层厚度的工艺尺寸。
7.9 凡是金属和橡胶,金属和塑料,冷轧钢和未经清理的热轧钢,精加工件和毛坯件,铆焊件及其他特殊组件需要镀覆时,应先与工艺部门商定,并制定双方同意的技术验收规范。
7.10 表面粗糙度小于Ra1.6的零件,不允许有锈迹。
8 电镀层及化学处理层的技术要求
8.1 镀锌层
8.1.1 镀锌层的使用条件及厚度见表3。
注:1.紧固件的标记允许省略表示电镀的EP
2.厚的电镀锌层有一定的脆性,慎用EP·Zn25
8.1.2 普通螺纹紧固件,镀层的厚度按表4规定。
表4
注:1、上表的镀层厚度及检验方法也适用于其他镀层,以求量规统一。
2、带螺纹件的平板件,其厚度以螺纹为主,如有特殊要求需另注明。
3、对某些基体酸洗易过腐蚀的零件,镀后通端止端都要检验。
8.1.3 电镀锌后,通常用铬酸盐进行钝化处理,形成铬酸盐转化膜。铬酸盐转化膜的分类、典型外观、耐蚀性要求、使用条件见表5。
表5
注:1、彩虹色钝化允许省略标记。
2、中性盐雾试验按GB6458的规定进行,出现白色腐蚀产物的时间不能低于表 5所列数值。
3、盐雾试验前,铬酸盐转化膜需经室温下至少24h老化。
8.1.4 零件需要保证无氢脆时,应在图纸上注明"除氢处理"。
8.1.5 除氢处理应在镀后4h以内并在铬酸盐转化处理之前进行,其方法按附录A1方法进行。
8.1.6 镀锌层附着强度检验按GB5270进行,也允许将零件置于200°C烘箱中保温30min,镀层应不起泡,不脱落。
8.2 镀铜层
8.2.1 镀铜层的厚度要求及使用条件见表6。
表6
8.2.2 防渗碳镀铜部位不允许有毛刺、翻边,基体表面粗糙度不大于Ra1.6,如粗糙度大于Ra1.6时,应适当增加厚度。
8.2.3 防渗碳和防碳氮共渗,镀铜层应无孔隙,检验方法按附录A.2方法进行。
8.3 镀镍层
8.3.1 镀镍层的厚度及使用条件见表7。
表7
8.4 镀铬层
8.4.1 镀铬层的厚度和硬度要求见表8。
注:表中的镀层厚度不包括磨削量。
8.4.2 活塞环镀铬层结合强度的测定方法按附录A.3方法进行,镀层与基体不应产生分离。
8.5 镀松孔铬层
8.5.1 镀松孔铬层的厚度、松孔深度及硬度要求见表9。
表9
8.6 防护装饰性镀铬层
8.6.1 防护装饰性镀铬层的厚度及耐蚀性(CASS试验)要求见表10。
表10
注1 镀镍层建议采用双层镍,但光亮镍的厚度应不大于镍层总厚度的25%。
2 建议采用微裂纹铬或微孔铬代替普通铬。
8.6.2 允许采用不同镀层组合和厚度,但耐蚀性能必须符合该等级规定的指标。
8.7 镀银层
8.7.1 镀银层厚度及耐蚀性要求见表11。
表11
8.7.2 镀银后必须进行电解钝化,抗暗处理。
8.7.3 在钢铁上镀银时,必须先预镀铜层。
8.8 镀铅层
8.8.1 镀铅层的厚度及耐蚀性要求见表12。
表12
8.8.2 具有普通螺纹的零件,镀层的厚度及有关检验方法按8.1.2规定。
8.8.3 镀铅层孔隙率应按附录A.2方法进行检查。
8.9 镀锡层
8.9.1 镀锡层的厚度及耐蚀性要求见表13。
表13
注: 对于电气产品,允许EP·Sn3用于钎焊。
8.9.2 稳定接触电阻钢件镀锡时,必须镀以5μm 厚的铜底层。
8.10 镀镉层
8.10.1 镀镉层的厚度及耐蚀性要求见表14。
表14
8.10.2 除特殊要求外,原则上不采用镀镉层。
8.10.3 镀镉层镀后均应经彩虹色钝化处理,有特殊要求者需在产品图上注明。
8.10.4 镀镉层的弹性零件必须进行除氢处理,其方法按附录A.1方法进行。
8.11 塑料上铜+镍+铬电镀层
8.11.1 塑料上铜镍铬电镀层的厚度和耐蚀性能要求见表15。
8.11.2 允许采用不同镀层组合和不同厚度,但耐蚀性能必须符合该等级规定的指标。
8.11.3 结合强度试验,根据使用条件按GB/T12610规定的方法进行。试验周期为四个热循环,试验后镀层不应出现目视可见的缺陷,如起泡、裂纹或脱落。
8.12 化学镀镍层
8.12.1 化学镀镍层的厚度、硬度要求见表16。
注:CP·Ni25Ht表示化学镀镍后需经热处理(一般400℃1h),其硬度值为热处理后的硬度值。
8.12.2 附着强度按GB5270的规定的方法进行。
8.13 钢铁化学氧化、磷化处理
8.13.1 钢铁化学氧化、磷化处理的标记,膜层质量及使用条件见表17。
表17
8.13.2 化学氧化膜和磷化膜的孔隙试验采用点滴法,其溶液配制及其试验方法见表18。
8.13.3 化学氧化及防蚀磷化后应随即浸防锈油或乳化液,如特殊要求,须另注明。
8.13.4 膜层应均匀完整,致密,不允许有红色、绿色、白色挂灰。
8.13.5 钢铁件因材质不同,氧化后允许色泽不同。
a、碳钢、低合金钢氧化后为黑色。
b、合金钢因成份或含量不同,氧化膜允许为红褐色、兰黑色或浅黑色。
c、铸铁、铸钢的氧化膜为暗褐色。
8.13.6 单位面积上磷化膜层质量的测定按GB9792规定的方法进行。
8.14 铝及铝合金阳极氧化和化学氧化
8.14.1 铝和铝合金阳极氧化及化学氧化的氧化膜厚度及耐蚀性要求见表19。
表19
注:因材料不同,工艺不同,膜层色泽不作规定。
8.15 锌合金铬酸盐钝化处理
8.15.1 锌合金钝化处理的标记,耐蚀性和使用条件要求见表20。
表20
8.15.2 钝化膜一般为金黄色或带彩虹色。
8.16 铜及铜合金钝化处理
铜及铜合金钝化处理的标记,外观要求及使用条件见表21。
8.17 锌铬膜
锌铬膜的标记、膜层质量、耐蚀性及使用条件见表22。
表22
注:1、适用于高强度零件,不适用于在280℃以上工作的零件。
2、前处理不允许酸洗。
8.18 机械镀锌
机械镀锌的标记、镀层厚度、耐蚀性及使用条件见表23。
注:1、具有普通螺纹的零件、镀层的厚度及有关检验方法按8.1.2规定进行
2、前处理不允许酸洗。
3、镀后进行彩色钝化。
4、有润滑要求的需特殊注明。
9 检验方法与验收规则
9.1 镀层厚度的测定按GB4956或GB6462规定的方法进行。
9.2 中性盐雾试验(NSS试验)按GB6458规定的方法进行。
9.3 铜加速醋酸盐雾试验(CASS试验)按GB6460规定的方法进行。
9.4 腐蚀试验结果的检验与评级按GB6461规定的方法进行。
10 电镀层和化学处理层的质量检查
10.1 电镀层和化学处理层的厚度等级应符合产品图纸的要求。
10.2 用肉眼对电镀层和化学处理层进行外观检查,电镀层和化学处理层应完整无缺,无气泡、起皮、脱落、粗糙等现象,颜色符合本标准的技术要求。
10.3 用磁性法、阳极溶解库仑法,金相法中的一种方法对电镀层的厚度进行常规检查,当有争议时,以金相法,重量法为仲裁方法。
10.4 定期检查电镀层和化学处理层的防蚀能力。
11 缺陷处理
11.1 允许缺陷
11.1.1 镀层表面干燥后有轻微的水迹印。
11.1.2 由于零件表面状态不同,同一零件上有不均匀的颜色和光泽。
11.1.3 不可避免的轻微的挂具印。
11.1.4 在复杂或大型零件的边棱角处有轻微粗糙,但不影响装配。
11.1.5 铆接或焊接零件电镀后,在接缝周围镀层起泡或有黑斑。
11.1.6 带孔零件,其孔深超过1.5倍孔径(螺纹孔减半)的内表面允许无镀层,如有特殊要求应在图纸上注明。
11.1.7 因锻件、铸件、焊接件、冲压件或原材料带有相应技术标准所允许的缺陷而造成的镀层缺陷。
11.1.8 钝化膜有轻微的擦伤。
11.2 应返修的缺陷
11.2.1 镀层厚度不符合技术要求。
11.2.2 镀层粗糙、烧焦、麻点、起泡。
11.2.3 耐蚀性或孔隙率检验不合格。
11.2.4 转化膜、钝化膜疏松易脱落。
11.2.5 镀层经附着强度试验不合格。
11.3 应报废的缺陷
11.3.1 零件尺寸不符合图纸要求。
11.3.2 零件表面产生严重腐蚀麻坑,影响产品质量。
11.3.3 镀铬零件经返修后,其镀层产生龟裂,或附着强度仍不合格。
附录A:(标准的附录)
A.1 除氢处理
通常情况下,将零件置于180~220℃的保温箱中,保温2h以上。
A.2 孔隙率测定方法
用滤纸浸透试液(铁氰化钾10g/l,氯化钠20g/l,蒸镏水余量)贴在刚出槽或用酒精擦净的铜层上,并驱除纸下的气泡,经2~3 min后,观察滤纸上的兰色斑点,或把试液直接滴在清洗干净的零件上, 1 min后观察零件表面,出现兰色斑点,则表示镀层有空隙。
A.3 活塞环镀铬层的附着强度的测定方法
A.3.1 将镀铬后未经加工的矩形环放在测定仪的平台上,用直径为40mm,质量为1Kg的钢锤从150mm高度自由落下,钢锤头部直径10mm的端面的中心应击中镀层与基体的结合面,然后用肉眼检验铬层与基体是否分离。
A.3.2 合金铸铁环可将环折断后,用肉眼检验铬层与基体是否分离。
附录B:(提示的附录)电镀层和化学处理层的标注方法新旧对照表
镀层或化学处理层EQY-3-95 EQY-3-86
钢铁件镀锌(白色钝化) EP·Zn10B DZn10D(白色钝化)
(彩色钝化) EP·Zn10DZn10
(绿色钝化) EP·Zn10G DZn10D(军绿钝化)
(黑色钝化) EP·Zn10H DZn10D(黑色钝化)
螺纹紧固件电镀锌Zn7 Zn7D
钢铁件镀镉EP·Cd5D·Cd15
钢铁件镀铜EP·Cu15D·Cu15
钢铁件镀铅EP·Pb15D·Pb15
铜件镀铅Cu/EP·Pb15D·Pb15
螺纹紧固件镀铅Pb7 Pb7D
钢铁件镀锡EP·Sn15D·Sn15 铜件镀镍Cu/EP·Ni6 -
钢铁件镀硬铬EP·Cr13D·YCr13 钢铁件镀松孔铬EP·Cr150AO D·KCr150 钢铁件防护装饰性镀铬EP·Cu20Ni30Cr-
锌铸件防护装饰性镀铬Zn/EP·Cu20Ni30Cr -
钢铁件镀银EP·Ag15P D·Ag15 铜件镀银Cu/EP·Ag6P D·Ag6
塑料件镀铜镍铬PL/EP·Cu25Ni12Cr -
钢铁件化学镀镍CP·Ni25-
钢铁件氧化CO H·Y
钢铁件锰盐磷化MnPh5 H·ML
钢铁件锌盐磷化ZnPh10 H·FL
铝合金阳极氧化Al/AO D·Y·Al 铝合金化学氧化Al/CO H·Y·Al 锌合金钝化Zn/C H·D
铜合金钝化Cu/P H·D
东风汽车公司商用车项目总装车间钢结构安装工程 吊 装 施 工 方 案 东风汽车公司工业工程公司 2010年9月12日 目录 一编制讲明………………………………… 二工程概况………………………………………… 三施工预备……………………………………… 四施工流程……………………………………… 五施工方法………………………………………六施工进度打算…………………………………. 七劳动组织配备………………………………… 八施工质量要求……………………………….. 九安全技术措施…………………………………… 十附图………………………………………………
一、编制讲明 1、编制目的:为东风汽车公司商用车联合工厂项目总装车间钢结构安装工程而编制。
二、工程概况 1、该工程位于十堰市经济技术开发区东风大道北侧。现场原貌为山地回填整平,土质为风化碎石土及杂土,场地通过强夯地基处理,较坚实、宽敞、平坦,。现基础开挖回填后需再进行二次平坦,增设骨料垫层处理,平坦的区域全面积处理,才有利于钢柱现场堆放、钢屋架拼装,堆放。吊装施工使用。车间为南北向,车间西侧有厂区道路(已临时铺设完,可作为钢构件进场主道路使用)。见附图 2、总装车间建筑面积约45000㎡单层钢结构厂房,车间长度约为420 m;宽度为105m。主跨度为21m+33m+27m+24m(四连跨),每跨共设56个节间;伸缩缝设在25轴线,间距均为7.5m ,屋面为不对称双坡建筑,屋脊设在D轴,A轴檐口标高为+11.7m,E轴檐口标高为+13.5m,C轴标高为+14.5m,主、次钢结构总重量约2000t,钢柱共计324根,钢屋架238榀,钢托架10榀,支撑系统。 钢构件安装的要紧内容:钢柱、钢屋架、支撑系统(柱支撑、屋架上下弦支撑)、屋面檩条、墙架檩条、檩条拉条及钢天沟等构件。 三、施工预备 钢结构安装前,必须做好以下预备工作: 1、对钢构件安装施工时吊车作业的临时道路进行平坦、铺设骨料垫层压实处理; 2、复查轴线、用仪器检测预埋螺栓是否符合设计要求。 3、加工适量斜铁、垫铁(安装钢柱使用)。 4、编制施工方案,确定钢构件安装顺序。钢结构加工厂应按照钢结构安装顺序准时组织钢构件进入施工现场(卸车并保证平面堆放好,钢构件必须保证有编号标示牌)。 5、请现场监理对钢构件加工质量进行验收。(复核进场钢构件的外型几何尺寸、螺栓孔位置和型号是否正确。)
东风汽车公司 东风汽车公司始建于1969年,是中国汽车行业的骨干企业。经过三十多年的建设,已陆续建成了十堰(主要以中、重型商用车、零部件、汽车装备事业为主)、襄樊(以轻型商用车、乘用车为主)、武汉(以乘用车为主)、广州(以乘用车为主)等主要生产基地,公司运营中心于2003年9月28日由十堰迁至武汉。主营业务包括全系列商用车、乘用车、汽车零部件和汽车装备。目前,整车业务产品结构基本形成商用车、乘用车各占一半的格局。截至2004年底,公司总资产亿元(RMB),净资产339亿元(RMB),在册员工万人。 进入新世纪,东风公司着眼参与国际竞争,按照“融入发展,合作竞争,做强做大,优先做强”的发展方略,积极推进与跨国公司的战略合作,先后扩大和提升与法国标致-雪铁龙集团的合作;与日产进行全面合资重组;与本田拓展合作领域;整合重组了悦达起亚等。全面合资重组后,东风的体制和机制再次发生深刻变革。按照现代企业制度和国际惯例,构建起较为规范的母子公司体制框架,东风公司成为投资与经营管控型的国际化汽车集团。 东风公司构建了完整的研发体系,在研发领域开展广泛的对外合作,搭建起全系列商用车、乘用车研发平台及其支撑系统,进一步完善了商品计划和研发流程。东风将在消化、吸收国内外先进技术的基础上不断强化自身研发能力,提升核心竞争力。 瞻望前程,东风公司已经确立了“建设一个永续发展的百年东风,一个面向世界的国际化东风,一个在开放中自主发展的东风”的发展定位。公司将紧紧抓住我国全面建设小康社会和国内汽车市场持续走强的历史性机遇,力争通过五年的奋斗,实现产销规模、经营效益和员工收入三个翻番,企业综合实力稳居行业领先,东风品牌跻身国际。把东风建设成为自主、开放、可持续发展,并具有国际竞争力的汽车集团。
国企剥离办社会案例二从东风汽车看厂办大集体如何 混改 总部位于武汉经济技术开发区的东风汽车集团有限公司,前身是中国第二汽车制造厂,1969 年诞生于湖北省十堰市,是典型的“三线”企业 近半个世纪的历史沿革,所在城市依托功能薄弱, 涉及面广、人员多,再就业渠道有限……对志在建设世界一流车企的东风而言,即便在世界500 强中位列第81 位,旗下品牌家喻户晓,剥离企业办社会职能依然是其面临的艰巨任务。 东风目前承担了社会保险、住房公积金管理、退休人员管理、职业学校、医院、社区管理等庞杂的社会职能。其中仅社保与住房公积金、住房维修基金管理专兼职工作人员就达382 人。公司服务离退休职工、家属工共6.3万人(湖北省内5.7?f人),专兼职工作人员303 人。 职工家属区“三供业”状况也十分复杂,涉及 9万多户职工,每年补贴费用3亿多元。由于地方市政建设滞后,东风十堰基地、襄阳基地职工家属区“ 供业”由公司电网企业、自备水厂和房地产企业提
在“三供一 襄阳基地“三供 的现 实困难,根据企业各自特点选择合作伙伴。如前 文所述,相关企业均已移交市场化、 而不是将矛盾和问题直接交给地方政府, 接收企业 完成厂办大集体改革,是东风此轮改革的重要成 果,也为中国大量的此类机构转型提供了经验。 厂办大集体是计划经济时期的产物,上世纪七八 十年代,为了安置返城知识青年以及国有企业职工子 女就业,由国有企业批准并资助,成立了大批依附于 主体企业的附属厂,这就是厂办大集体。随着国企改 革的不断深化和市场经济的发展, 这些企业产权不清、 机制不活、人员富余、市场竞争力弱等问题日益突出, 大量企业停产、职工供服务。涉及“三供 亿元,在册人员 3510人,离退休人员 2595 人。 东风管理层从顶层设计开始,制定了《解决历史 遗留问题总体方案》,将其作为“十 专项任务,明确具体问题、改革项目 成时限,并将解决历史遗留问题重点项目纳入相关单 位负责人绩效考核,增加权重,落实奖惩。 业”的分离移交上,东风鉴于十堰、 一业”的特殊性及地方政府接收存在 业” 企业 8 家,净资产约 11.7 三五” 战略课题的 、牵头单位与完 、“三供 业” 企业及职工、业 专业化机构运营, 实现了政府、 主等 多方共赢。
课程论文 课程名称生产实习 课程题目东风汽车公司实习报告学院材料与能源学院 专业班级 09金属材料工程(1)班学号 姓名 任课教师毛凌波 2012 年 10 月 10 日
目录 一、实习目的 (1) 二、实习意义 (1) 三、实习要求 (1) 四、实习公司简介 (2) 1、东风汽车公司概述 (2) 2、公司架构 (2) 3、公司的发展 (2) 五、入厂安全教育 (3) 六、实习内容 (4) 1、凸轮轴 (4) 2、连杆 (6) 3、曲轴 (8) 4、缸体 (10) 5、杂件 (13) 6、发动机 (14) 七、生产车间 (15) 1、东风商用车车身厂 (15) 2、通用铸锻厂 (15) 3、变速箱厂 (16) 4、汽车总装配厂 (18) 八、改进生产的设想和建议 (19) 九、实习总结 (19) 十、自我评价 (20) 十一、致谢 (21)
一、实习目的 实习是一种实践,是理论联系实际,应用和巩固所学专业知识的一项重要环节,是培养我们能力和技能的一个重要手段。 生产实习是一门专业实践课,是我们在学习专业课程之后进行毕业设计时不可缺少的实践环节。它对于培养我们的动手能力有很大的意义,同时也可以使我们了解传统的机械制造工艺与现代机械制造技术之间的差别。生产实习更是我们走向工作岗位的必要前提,通过实习,我们可以更广泛的直接接触社会,了解社会需要,加深对社会的认识,增强对社会的适应性,将自己融合到社会中去,培养自己的实践能力,缩短我们从一名大学生到一名工作人员之间的思想与业务距离,为我们毕业后社会角色的转变打下基础。 这次在东风汽车公司的实习进一步加深了我对专业知识的理解,也使我对课题有了新的认识,明白了完成一件产品所进行的准备工作及相关流程,同时通过运用所学的专业知识进行观察,也锻炼了提出、分析并解决问题的能力。 二、实习意义 金属材料工程专业的学生通常要经过以下几个方面的实践环节,即普通劳动实践、教学实验实践、研究项目实践、工程训练实践和工业生产实践,生产实习就是其中重要的工业实践环节。生产实习是工程专业必修的一门主课,是对学生的一次综合能力的主训练和培养,要珍惜去工厂实践的机会。本专业培养的是从事金属材料领域的设计、制造、实践和研究的高级工程技术人才,学生应通过系统的理论和实践训练,学习产品制造过程的基本理论和有关设备的设计方法,学习机械制造技术和生产设备的应用,真正掌握有关工艺和工程方面的知识。要理论联系实际,在企业的实际生产中学习,不但要学习工程技术方面的知识,也要学习企业管理方面的知识。 三、实习要求 1、了解产品的机械加工工艺过程及其所在部件的装配工艺过程; 2、了解金属零件重点工序所用设备、刀具、夹具、量具和其它辅具的工作原理和结构特点; 3、了解产品质量检验时所用的量具、仪器结构和工作原理; 4、了解技术改造方面的新情况,以及数控机床、加工中心在生产中的应用情况; 5、了解生产组织和技术管理方式方法,以及保证生产安全的防护措施。
东风汽车公司标准 电镀锌层技术条件 Q/EQY-388-2002 代替EQY-3-95第8.1节 前言 本标准根据GB/T1.1-2000《标准化工作导则第1部分:标准的结构和编写规则》首次制定了《电镀锌层技术条件》。 本标准自实施之日起,EQY-3-95《电镀层及化学处理层》第8.1节"镀锌层"停止执行。 本标准由东风汽车公司标准化委员会工艺材料标准化分委会提出。 本标准由东风汽车公司工艺研究所技术归口。 本标准起草单位:东风汽车公司工艺研究所。 本标准主要起草人:郝其勋、刘晔红、刘立炳。 1 范围 本标准规定了在铁基体材料上,在水溶性电解液中,用电解的方法获得的锌层。 本标准适用于东风汽车公司产品开发部门设计的、东风汽车公司生产的各类汽车所使用的零部件及总成电镀锌层的质量控制和验收。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB 4956-85磁性金属基体上非磁性覆盖层厚度测量磁性方法 GB 5267-85螺纹紧固件电镀层
GB 5270-85金属基体上金属覆盖层附着强度试验方法 GB 6462-86金属和氧化物覆盖层横断面厚度显微镜测量方法 GB 6463-86金属和其它无机覆盖层厚度测量方法评述 GB/T 10125-1997人造气氛腐蚀试验盐雾试验 3 术语 3.1 主要表面 在工件的某些表面上,其镀层对制件的外观和(或)使用性能起着重要作用。 3.2 厚度 镀层厚度是指在工件的主要表面上,凡是能与直径为20mm的球体相接触的部位上的镀层厚度的最小值。 4 镀覆层的表示方法 4.1 通用镀覆表示方法 基体材料/镀覆方法·镀覆名称·镀覆层厚度·镀覆层特征·后处理 对于电镀锌可以是: 基体材料/镀覆方法·镀覆名称·镀覆层厚度·钝化膜类型·其它后处理4.2 铁基体上电镀锌表示方法 4.2.1 完整的表示方法 例如EP·Zn6CEQ 其中EP表示电镀;Zn表示锌;6表示镀层厚度为6μm;C表示彩色钝化;E 表示强化钝化;Q表示除氢处理(各种后处理标记见6.2节和6.3节)。 4.2.2 省略的表示方法 可以省略的内容是:表示螺纹件电镀的符号EP,表示彩色钝化的C,如果将镀层厚度省略则表示无耐蚀性要求,只需保证仓储期间不锈;不可以省略的内容是:表示强化钝化的E,表示去氢的Q(等价于在图纸上注明"去氢处理"),以及表示除彩色钝化外其它钝化的颜色符号。 5 镀前零件的质量要求
生产实习 题目名称东风汽车公司实习学生学院机电工程学院专业班级 学号 学生姓名 指导教师 2015年8 月28 日
目录 一、实习企业简介 (3) 二、安全教育 (3) 三、参观实习日程安排 (4) 四、实习内容 (4) 1、机械磨锋 (4) 2、征梦专用车 (4) 3、dci11大马力柴油发动机 (4) 4、板簧 (7) 5、4H生产线 (8) 6、标准件厂 (8) 7、试验站&质保科&产品开发科 (8) 8、变速箱(手动) (8) 9、通用铸锻厂 (9) 10、车身厂 (9) 11、总装配厂 (9) 五、讲座内容 (10) 1、打开部门系统管理的七把金钥匙 (10) 2、基于QCD的管理运营模式 (10) 3、曲轴加工工艺报告 (10) 六、实习总结和体会 (10)
一、实习企业简介 东风汽车公司:简称东风或东风公司,原名二汽,现为中国四大汽车集团之一(其它:一汽、上汽、长安),国务院国资委直接监督管理的中央企业。东风汽车公司始建于1969年,是中国汽车行业骨干企业之一。公司主要业务分布在十堰、襄阳、武汉、广州、郑州五大基地,形成了“立足湖北,辐射全国,面向世界”的事业布局。东风的故乡在车城十堰,公司总部于2004年相继迁往了武汉。主营业务涵盖全系列商用车、乘用车、发动机及汽车零部件和汽车水平事业。 公司现有总资产732.5亿元,员工12.4万人。2008年销售汽车132.1万辆,实现销售收入1969亿元,综合市场占有率达到14.08%。在国内汽车细分市场,中重卡、SUV、中客排名第一位,轻卡、轻客排名第二位,轿车排名第三位。2011年公司位居中国企业500强第13位。在2010中国制造企业500强中列第2位,仅次于中石化(中国石油化工集团公司)。 作为东风汽车公司四大基地之一的十堰,旗下拥有东风天龙、东风天锦、东风大力神系列车型,致力于成为节能减排和环境改善的商用车行业领导企业和自主研发技术领先者。而东风天龙重卡搭载了dCi11、东风康明斯等发动机,并且dCi11发动机是东风公司引进欧洲顶级的雷诺发动机后,消化吸收创新制造出的一款全新发动机,11升大功率高效节能,最低油耗为190g/kw·h,满足欧Ⅲ排放标准,并可随时升级到欧IV标准,耐久性里程100万公里。东风公司基于全新“ECO LIVE”绿色生态理念的产品和技术,还自主开发的东风LNG发动机、东风4H发动机和东风AMT变速箱等。充分利用新材料、新能源、新设计,为用户提供基于ECO、更具价值的全面运输解决方案,从而不断为节能减排、生态环境改善贡献力量。 二、安全教育 “安全第一,预防为主”,参观该公司时应注意的事项如下: (1)衣服穿戴要符合该公司的要求 (2)注意警示牌 (3)注意在厂内开动的车辆 (4)不允许开动设备 (5)不跨越设备 (6)与设备保持距离 (7)注意起重作业 (8)不掉队不登高 (9)不吸烟,不酒后入厂 (10)特殊部位不入内
东风汽车公司XX 第一篇:东风汽车公司简介第二篇:东风汽车公司简介第三篇:东风汽车公司简介第四篇:东风商用车公司简介第五篇:东风汽车公司实习报告更多相关范文 东风汽车公司简介 东风汽车公司始建于1969年,是中国汽车行业骨干企业之一。公司主要业务分布在十堰、襄樊、武汉、广州四大基地,形成了“立足湖北,辐射全国,面向世界”的事业布局。公司总部设在“九省通衢”的武汉。主营业务涵盖全系列商用车、乘用车、发动机及汽车零部件和汽车水平事业。 公司现有总资产732.5亿元,员工12.4万人。xx年销售汽车132.1万辆,实现销售收入1969亿元,综合市场占有率达到 14.08%。在国内汽车细分市场,中重卡、suv、中客排名第一位,轻卡、轻客排名第二位,轿车排名第三位。xx年公司位居中国企业500强第20位,中国制造企业500强第5位。 经过40年的发展,公司已经构建起行业领先的产品研发能力、生产制造能力与市场营销能力,东风品牌早已家喻户晓。近年以来,在科学发展观的指引下,公司的经营规模和经营质量快速提
升,公司也相应确立了建设“永续发展的百年东风,面向世界的国际化东风,在开放中自主发展的东风”的发展愿景,提出了“打造国内最强、国际一流的汽车制造商,创造国际居前、中国领先的盈利率,实现可持续成长,为股东、客户、员工和社会长期创造价值”的事业梦想。(:)如今,公司12万多员工正在为这一愿景和事业梦想而努力奋斗。展望未来,东风公司一定会在新的发展阶段,为广大用户提供更多的优质产品和服务,为社会、为国家、为中国汽车工业做出更大的贡献。 百度百科: 东风汽车公司简介: 东风汽车公司业务范围涵盖全系列商用车、乘用车、汽车零部件和汽车装备,是与中国第一汽车集团公司和上海汽车工业(集团)总公司一起被视为中国综合实力最强的三大汽车企业集团之一。xx年9月,公司的总部由十堰搬迁至武汉。xx年,公司销售汽车113.7万辆;完成营业收入1416.87亿元。xx年,公司销售汽车132.06万辆,同比增长16.12%,是行业增速的2.4倍;实现营业收入1527.13亿元,位居中国企业500强第30位,中国制造业500强第6位;综合市场占有率达14.08%,在细分市场中进一步巩固了中重卡第一、suv第一、中型客车第一、轻卡第二、轻客第二和轿车第
东风汽车有限公司薪酬分级分类管理办法 (讨论稿) 第一章总则 第一条为规范东风汽车有限公司(以下简称公司)薪酬管理模式,明确公司各级单位薪酬管理职责,结合公司各单位产权性质、地域和薪酬管理现状情况,制定本办法。 第二条分级分类管理原则 (一)支持发展与防范风险相结合 (二)合理授权与加强监管相结合 (三)贯彻指导与服务相结合 第三条本办法适用于公司各单位。 第二章分级管理 第四条按照公司、事业部、工厂(子公司)各自履行的管理职责,实行公司、事业部、工厂(子公司)三级薪酬管理体制。 第五条公司薪酬管理职责 (一)负责建立公司薪酬制度体系 (二)负责制定公司人工成本总量管理办法 (三)负责制定公司高级管理人员薪酬管理办法 (四)负责审定授权事业部薪酬分配办法 人力资源总部作为公司薪酬管理的归口部门,负责组织制订公司薪酬管理制度和相关办法;审定公司直接管理单位制订的薪酬实施细则;负责审核非直接管理单位制订的薪酬分配办法;负责监督、检查各事业部薪酬制度实施情况。 第六条事业部薪酬管理职责
(一)按照分类管理体制,负责执行公司薪酬制度或按照公司薪酬制度制订薪酬管理办法。 (二)负责审定或审核所属工厂/子公司薪酬分配办法。 事业部人事部门作为事业部薪酬管理的归口部门,负责审定所属工厂/子公司薪酬实施细则;负责审核授权子公司制订的薪酬分配办法;负责监督、检查所属各单位薪酬制度执行情况。 第七条工厂/子公司薪酬管理职责 根据薪酬管理方式分类不同,负责按照公司薪酬制度制订薪酬分配办法或按照事业部薪酬分配办法制订实施细则。 工厂/子公司人事部门作为工厂/子公司薪酬管理的归口部门,负责监督、检查下属单位的薪酬分配办法执行情况。 第八条各单位在按照分级管理流程制订薪酬分配办法时,必须提交上级单位审批或审核。未经审批或审核擅自执行的,公司将追究单位主要领导责任。 第三章分类管理 第九条依据各单位产权关系、地域和薪酬管理现状,公司实行薪酬分类管理体制,将薪酬管理方式分为三类(对应单位明细见附件1)。 A类:由公司直接管理,执行公司的基本薪酬制度。 B类:由公司授权,自行设计薪酬制度,公司HRC批准后执行C类:按照企业法人治理结构要求,自行设计薪酬制度,经公司审核,本单位董事会批准后执行。 公司将根据各类单位的产权关系和薪酬管理状况变化,适时调整对有关单位的薪酬管理方式。
东风汽车公司供应链融资问题探讨 中文摘要 近年来,全球大环境都在发生着变化,信息化的发展、经济全球化、以及各种管理思想的不断创新,竞争方式已经在企业间发生了改变。从以前的依靠销量来抢夺市场份额的方法过度到了凭借打造更加高效、更加稳定、更加安全和更加低成本的供应链体系的方法。这也意味着供应链竞争时代的展开。很多先进的大型企业已经越来越重视从全局的角度出发管理供应链的产品生产和资金流动。这样的大环境催生了供应链融资系列产品的问世。供应链融资可以说是企业供应链与银行金融创新相结合的新生儿,一般以处于供应链核心地位的企业为中心和连接,将银行和供应链中的中小企业联系起来,盘活整个供应链的资金流动性,优化产业链的生产效率,也增加了供应链中中小企业经营的稳定性,提高整个产业链的综合竞争力。 本文选取了国内汽车行业领先企业东风汽车公司为例,以核心企业为整个供应链方案设计的出发点,从供应链上各节点的融资需求和特点分析东风企业已经实施的具体供应链融资案例,并提供一些新的思考以及发现在东风汽车公司已经实施的案例中已经存在的一些问题并试着提出一些解决问题的办法。 本文的研究有两方面,一方面是在实际操作中,提供了从核心企业出发协调整个供应链融资方案的角度,核心企业和多方的联系均比较密切,且有着更多的话语权,可以提高融资效率降低融资风险。对于促进汽车行业的产业升级具有一定的现实意义。另一方面,对于丰富目前国内的供应链融资理论研究也有一定的补充。 关键词:供应链融资;核心企业;融资方案 Abstract Since twenty-first Century, the global environment is changing, the development ofinformation technology, economic globalization, as well as a variety of management ideasof innovation, competition has changed in the enterprise. From the previous rely on sales tosnatch market share of the method over to rely on to build more efficient, more stable,more secure and more low-cost supply chain system. This also means that the supply chaincompetitive era. Fully grasp and manage the enterprise supply chain product flow andcapital flow, improve the ability of supply chain capital utilization, has been highly valuedby many large enterprise groups. In this context, the concept of supply chain finance is anew concept in the field of people's vision. As the keystone of the financial innovation inthe enterprise of IIFC in new forms and bank, supply chain financing is generally from thecore enterprise of through on financial products and service flexibility in the use of fundsmanagement where the entire supply chain, to help in the downstream enterprises go
东风商用车总装配厂线边集配物流优化研究2017年,东风商用车公司将其他工厂逐渐集中到西坪工厂(总装配厂)及 其周边。目前,张湾工厂正在与西坪工厂(总装配厂)合并,为了填补张湾工厂因关闭而降低的产能,东风商用车总装配厂不得不开设新的生产线来确保产量平衡。对十堰东风商用车总装配厂第八生产线集配区的物流进行优化,通过对集配区进行5S,增加KIT供给品種数,优化集配区料架及料盒的摆放等措施,为后续总装厂开设新生产线,提高产能打下基础。 标签:东风商用车总装配厂;线边集配物流;优化;KIT供给 1 引言 长久以来,汽车制造企业一直致力于降本增效,而汽车总装配厂的生产物流成本节约则更具代表性。本文选取十堰市东风商用车总装配厂内饰车间八线作为研究对象,对其线边集配物流的运行现状进行改善。 十堰市东风商用车在2011年与沃尔沃合资后,卡车成为其重要产品,相比轿车,卡车的装配零件品种更多,数量更大,因此物流成本成为经营面临的重要问题;此外,由于十堰市独特的地形特点,导致运输物流的成本过高。为了降低物流成本,2017年东风商用车公司将其他工厂逐渐集中到西坪工厂(总装配厂)及其周边。目前,张湾工厂正在与西坪工厂(总装配厂)合并,但关闭张湾工厂意味着产能的降低,如何使总装厂的产能提升,是目前最需要考虑的问题。为了填补张湾工厂关闭而降低的产能,东风商用车总装配厂不得不开设新的生产线,以保证生产量的平衡。因此,本文对十堰东风商用车总装配厂第八生产线集配区的物流进行优化,以达到节省车间面积,建立更多生产线,提高产能的目的。 2 线边集配物流运行现状 总装厂八线以高端重型车的生产为主,集合车身、车架、总装、整车储运、KD发交五大业务于一体,是具有行业标杆水平的重卡装配工厂。八线启动的时点处在国内汽车行业各工厂将利润增长点转向重卡,纷纷新建或扩建重卡生产能力的时期。 2.1 运行情况简介 东风商用车总装配厂的生产属于小批量、多品种的混流生产方式,总装作业和内饰装配作业采用两班制,每班7.5小时的生产制度;标准年工作日为244天,最大年工作日为270天;车间的综合开动率为90%。八线的基本生产参数见表1。 八线年产量为44130台,日产量为200台,每天平均工作时长为19小时,单位时间工作量为10.5台/小时,综合节拍生产每台需要5.7分钟。
浅析东风汽车公司企业战略 课程名称企业战略管理 学院 班级 学号 姓名 浅析东风汽车公司企业战略 摘要:改革开放以来,中国汽车工业进入了一个飞速发展的阶段。随着我国经济的高速发展和人民生活水平的不断提高,我国汽车消费需求在今后相当长的时期
内将保持较快增长。特别是中国加入WTO以后,中国汽车工业融入了世界汽车工业的大家庭,东风汽车公司面临着新的机遇和更严峻的挑战。本文就是在这样一个背景下对东风汽车公司进行研究分析。 关键词:东风汽车公司战略管理环境分析战略目标 一、企业背景资料: 东风汽车公司始建于1969年,是中国汽车行业骨干企业之一。公司主要业务分布在十堰、襄樊、武汉、广州四大基地,形成了“立足湖北,辐射全国,面向世界”的事业布局。公司总部设在“九省通衢”的武汉。主营业务涵盖全系列商用车、乘用车、发动机及汽车零部件和汽车水平事业。 公司现有总资产732.5亿元,员工约13万人。2010年汽车销量达到262万辆,近5年销量年均增长29.1%,快于行业3.4个百分点。在市场竞争不断加剧的情况下,市场地位得到巩固提升,市场占有率由2005年的12.7%提升至2010年的14.5%,提高了1.8个百分点。。在国内汽车细分市场,中重卡、SUV、中客排名第一位,轻卡、轻客排名第二位,轿车排名第三位。2008年公司位居中国企业500强第20位,中国制造企业500强第5位。2010年,公司汽车销售达到260万辆,位列国内汽车行业第二位。同时,位列世界企业500强第182位,中国企业500强第13位,中国制造企业500强第2位。 经过40年的发展,公司已经构建起行业领先的产品研发能力、生产制造能力与市场营销能力,东风品牌早已家喻户晓。近年以来,在科学发展观的指引下,公司的经营规模和经营质量快速提升,公司也相应确立了建设“永续发展的百年东风,面向世界的国际化东风,在开放中自主发展的东风”的发展愿景,提出了“打造国内最强、国际一流的汽车制造商,创造国际居前、中国领先的盈利率,实现可持续成长,为股东、客户、员工和社会长期创造价值”的事业梦想。 二、企业战略目标: 东风汽车公司最近10年来的发展,走的是一条着眼于参与国际竞争,按照“融入发展,合作竞争,做强做大,优先做强”的发展方略,借与跨国公司的战略合作推动企业发展之路。公司先后扩大和提升与法国PSA集团的合作;与日产进行全面合资重组;与本田拓展合作领域;与江苏悦达集团、韩国起亚整合重组东风悦达起亚;与重庆渝安创新科技(集团)公司合资成立东风渝安车辆有限公司,生产东风小康微车等。全面合资重组后,东风的体制和机制发生深刻变革。按照现代企业制度和国际惯例,构建起较为规范的母子公司体制框架,东风汽车公司成为投资与经营管控型的国际化汽车集团。 东风公司构建了完整的研发体系,在研发领域开展广泛的对外合作,搭建起全系列商用车、乘用车研发平台及其支撑系统,进一步完善了商品计划和研发流程。东风将在消化、吸收国内外先进技术的基础上不断强化自身研发能力,提升核心竞争力。 瞻望前程,东风公司已经确立了“建设一个永续发展的百年东风,一个面向世界的国际化东风,一个在开放中自主发展的东风”的发展定位。公司将紧紧抓住中国全面建设小康社会和国内汽车市场持续走强的历史性机遇,力争通过五年
东风汽车公司发展历程 1.公司概况 东风汽车公司始建于1969年,是中央直管企业之一。公司主要业务分布在十堰、襄樊、武汉、广州四大基地,形成了“立足湖北,辐射全国,面向世界”的事业布局。公司总部设在“九省通衢”的武汉。主营业务涵盖全系列商用车、乘用车、发动机及汽车零部件和汽车水平事业。 2010年,公司汽车销售达到260万辆,位列国内汽车行业第二位。同时,位列世界企业500强第182位,中国企业500强第13位,中国制造企业500强第2位。公司现有员工13万多人。 经过40多年的发展,公司已经构建起行业领先的产品研发能力、生产制造能力与市场营销能力,东风品牌早已家喻户晓。近年以来,在科学发展观的指引下,公司的经营规模和经营质量快速提升,公司相应提出了建设“永续发展的百年东风,面向世界的国际化东风,在开放中自主发展的东风”的发展愿景,确立了做强做优,建设国内最强、国际一流汽车制造商的奋斗目标。展望未来,东风公司一定会在新的发展阶段,为广大用户提供更多的优质产品和服务,为社会、为国家、为中国汽车工业做出更大的贡献。 2.企业文化 公司使命: 制造优质汽车,提供满意服务,优化生活质量,实现人与自然的和谐 公司价值观: 讲究诚信,崇尚业绩,奉献社会 公司经营理念: 关怀每一个人,关爱每一部车 公司企业哲学: 学习创新超越 公司企业精神: 实现价值挑战未来 公司的经营理念是要使公司的战略、公司的计划、公司的行为都体现出关怀员工、关怀用户、关怀股东、关怀合作伙伴的人本意识,体现出精益求精、质量过硬的产品意识,体现出对社会、对环境的责任意识
3.发展历程 4.经营业绩 近年来,东风公司产销持续增长,经营规模接连跨过100万辆、200万辆,2010年达到262万辆,近5年销量年均增长29.1%,快于行业3.4个百分点。在市场竞争不断加剧的情况下,市场地位得到巩固提升,市场占有率由2005年的12.7%提升至2010年的14.5%,提高了1.8个百分点。公司在发展中坚持盈利优先原则,经营质量位居行业前列。被国务院国资委授予“绩效进步特别奖”和“业绩优秀企业”。
十堰实习报告 班级:10车辆 姓名: 学号:2010120134 实习地点:湖北省十堰市东风有限公司风神发动机厂实习时间:2013年4月6-4月12 带队老师:吴老师,张老师,李老师,余老师,华老师
这次实习是我们踏入社会的一次尝试,是将实践与理论相结合。我们四月六号早上六点钟出发,坐车到武汉,之后转乘九点钟的火车,差不多到下午3点半到十堰,五点钟左右就到目的地啦,一天的车程也结束啦,第二天,和班里的同学集体去武当山转啦一下,证实一句名言,到十堰不能不去武当山,去拉武当山,才发现被欺骗,当然这只是开句玩笑,武当山确实值得一看。之后便是紧张的实习安排啦。如下表 商用车公司发动机厂实习培训交接记录 业 DCI118:19:01全教育11:4010:00—入场实习14:10----15:40 1 车连杆类下午轴间50 上二箱体车8:10----9:4H缸体周1 午间14:10:---15:40 轴轮凸类下午轴车1
间. 周三上机修车磨锋工8:10----9:50 午间段1 14:10:---15:406100 下1 8:10----50 装1 14:10:---15:40 下曲1 东风汽车有限公司商用发动机厂简介: 东风汽车有限公司商用发动机厂是东风汽车有限公司下辖的中重型商用车事业部,位于中国湖北省十堰市武当山麓,汉水河畔,交通便
利,环境优美。现有工业建筑面积28万平方米,各类设备2300多台(套),固定资产4.69亿元,主要业务为“东风”品牌中重型载货汽车、专用车、客车、客车发动机,是一家汽油、柴油并举,中、轻、农配套的多品种汽车发动机生产企业,具有年产20余万台发动机的综合生产能力。 伴随着东风汽车公司的发展,发动机厂积累了四十年的发动机制造经验,累计生产了近300万台发动机,不仅有着坚实的管理基础、先进的硬件设施和高质量的产品,而且有着一支训练有素的员工队伍。 在新的世纪里,发动机厂已不仅仅是东风汽车公司的主机厂,而且还是面向国际和国内各类车型配套的首选厂家。为了满足市场和法规的需要,发动机厂注重新产品的开发和产品的市场适应性开发,是国内唯一一家汽、柴、天然气并举的生产单位。现已形成EQ6100、EQ6105、EQ491汽油机和EQD6102、EQ6105DD、EQ4105D柴油机等六大系列产品,包括二十余种变型品种,如EQ6100、EQ6105及EQ491的LPG或CNG两用燃料发动机及EQ491电喷发动机。产品功率涵盖90-412Ps,排放均达欧II,部分产品可持续达欧III、欧IV水平。发动机厂与东风汽车工程研究院联合成立的发动机开发与应用研究所,具有快速的开发能力,发动机厂大力发展零部件产业为主机厂提拥有以引进的大型发动机厂坚持质量兴厂的方针,供优质的零部件。. 三坐标仪、发动机检测试验台架为代表的一整套高精计量检测设备。工厂先后通过了ISO-TSI6949、ISO18000、GB/T19022-2003环境及质量体系认证。
浅谈技师培养课程开发——以东风汽车公司高级技工学校为例 发表时间:2010-08-11T17:37:19.937Z 来源:《西部科教论坛》2010年第5期供稿作者:郝社教 [导读] 本文在对东风汽车公司高级技工学校进行调研的基础上,从技师层次的培训角度入手 郝社教东风汽车公司高级技工学校湖北十堰442002 摘要随着市场经济的发展,技师学院应运而生。本文在对东风汽车公司高级技工学校进行调研的基础上,从技师层次的培训角度入手,讨论了技师培养课程的开发中需要注意的事项和需要解决的问题。 关键词三个面向改革创新 一、技师培养特点 在我国以培养研究型、工程型或应用型的高等专门人才或拔尖创新人才为任务的普通高等学校,已形成了自己稳固的教学体系,而技师学院在招生对象,培养任务等各方面都与普通高等学校迥然不同,因此在办学理念,人才培养规格,专业设置,课程开发及教学模式诸方面都不能沿袭普通高等学校的那一套成熟做法,必须从无到有,从粗到细,创建并不断完善自己的教学体系,才能加速培养社会与现代企业需要的高技能人才。 目前我公司技师学院的招生对象主要是高中应届毕业生及同等学历中职学校毕业生,因此技师培养的课程开发、设置要以此为出发点。我院的培养模式按“双证书”模式安排: * 培养目标:学院突出学生动手能力的培养,全面实施素质教育。 * 培养方式:双元制教学。 * 生源:高中毕业生、技工学校及其他中等职业学校毕业生。 * 学制4.5年,经考试合格发给大学本科毕业证书和技师学院结业证书。 * 另外通过国家职业技能鉴定考试合格者发技师职业资格证书。 二、技师培养课程的开发 1. 课程开发的指导思想 课程是办学理念、培养目标的载体。技师学院有自己特定的教育对象和培养高技能人才的培养目标,不能照搬普通专科学校或普通高校以学科知识为主线的课程体系,而要创建以培养职业能力为主线的新课程体系。技师课程开发要从实际出发,根据社会及企业的需要,坚持按需施教、学用结合、讲究实效的原则,重点进行本行业、本工种的技术理论知识和新工艺、新设备、新材料等新兴科学技术知识的培训及必要的安全生产、职业道德方面的培训。 课程的开发要全面体现“教育要面向现代化,面向世界,面向未来”的时代精神,解放思想、更新观念、积极探索、勇于创新,开创以就业为导向,以服务为宗旨的职业教育新局面。 2.课程开发的前期准备 要作好技师课程开发工作,必须做好市场调查,根据市场需求制定招生计划,开展招生报名工作,同时根据所招收学员的情况制订教学大纲。这一环节至关重要,在市场调查中,要以企业用人为导向,不仅要掌握企业目前所需人才的动向,还要想企业所想,前瞻性的为企业发展做人才知识和技术的储备,在培训内容上预留企业发展所需的技术,这样我们培养的人员才能既实用又不过时,企业才会欢迎,才能为我们今后的培养招生带来更广阔的市场。为了确保技师培养目标的实现,技师学院要根据大纲制订教学计划表、组织好教学。综上所述,开发程序如下: 市场调查——制定招生计划——根据学生情况制定教学大纲——制定教学计划表——组织教学。 3.课程开发的基本原则 (1)、确定专业培养目标,打造专业特色和品牌 确定专业培养目标是课程开发的先决条件。必须全面贯彻党的教育方针,依据国家教育部门对本专业人才的要求,结合本专业、本地区、本学院的实际情况,确定人才培养目标和学生知识、能力、技能、素质结构,努力创造自己的特色和品牌。 (2)、突出针对性和应用性 要以技术应用能力和基本素质培养为主线开发专业课程。基础理论以应用为目的,以“必须、够用”为度,以讲清概念、强化应用为教学重点;专业教学要加强针对性和应用性。要注意培养学生的科学思维方法和创新精神,课程结构要保持一定的系统性和内在联系性。同时,应使学生具备一定的适应能力和可持续发展的基础。 (3)、优化课程体系 根据技师培养目标,充分考虑理论教学、实习教学、课程设计内容和课时比例,培养学生成为动手能力强、综合素质高的高技能人才。并构建与其相适宜的课程体系和选择与其相适宜的教材。各专业在考虑课程设置时,应结合我院和专业的实际情况,要突出技师的培养,在专业能力的培养方面应充分考虑如何与国家劳动和社会保障部职业技能鉴定中心颁发职业资格证书的考核标准的衔接问题。 4.课程开发模块的分配 根据技师学院现在学生的实际情况和国家高级工、技师的职业标准,我院技师培养课程体系开发由理论环节(含公共课、专业基础课和专业方向课)和实践环节所构成。其中公共课与专业基础课程要提高学生文化涵养和基本职业素质,达到国民人格素质的要求和较高文化知识的要求;专业方向课和实践环节主要培养学生的职业技术和职业能力,达到技师的职业资格标准的要求。同时德育教育渗透在各类课程之中,培养学生做为合格公民或企业员工所需要的基本道德素质。专业基础课提供各专业横向共同的知识平台,专业方向课提供专门工种的技术。课程体系最终要培养出社会和现代企业需要的高素质、高技能的的应用型人才。 设置公共课、专业基础课程以“必需、够用”为度,不追求学科知识的系统性和完整性,突出基础性与应用性,精减内容,缩短课时。相关课程及学时安排如下: * 公共课:开设政治理论、大学英语、科技创新与论文写作、高数及体育等课程,占总理论课时数的29.2%;。 * 专业基础课:强调各学科的横向整合,以便设置一个大专业的知识平台,例如汽车、机械、数控与模具等行业的专业都开设画法几
东风汽车公司员薪酬制度的设计 一、背景资料 东风汽车公司是与中国第一汽车集团公司和上海汽车工业(集团)总公司、中国长安汽车集团股份有限公司一起被视为中国综合实力最强的四大汽车企业集团之一。其前身是1969年始建于湖北十堰的“第二汽车制造厂”,经过三十多年的建设,已陆续建成了十堰(主要以中、重型商用车、零部件、汽车装备事业为主)、襄阳(以轻型商用车、乘用车为主)、武汉(以乘用车为主)、广州(以乘用车为主)四大基地。除此之外,还在上海、广西柳州、江苏盐城、四川南充、河南郑州、新疆乌鲁木齐、辽宁朝阳、浙江杭州、云南昆明等地设有分支企业。其业务范围涵盖全系列商用车、乘用车、校车、汽车零部件和汽车装备。 公司总部设在“九省通衢”的武汉。主营业务涵盖全系列商用车、乘用车、发动机及汽车零部件和汽车水平事业。公司现有总资产732.5亿元,员工12.4万人。2008年销售汽车132.1万辆,实现销售收入1969亿元,综合市场占有率达到 14.08%。在国内汽车细分市场,中重卡、SUV、中客排名第一位,轻卡、轻客排名第二位,轿车排名第三位。2008年公司位居中国企业500强第20 位,中国制造企业500强第5位。 经过39年的发展,公司已经构建起行业领先的产品研发能力、生产制造能力与市场营销能力,东风品牌早已家喻户晓。在科学发展观的指引下,公司的经营规模和经营质量快速提升,公司也相应确立了建设“永续发展的百年东风,面向世界的国际化东风,在开放中自主发展的东风”
的发展愿景,提出了“打造国内最强、国际一流的汽车制造商,创造国际居前、中国领先的盈利率,实现可持续成长,为股东、客户、员工和社会长期创造价值”的事业梦想。如今,公司12万多员工正在为这一愿景和事业梦想而努力奋斗。展望未来,东风公司一定会在新的发展阶段,为广大用户提供更多的优质产品和服务,为社会、为国家、为中国汽车工业做出更大的贡献。 东风公司构建了完整的研发体系,在研发领域开展广泛的对外合作,搭建起全系列商用车、乘用车、校车研发平台及其支撑系统,进一步完善了商品计划和研发流程。东风将在消化、吸收国内外先进技术的基础上不断强化自身研发能力,提升核心竞争力。 瞻望前程,东风公司已经确立了“建设一个永续发展的百年东风,一个面向世界的国际化东风,一个在开放中自主发展的东风”的发展定位。公司将紧紧抓住中国全面建设小康社会和国内汽车市场持续走强的历史性机遇,力争通过五年的奋斗,实现产销规模、经营效益和员工收入三个翻番,企业综合实力稳居行业领先,东风品牌跻身国际。把东风建设成为自主、开放、可持续发展,并具有国际竞争力的汽车集团。 二、薪酬制度 (一)薪酬制度原则 1.公平原则。公平是薪酬设计的基础,只有员工认为薪酬体系是公平的才能产生认同感。 2.竞争原则。企业想要获得具有竞争里的优秀人才,必须要制定出一套吸引人才的薪酬制度,这样才能减少人才的流失。