模块四锉配凹凸体
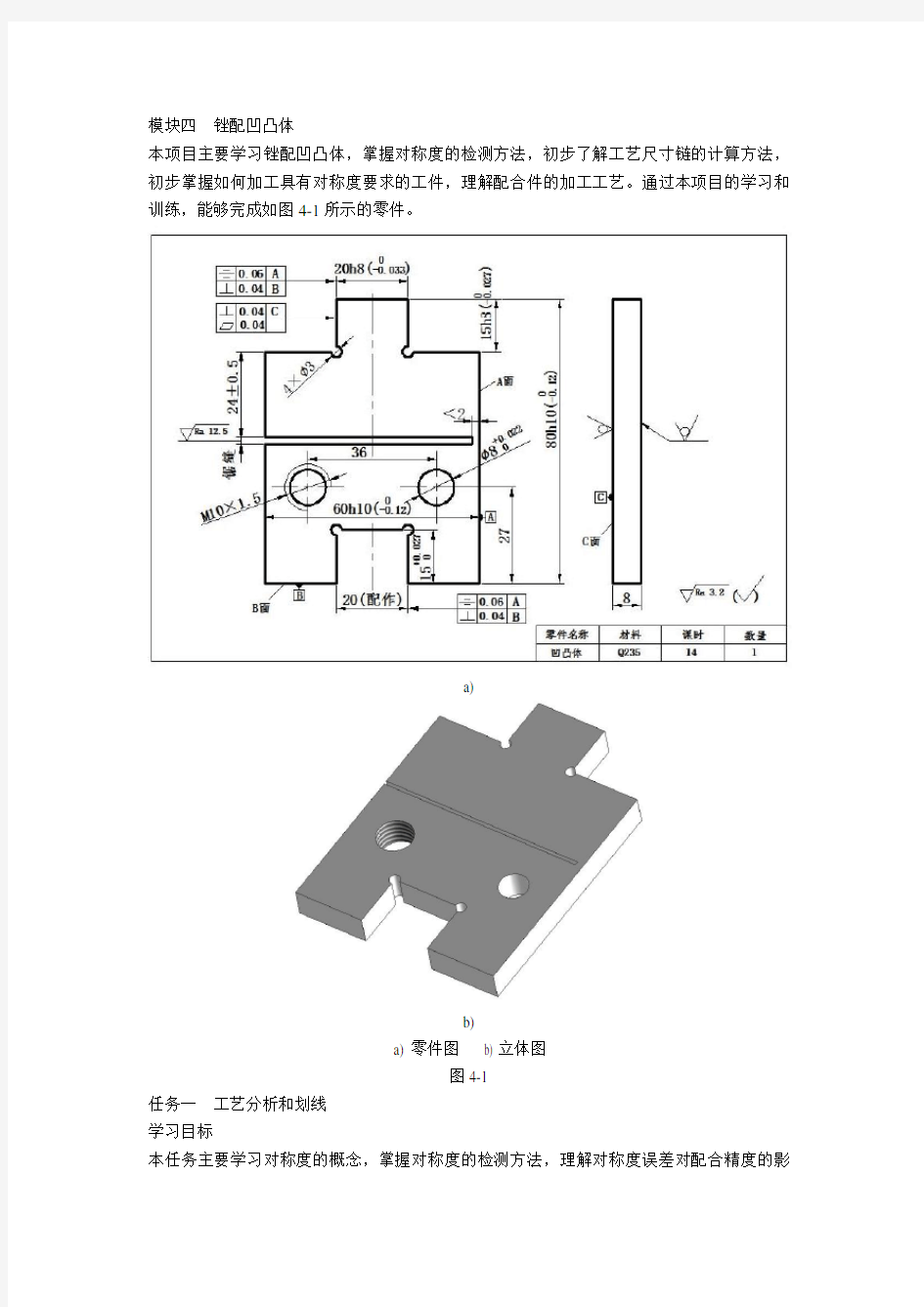
本项目主要学习锉配凹凸体,掌握对称度的检测方法,初步了解工艺尺寸链的计算方法,初步掌握如何加工具有对称度要求的工件,理解配合件的加工工艺。通过本项目的学习和训练,能够完成如图4-1所示的零件。
a)
b)
a) 零件图 b) 立体图
图4-1
任务一工艺分析和划线
学习目标
本任务主要学习对称度的概念,掌握对称度的检测方法,理解对称度误差对配合精度的影
响和配合件加工工艺。通过本任务的学习,掌握对称形体的划线方法。
相关知识
一、图样分析
1. 尺寸
图4-1所示零件的7个尺寸有尺寸公差要求,加工难度较大,也决定了配合的精度。在加工时,应先加工凸形件,保证尺寸正确,随后加工凹形件,其尺寸应根据凸形件的实际尺寸,进行配作。
2. 形位公差
图4-1所示零件共有三类形位公差,分别是对称度、垂直度、平面度。本节主要介绍对称度。形位公差不合格可能导致两件无法配合,因此,在加工过程中,需要时刻注意控制形位公差。
3. 基准及工艺孔
图4-1所示零件共有三个基准,基准A表示以工件中心对称面为基准;基准B表示以工件小平面为基准;基准C表示以工件大平面为基准。A、B平面需要锉削加工,C平面不加工。为方便加工,零件上还需加工四个工艺孔。在加工凹形件时,还需要钻排孔。
二、对称度的概念
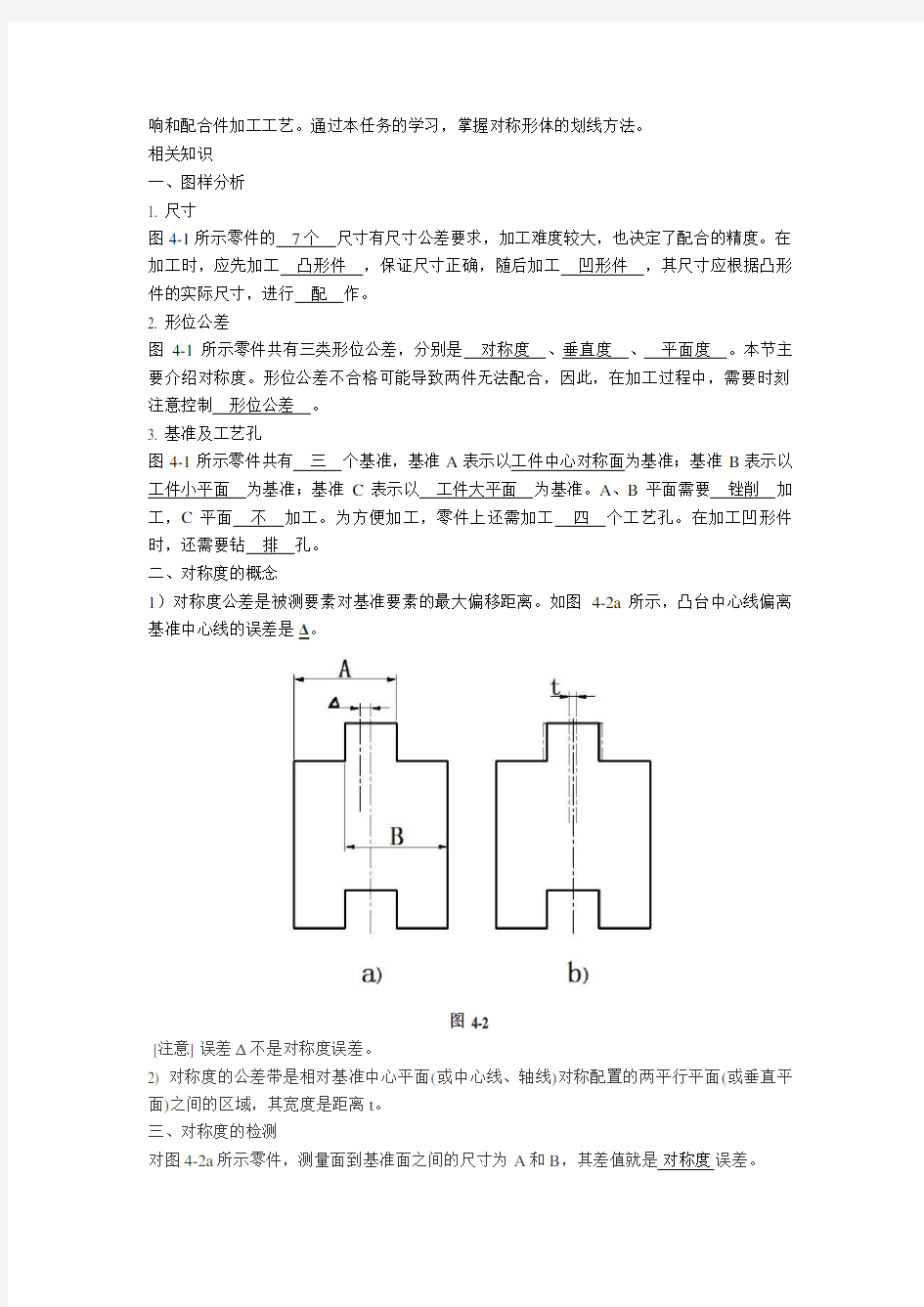
1)对称度公差是被测要素对基准要素的最大偏移距离。如图4-2a所示,凸台中心线偏离基准中心线的误差是Δ。
图 4-2
[注意] 误差Δ不是对称度误差。
2) 对称度的公差带是相对基准中心平面(或中心线、轴线)对称配置的两平行平面(或垂直平面)之间的区域,其宽度是距离t。
三、对称度的检测
对图4-2a所示零件,测量面到基准面之间的尺寸为A和B,其差值就是对称度误差。
[说明] 由于受测量方法和量具精度的限制,用这种方法测量的对称度误差较大。
四、对称度误差对配合精度的影响
对称度误差对转位互换精度的影响很大,控制不好将导致配合精度很低。
如图4-3所示,如果凹凸件都有对称度误差为0.05mm,县在同一个方向,原始配合位置达到间隙要求时两侧面平齐(图4-3a);而转位180°做配合时,就会产生两基准面错位误差,其误差值为 0.10mm ,使工件超差(图4-3b)。
图 4-3
技能训练
一、工艺分析
1. 毛坯
尺寸为62mm×82mm×8mm的Q235钢。
材料选用Q235钢,这是一种常见的普通碳素结构钢。杂质较多,但冶炼容易,工艺性好,价格便宜,产量大,在性能上能满足一般工程结构及普通零件的要求,常用于受力不大的机械零件。
Q235含义为屈服点为235MPa的碳素结构钢。
2. 工艺步骤
1) 检查毛坯。
2) 如图4-4所示,粗、精加工平面A;再以A面为基准,加工平面C,并保证两者的垂直度和各自的平面度。
3) 精加工A的平行平面B。
4) 按加工所得两平行平面的实际尺寸,计算出中心位置尺寸L/2。用高度游标卡尺,以A 面为基准划中心线1。
5) 将工件翻转后以B面为基准,划中心线2。如果中心线1、2重合,则中心线位置准确;如果不重合,如图4-4b所示,将高度游标卡尺调到中心线1、2中间的位置,再次划线。反复进行,直到分别以A、B两面为基准,所划的中心线重合为止,如图6-4a所示。
6) 以对称中心线为基准划出其他位置线。
7) 以相邻面为基准,划出另外两条线。
图 4-4
8) 以中心线和底平面为基准,划出两个孔的位置。
9) 检查尺寸,打样冲眼。完成划线工序,如图4-5所示。
二、操作要求
1) 划线前应看懂图样。
2) 为了能对凸形体的对称度进行控制,60mm处的尺寸
必须要测量准确。实际操作时,可以取多点的平均值,
以提高测量精度。
3) 对划线、尺寸反复校验,确认无误后,才能打样冲
眼。
三、注意事项
1) 使用千分尺时,一定要注意读数方法。读千分尺有两
种方法,一种是当棘轮装置发出咔咔声后,并轻轻晃动
尺架,手感到两测量面已与被测表面接触良好后,即进
行读数,然后反转微分筒,取出千分尺。另一种方法图 4-5
是用上述方法调整好千分尺后,锁紧,取下读数。
2) 凹凸体盲配加工的难点在于尺寸的控制。因此,从划线开始,每一步工序都要适时检测,以保证尺寸准确。
3)加工前必须检测毛坯是否符合图纸要求。
①尺寸是否大于60mm×80mm(用游标卡尺或金属直尺测量)。
②厚度是否为8mm(游标卡尺测量)。
③基准面的平面度是否合格(刀口形直尺测量)。
4)工件在检测之前必须先去除毛刺,并对测量面和被测量面进行清洁。
5)加工过程中,基准面需要用软钳口保护。
任务二加工凸形体
零件图
如图4-6所示。
学习目标
本任务主要学习用间接测量的方法控制工件的尺寸精度,学会计算有对称度要求的凸形体工艺尺寸。通过本任务的学习,能完成如图4-6所示工件。
相关知识
一、深度尺寸0
027.015- mm 的间接控制
图 4-6
由于测量手段限制,深度尺寸0
027.015-不能直接测量保证精度,需要采用 间接测量法 。
外形尺寸012.080-mm 已加工成形,以L 表示其具体尺
寸。通过控制尺寸L 1(易于测量),间接保证深度尺寸
L 2的精度。L 1的极限尺寸需要计算获得。根据图4-7
可得
L 1=L-L 2,根据L 2公差,可得
L 1max =L-14.973mm
L 1min =L-15mm
式中 L------外形尺寸
L 1-----通过测量控制的尺寸 图4-7
L 2-----间接控制的深度尺寸
二、对称度的间接控制
1. 先去除一个角
如图4-8所示,先去除一个角,控制尺寸X 1。其数值将影响尺寸0
033.020-mm ,并同时保证对称度公差。X 1计算如下:
X 1=X/2+X 2/2±Δ X 1max =X/2+X 2max /2+Δ=X/2+10.03mm
X 1min =X/2+X 2min /2- Δ=X/2+9.9535mm
式中 X--------已加工出外形尺寸(定值)(mm)
X 1-------需控制尺寸(mm)
X 2-------凸台尺寸(mm)
Δ--------对称度公差的一半(mm)
即X 1=X/2+030.00465.010+-mm
虽然当X 1保证尺寸X/2+030.00465.010+-mm ,在下一步
骤中可能合格,但下一步骤同时保证尺寸和对称
度难度较大,应尽可能使X 1接近公差带中值
X/2+9.99175mm 。
2. 再去除第二角
如图4-9所示,计算工艺尺寸X 2。X 2应符合尺
寸公差,还要同时保证对称度,即(X 1-X 2)与(X-X 1) 图 4-8
之差小于对称度公差0.06mm 。
[ 问题 ] 本工件加工外形尺寸时,宽度实际值X=59.96mm ,符合尺寸要求60h10( 012.0-),试计算去除第一角时的测量尺寸X 1。
解:X 1max =X/2+X 2max /2+Δ=X/2+10.03mm=40.01mm
X 1min =X/2+X 2min /2- Δ=X/2+9.9535mm=39.9335mm
测量尺寸X 1=01.00665.040+-mm
[ 问题 ] 如去除第一角时X 1的实际尺寸是40.00mm ,符合加工
要求,试计算去除第二角时,凸台X 2的允许范围。
解:根据题目和图4-1标注,(X 1–X 2)的范围是
20.000~20.033mm, 图 4-9
而X –X 1=19.96mm
只有当(X 1–X 2)的范围是20.000~20.02mm 时,才能保证满足(X 1–X 2)与(X –X 1)之差小于0.06mm.
[ 结论 ] 凸台尺寸X 2的允许范围是0
02.020-mm 。
[ 注意 ] 由于X 1(40.00)距尺寸“01.00665.040+-mm ”的中值较大,为保证对称度,X 2的公差变小,增加了加工难度。
三、整形锉的使用
整形锉俗称什锦锉,如图4-10所示,主要用
于对零件进行整形加工,修整零件上细小部位的 尺寸 、 形状位置 精度和降低表面粗糙度值。 小型锉刀的握法如图4-11所示。
整形锉刀是小型锉刀,可以采用图4-11的握
法,也可以采用如图4-12的握法。
二、清角的方法 图4-10
工件结构中内角有多种类型,如图4-13所示。
图4-11 图4-12
其根部若没有工艺孔或退刀槽,加工的难度很大,需要清除角根部的材料,称为清角。清角使用的锉刀,可以是 整形锉 ,也可以是被磨了侧边锉纹的锉刀,以保证锉削时锉刀的侧齿 不破坏 已加工面。同样,清角使用的锯条也需要进行修磨。
1. 工具的修磨
(1) 锉刀的修磨 选定锉刀工作表面后,将两侧的侧齿用砂轮磨去,其断面形状如图4-14a 所示,呈等腰梯形。
[ 说明 ]
锉刀的侧面与底面的夹角可根据工件的内角确定,一般地均 小于 工件内角的数值。
(2) 锯条的修磨 选用中齿或细齿锯条,将锯路磨去,其断面形状如图4-14b 所示,工作部呈等腰三角形。
2. 操作步骤
1) 用钳工锉(普通锉)将工件加工成如图4-15a 所示。
2) 用磨去锯路的锯条,将圆角沿角一部分线锯至内角的 根部 ,如图4-15b 所示。
课题 锉配凹凸体 实训背景: “锉配凹凸体”是钳工工艺学难度较大的一个教学内容。锉配凹凸体项目教学具有划线、锯割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。本课题的难点在于尺寸和形位公差的控制,特别是对称度的控制是最为重要的。在以往的教学中,学生掌握起来有较大的难度,加工质量不易保证,以至出现部分学生对锉配操作失去信心,对以后的实习教学影响较大。要想做好本课题教学,作为教师应根据具体情况,制定出切实可行的教学方案,形成清晰的教学思路,引导学生逐步形成锉配技能和技巧,使学生通过本课题的训练,能够基本掌握综合锉配件的加工方法。 实训目的: 1.掌握具有对称度要求工件的划线、加工及测量方法。 2.提高锉削和锯削的技能操作。 教学准备: 1、知识和技能的准备: 学生具有一定的划线、锯割、锉削、测量等多方面的技能要求。 2、学生分组的准备 每四人一个小组,但至少保证有一名知识和技能达到要求的学生。 3、实训器材的准备 划针、样冲、錾子、锯弓、锯条、平锉、 3㎜钻头、游标高度尺、游标卡尺、90°角尺、刀口形直尺、普通钻床 材料:HT200,规格为61mm×46 mm×13 mm 实训内容: (一)、项目组的产生 1.由教师帮助学生分组,要求能力强学生和能力弱的学生合理地搭配;不熟悉的学生尽可能在一个组;性格不同的尽可能分到一个组。 2.让每个项目组民主产生一位项目负责人。 该负责人要负责整个项目,从项目规划,到人员分工,到每个具体加工步骤,直至最后
形成正确加工方案。 (二)、实训加工方案的确定 1. 教师讲解项目要求(技能训练内容和技能训练图) 2.项目负责人组织项目组成员集体讨论,分析图纸要求,初步确定凹凸体锉配件的加工方法。项目负责人整理大家意见,制订出整体加工工序。 3.项目负责人编写出加工工艺,并向大家详细说明,大家要认真讨论。 4.由项目负责人向指导教师汇报加工工艺,实训教师审阅修改后可以开始实施。(三)、实训任务分工 1.项目负责人向项目组成员讲清加工工艺,统一加工思路。 2.在所有人员对实训任务都比较清楚的基础上进行分工。 ①按图样要求划凹凸体加工线部分完成人:②加工凸形面部分完成人:③加工凹形 面部分完成人:④综合检测部分完成人: 项目实施步骤(教学过程) 一:讲解技能训练图。
课题 锉配凹凸体 安徽工程技术学校冯有文 实训背景: “锉配凹凸体”是钳工工艺学难度较大的一个教学内容。锉配凹凸体项目教学具有划线、锯割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。本课题的难点在于尺寸和形位公差的控制,特别是对称度的控制是最为重要的。在以往的教学中,学生掌握起来有较大的难度,加工质量不易保证,以至出现部分学生对锉配操作失去信心,对以后的实习教学影响较大。要想做好本课题教学,作为教师应根据具体情况,制定出切实可行的教学方案,形成清晰的教学思路,引导学生逐步形成锉配技能和技巧,使学生通过本课题的训练,能够基本掌握综合锉配件的加工方法。 实训目的: 1.掌握具有对称度要求工件的划线、加工及测量方法。 2.提高锉削和锯削的技能操作。 教学准备: 1、知识和技能的准备: 学生具有一定的划线、锯割、锉削、测量等多方面的技能要求。 2、学生分组的准备 每四人一个小组,但至少保证有一名知识和技能达到要求的学生。 3、实训器材的准备 划针、样冲、錾子、锯弓、锯条、平锉、 3㎜钻头、游标高度尺、游标卡尺、90°角尺、刀口形直尺、普通钻床 材料:HT200,规格为61mm×46 mm×13 mm 实训内容: (一)、项目组的产生 1.由教师帮助学生分组,要求能力强学生和能力弱的学生合理地搭配;不熟悉的学生尽可能在一个组;性格不同的尽可能分到一个组。 2.让每个项目组民主产生一位项目负责人。 该负责人要负责整个项目,从项目规划,到人员分工,到每个具体加工步骤,直至最后
形成正确加工方案。 (二)、实训加工方案的确定 1. 教师讲解项目要求(技能训练内容和技能训练图) 2.项目负责人组织项目组成员集体讨论,分析图纸要求,初步确定凹凸体锉配件的加工方法。项目负责人整理大家意见,制订出整体加工工序。 3.项目负责人编写出加工工艺,并向大家详细说明,大家要认真讨论。 4.由项目负责人向指导教师汇报加工工艺,实训教师审阅修改后可以开始实施。(三)、实训任务分工 1.项目负责人向项目组成员讲清加工工艺,统一加工思路。 2.在所有人员对实训任务都比较清楚的基础上进行分工。 ①按图样要求划凹凸体加工线部分完成人:②加工凸形面部分完成人:③加工凹形 面部分完成人:④综合检测部分完成人: 项目实施步骤(教学过程) 一:讲解技能训练图。
xx钳工操作技能竞赛 课题:锉配燕尾体 考核注意事项: 1、请根据试题考核要求,完成考试内容。 2、请服从考评人员的指挥,保证考核安全顺利进行。 3、标准件各项误差应控制在最小的范围内,否则,直接影响到配合质量。 4、为使配合体推进推出滑动自如,必须做到端面垂直度在允差范围内。 5、为达到转位互换配合精度,各项目的加工误差,要尽量控制在最小允许范围内。 6、在垂直度清后时,锉刀推出要慢而稳,紧靠邻边直挫,以防锉坏邻面。 7、锉配时应认面定向进行,故必须做好标记。为取得转位互换配合精度,不能按配合情况修整。授课题目与要求: 1、掌握锉配燕尾体的锉配方法,达到配合精度要求。 2、能使用专用角度样板(60”内、外角度样板)对工件进行正确的测量。 3、时间:600分钟(另加30min准备时间) 4、考核形式:实操 5、具体考核要求: a)按图样要求制作“组合锉配”: 1.熟悉图样,分析技术要点,确定加工工艺。 2.进行划线、锯削加工、锉削加工、孔加工及测量。 b)精度要求: 1.锉削IT7~IT10级。 2.形位公差按图样要求加工。 3.表面粗糙度:锉削、钻、铰孔。 c)安全文明生产。 1、设备、工具、材料:钳工生产实习教材、划线工具、锉、锯工具、钻床、钻头、材料(普通钢板、150*90*10 mm)。
一、组织教学 1、整队集合、点名并考勤。 2、检查学生着装及劳保用品的配带是否规范。 3、说明实习课的纪律和安全文明实习要求 二、相关工艺指导 1、讲解技能训练图。 零件图一、三角形体(件1) 技术要求: 1.各锉削面平面度≤,与端面的垂直度≤. 2.孔口倒角。 3.锐角倒钝。
锉配凹凸体工作页 实训背景: “锉配凹凸体”是钳工工艺学难度较大的一个教学内容。锉配凹凸体项目教学具有划线、 锯割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。本课题 的难点在于尺寸和形位公差的控制,特别是对称度的控制是最为重要的。在以往的教学中, 学生掌握起来有较大的难度,加工质量不易保证,以至出现部分学生对锉配操作失去信心, 对以后的实习教学影响较大。要想做好本课题教学,作为教师应根据具体情况,制定出切实可 行的教学方案,形成清晰的教学思路,引导学生逐步形成锉配技能和技巧,使学生通过本课题 的训练,能够基本掌握综合锉配件的加工方法。 实训目的: 1. 掌握具有对称度要求工件的划线、加工及测量方法。 2. 提高锉削和锯削的技能操作。 教学准备: 1、知识和技能的准备: 学生具有一定的划线、锯割、锉削、测量等多方面的技能要求。 2、学生分组的准备 每四人一个小组,但至少保证有一名知识和技能达到要求的学生。 3、实训器材的准备 划针、样冲、錾子、锯弓、锯条、平锉、 3 ㎜钻头、游标高度尺、游标卡尺、90° 角尺、刀口形直尺、普通钻床
材料:HT200 ,规格为61mm ×46mm ×13mm 实训内容: (一)、项目组的产生 1.由教师帮助学生分组,要求能力强学生和能力弱的学生合理地搭配;不熟悉的学生尽可能在一个组;性格不同的尽可能分到一个组。 2.让每个项目组民主产生一位项目负责人。 该负责人要负责整个项目,从项目规划,到人员分工,到每个具体加工步骤,直至最后形成正确加工方案。 (二)、实训加工方案的确定 1. 教师讲解项目要求(技能训练内容和技能训练图) 2. 项目负责人组织项目组成员集体讨论,分析图纸要求,初步确定凹凸体锉配件的加 工方法。项目负责人整理大家意见,制订出整体加工工序。 3. 项目负责人编写出加工工艺,并向大家详细说明,大家要认真讨论。 4. 由项目负责人向指导教师汇报加工工艺,实训教师审阅修改后可以开始实施。 (三)、实训任务分工 1. 项目负责人向项目组成员讲清加工工艺,统一加工思路。 2. 在所有人员对实训任务都比较清楚的基础上进行分工。 ①按图样要求划凹凸体加工线部分完成人: ②加工凸形面部分完成人: ③加工凹形 面部分完成人: ④综合检测部分完成人: 项目实施步骤(教学过程) 一:讲解技能训练图。
凹凸体工件的锉配加工 【课题】本项目主要学习锉配凹凸体,锉配凹凸体项目教学具有划线、锯割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。通过本次任务训练掌握凹凸体对称度的检测方法,了解工艺尺寸链的计算方法,掌握如何加工具有对称度要求的工件,明确配合件的加工工艺安排。 【课时】 6 课时( 240 分钟) 【设计理念】凹凸配(盲配)是钳工教学中一项难度较大的训练技能,是一个综合性比较强的钳工课题。为了突显“边学边练,学练结合”的新教学理念,同时也为了真正做到让学生学有所用、学以致用,因此在教学中采用边训练边教学方式来组织教学,让学生提前感受到实际工作中锉削发挥的作用,配合任务驱动, 使整个教学过程围绕要完成的任务环环相扣 , 由浅入深。本任务主要学习对称度的概念,掌握对称度的检测方法,理解对称度误差对配合精度的影响和配合件加工工艺。 【设计亮点】将模具钳工加工场景场景引入钳工车间课堂教学,配合任务驱动与项目教学相结合的方式,合理地组织教学过程,让学生提前进入工作的角色,在任务的驱动下,真正实现“做中学,做中教”“为什么要学”“为什么要练”的先进教学理念。 【内容简析】锉配凹凸体”是钳工工艺学难度较大的一个教学内容。锉配凹凸体项目教学具有划线、锯割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。本课题的难点在于尺寸和形位公差的控制,特别是对称度的控制是最为重要的。在以往的教学中,学生掌握起来有较大的难度,加工质量不易保证,以至出现部分学生对锉配操作失去信心,对以后的实习教学影响较大。要想完成好本次任务,教师要根据具体情况,制定出切实可行的教学方案,形成清晰的教学思路,引导学生逐步提高锉配技能,使学生通过本次任务训练,能够基本掌握综合锉配件的加工方法。 【学情简析】针对职高二年级学生的特点,理解力不强,但动手能力比较强,又是高考的班级,故本堂课是以“激趣为主”,“以训练为主”,达到让学生真正手动、脑动、手脑合一这一目的。 在本章学习之前,学生已具有一定的划线、锯割、锉削、测量等多方面的基本技能要求。 【教学目标】 1.认知目标:掌握凸凹体配锉削加工工艺、掌握对称形体工件的划线、测量方法,进一步提高测 量的正确性、掌握误差对凹凸盲配的影响,会分析、解决锉配中的问题; 2.能力目标:在任务的驱动下,能够独立完成对凹凸配(盲配)工件的加工操作。 3.情感目标:运用本地模具加工为主要产业的特色,告诉学生锉配加工在模具中的重要性,激发 学生学习兴趣,培养学生探索求新的精神、让学生明白学有用武之地,增强学生学习欲望。 【重点难点】 重点:尺寸链计算、误差对凹凸盲配的影响 难点:尺寸和配合精度的保证 【重点、难点剖析】 作为以掌握技能为主的钳工课程在进行本任务学习之前,学生虽已具有一定的划线、锯割、锉削、测量等多方面的基本技能要,但是把这些所有的知识技能联合运用起来,形成一个知识体系的结晶 - 凹凸配(盲配),顺利完成任务,难度还是很大的,这是本次任务重点;但考虑到这是本课程训练的第一个盲配件,一些常规操作会使学生产生厌烦情绪,凹凸配训练的是各种技能的组合,学生非常有兴趣乐于尝试,怎样让学生保持对新知识久盛不衰的探索欲望、激发兴趣,把尺寸、对称度的控制和配合精度的保证方法融入进去是本次任务的难点。 【教学方法及策略】 采用引导式、启发式、共同学习式教学法。整个教学过程采用三步走:1、激发兴趣; 2、共同学习; 3、修成正果(完成加工) 【教学平台与资源】 工具:锉刀、手锯、钻头等。量具:常用量具。 原材料:60 X 70 X 8 (Q235 设备:台虎钳、钻床图纸:附图(每人1张) 【课前准备】
模块四锉配凹凸体 本项目主要学习锉配凹凸体,掌握对称度的检测方法,初步了解工艺尺寸链的计算方法,初步掌握如何加工具有对称度要求的工件,理解配合件的加工工艺。通过本项目的学习和训练,能够完成如图4-1所示的零件。 a) b) a) 零件图 b) 立体图 图4-1 任务一工艺分析和划线 学习目标 本任务主要学习对称度的概念,掌握对称度的检测方法,理解对称度误差对配合精度的影
响和配合件加工工艺。通过本任务的学习,掌握对称形体的划线方法。 相关知识 一、图样分析 1. 尺寸 图4-1所示零件的7个尺寸有尺寸公差要求,加工难度较大,也决定了配合的精度。在加工时,应先加工凸形件,保证尺寸正确,随后加工凹形件,其尺寸应根据凸形件的实际尺寸,进行配作。 2. 形位公差 图4-1所示零件共有三类形位公差,分别是对称度、垂直度、平面度。本节主要介绍对称度。形位公差不合格可能导致两件无法配合,因此,在加工过程中,需要时刻注意控制形位公差。 3. 基准及工艺孔 图4-1所示零件共有三个基准,基准A表示以工件中心对称面为基准;基准B表示以工件小平面为基准;基准C表示以工件大平面为基准。A、B平面需要锉削加工,C平面不加工。为方便加工,零件上还需加工四个工艺孔。在加工凹形件时,还需要钻排孔。 二、对称度的概念 1)对称度公差是被测要素对基准要素的最大偏移距离。如图4-2a所示,凸台中心线偏离基准中心线的误差是Δ。 图 4-2 [注意] 误差Δ不是对称度误差。 2) 对称度的公差带是相对基准中心平面(或中心线、轴线)对称配置的两平行平面(或垂直平面)之间的区域,其宽度是距离t。 三、对称度的检测 对图4-2a所示零件,测量面到基准面之间的尺寸为A和B,其差值就是对称度误差。
锉配凹凸体工作页教案 Last updated on the afternoon of January 3, 2021
锉配凹凸体工作页 实训背景: “锉配凹凸体”是钳工工艺学难度较大的一个教学内容。锉配凹凸体项目教学具有划线、锯割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。本课题的难点在于尺寸和形位公差的控制,特别是对称度的控制是最为重要的。在以往的教学中,学生掌握起来有较大的难度,加工质量不易保证,以至出现部分学生对锉配操作失去信心,对以后的实习教学影响较大。要想做好本课题教学,作为教师应根据具体情况,制定出切实可行的教学方案,形成清晰的教学思路,引导学生逐步形成锉配技能和技巧,使学生通过本课题的训练,能够基本掌握综合锉配件的加工方法。 实训目的: 1.掌握具有对称度要求工件的划线、加工及测量方法。 2.提高锉削和锯削的技能操作。 教学准备: 1、知识和技能的准备: 学生具有一定的划线、锯割、锉削、测量等多方面的技能要求。 2、学生分组的准备 每四人一个小组,但至少保证有一名知识和技能达到要求的学生。 3、实训器材的准备 划针、样冲、錾子、锯弓、锯条、平锉、 3㎜钻头、游标高度尺、游标卡尺、90°角尺、刀口形直尺、普通钻床 材料:HT200,规格为61mm×46 mm×13 mm
实训内容: (一)、项目组的产生 1.由教师帮助学生分组,要求能力强学生和能力弱的学生合理地搭配;不熟悉的学生尽可能在一个组;性格不同的尽可能分到一个组。 2.让每个项目组民主产生一位项目负责人。 该负责人要负责整个项目,从项目规划,到人员分工,到每个具体加工步骤,直至最后形成正确加工方案。 (二)、实训加工方案的确定 1.教师讲解项目要求(技能训练内容和技能训练图) 2.项目负责人组织项目组成员集体讨论,分析图纸要求,初步确定凹凸体锉配件的加工方法。项目负责人整理大家意见,制订出整体加工工序。 3.项目负责人编写出加工工艺,并向大家详细说明,大家要认真讨论。 4.由项目负责人向指导教师汇报加工工艺,实训教师审阅修改后可以开始实施。(三)、实训任务分工 1.项目负责人向项目组成员讲清加工工艺,统一加工思路。 2.在所有人员对实训任务都比较清楚的基础上进行分工。 ①按图样要求划凹凸体加工线部分完成人:②加工凸形面部分完成人:③加工 凹形面部分完成人:④综合检测部分完成人: 项目实施步骤(教学过程) 一:讲解技能训练图。 1、给每组学生发放一张技能训练图,仔细观察技能训练图中尺寸与形位公差要 求,每组派一位代表回答自己对图形尺寸的分析,提出不明白的部分。
锉配凹凸体工作教案文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
锉配凹凸体工作页 实训背景: “锉配凹凸体”是钳工工艺学难度较大的一个教学内容。锉配凹凸体项目教学具有划线、锯割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。本课题的难点在于尺寸和形位公差的控制,特别是对称度的控制是最为重要的。在以往的教学中,学生掌握起来有较大的难度,加工质量不易保证,以至出现部分学生对锉配操作失去信心,对以后的实习教学影响较大。要想做好本课题教学,作为教师应根据具体情况,制定出切实可行的教学方案,形成清晰的教学思路,引导学生逐步形成锉配技能和技巧,使学生通过本课题的训练,能够基本掌握综合锉配件的加工方法。 实训目的: 1.掌握具有对称度要求工件的划线、加工及测量方法。 2.提高锉削和锯削的技能操作。 教学准备: 1、知识和技能的准备: 学生具有一定的划线、锯割、锉削、测量等多方面的技能要求。 2、学生分组的准备 每四人一个小组,但至少保证有一名知识和技能达到要求的学生。 3、实训器材的准备 划针、样冲、錾子、锯弓、锯条、平锉、 3㎜钻头、游标高度尺、游标卡尺、90°角尺、刀口形直尺、普通钻床 材料:HT200,规格为61mm×46 mm×13 mm 实训内容:
(一)、项目组的产生 1.由教师帮助学生分组,要求能力强学生和能力弱的学生合理地搭配;不熟悉的学生尽可能在一个组;性格不同的尽可能分到一个组。 2.让每个项目组民主产生一位项目负责人。 该负责人要负责整个项目,从项目规划,到人员分工,到每个具体加工步骤,直至最后形成正确加工方案。 (二)、实训加工方案的确定 1. 教师讲解项目要求(技能训练内容和技能训练图) 2.项目负责人组织项目组成员集体讨论,分析图纸要求,初步确定凹凸体锉配件的加工方法。项目负责人整理大家意见,制订出整体加工工序。 3.项目负责人编写出加工工艺,并向大家详细说明,大家要认真讨论。 4.由项目负责人向指导教师汇报加工工艺,实训教师审阅修改后可以开始实施。 (三)、实训任务分工 1.项目负责人向项目组成员讲清加工工艺,统一加工思路。 2.在所有人员对实训任务都比较清楚的基础上进行分工。 ①按图样要求划凹凸体加工线部分完成人: ②加工凸形面部分完成人: ③ 加工凹形面部分完成人: ④综合检测部分完成人: 项目实施步骤(教学过程) 一:讲解技能训练图。 1、给每组学生发放一张技能训练图,仔细观察技能训练图中尺寸与形位公差要 求,每组派一位代表回答自己对图形尺寸的分析,提出不明白的部分。 2、归纳各个小组提出的问题。
说课稿 各位评委老师下午好,我是一号,我今天说课的题目是--《凹凸件的锉配》,下面我将从学情分析、教学资源分析、教学目标、教学重难点、教学过程、小结六个方面对本课进行说明。 一、学情分析 本期授课班级为我校模具制造专业二年级学生,将从知识技能、情感态度两方面进行分析。 二、教学资源分析 教学资源分析要从说学材、说辅助教学资源、教学内容、所处地位四个方面进行。 1、说学材 本节课所用学材为我校编写的《钳工一体化工作页》。阐述工作页特点 2、辅助教学资源 有辅助教材、教学场地、教学设备分别进行解释 3、教学内容 本学习任务时《钳工一体化工作页》中的第三个项目 4、本学习任务地位 本学习任务在教学中起到了承上启下的作用,阐述承上启下的原因。 三、教学目标分析 学习目标分为:知识目标、技能目标、情感目标阐述每个目标的具体内容,讲明原因。 四、教学重、难点及化解方法 1、教学重点:工艺尺寸链的概念及计算 教学难点:加工过程中对称度的控制及测量方法 2、化解方法(采用理实一体化教学模式) 将从四个方面进行阐述:获取信息,制定计划、实施计划、过程控制、评价反馈。 五、教学过程 1、班前教育 进行班前教育的目的就是强化学生养成良好的职业素养。
2、获取信息、制定计划 1)任务描述 通过一个真实工作情景的描述,激发学生的学习兴趣。 2)图纸分析 主要分析图纸中新出现的几何公差及尺寸链的知识。 3)讲授新出现的理论知识 针对图纸分析过程中出现的新的知识进行讲解。 4)学生分小组讨论工艺路线 目的:在学生讨论的过程中,强调学生必须把新学的理论知识考虑在工艺编排中,充分发挥学生的主动性。 3、实施过程 1)教师现场演示 重在通过教师的演示,强调学生在加工凹凸件中注意的问题:安全操作规程、质量控制的方法。 2)小组代表演示 通过学生的演示过程,在其中发现问题,现场讲解加工中易出现的错误。 4、过程控制 将从领取毛坯,选取工量具、学生加工凹凸配合件、学生按要求对工件进行检测三个方面进行控制,阐述目的。 5、评价反馈及小结 将从检测评价、交流讨论、分析,总结三个方面进行。 6、布置课后作业 以上就是我对本节课进行的说明,我的说课到此结束,谢谢各位老师。
锉配凹凸体工作页教案 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
锉配凹凸体工作页 实训背景: “锉配凹凸体”是钳工工艺学难度较大的一个教学内容。锉配凹凸体项目教学具有划线、锯割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。本课题的难点在于尺寸和形位公差的控制,特别是对称度的控制是最为重要的。在以往的教学中,学生掌握起来有较大的难度,加工质量不易保证,以至出现部分学生对锉配操作失去信心,对以后的实习教学影响较大。要想做好本课题教学,作为教师应根据具体情况,制定出切实可行的教学方案,形成清晰的教学思路,引导学生逐步形成锉配技能和技巧,使学生通过本课题的训练,能够基本掌握综合锉配件的加工方法。 实训目的: 1.掌握具有对称度要求工件的划线、加工及测量方法。 2.提高锉削和锯削的技能操作。 教学准备: 1、知识和技能的准备: 学生具有一定的划线、锯割、锉削、测量等多方面的技能要求。 2、学生分组的准备 每四人一个小组,但至少保证有一名知识和技能达到要求的学生。 3、实训器材的准备 划针、样冲、錾子、锯弓、锯条、平锉、 3㎜钻头、游标高度尺、游标卡尺、90°角尺、刀口形直尺、普通钻床 材料:HT200,规格为61mm×46 mm×13 mm 实训内容: (一)、项目组的产生 1.由教师帮助学生分组,要求能力强学生和能力弱的学生合理地搭配;不熟悉的学生尽可能在一个组;性格不同的尽可能分到一个组。 2.让每个项目组民主产生一位项目负责人。 该负责人要负责整个项目,从项目规划,到人员分工,到每个具体加工步骤,直至最后形成正确加工方案。 (二)、实训加工方案的确定 1. 教师讲解项目要求(技能训练内容和技能训练图)
凹凸配教学设计
凹凸体工件的锉配加工 【课题】本项目主要学习锉配凹凸体,锉配凹凸体项目教学具有划线、锯割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。通过本次任务训练掌握凹凸体对称度的检测方法,了解工艺尺寸链的计算方法,掌握如何加工具有对称度要求的工件,明确配合件的加工工艺安排。 【课时】6课时(240分钟) 【设计理念】凹凸配(盲配)是钳工教学中一项难度较大的训练技能,是一个综合性比较强的钳工课题。为了突显“边学边练,学练结合”的新教学理念,同时也为了真正做到让学生学有所用、学以致用,因此在教学中采用边训练边教学方式来组织教学,让学生提前感受到实际工作中锉削发挥的作用,配合任务驱动, 使整个教学过程围绕要完成的任务环环相扣,由浅入深。本任务主要学习对称度的概念,掌握对称度的检测方法,理解对称度误差对配合精度的影响和配合件加工工艺。 【设计亮点】将模具钳工加工场景场景引入钳工车间课堂教学,配合任务驱动与项目教学相结合的方式,合理地组织教学过程,让学生提前进入工作的角色,在任务的驱动下,真正实现“做中学,做中教”“为什么要学?”“为什么要练?”的先进教学理念。 【内容简析】锉配凹凸体”是钳工工艺学难度较大的一个教学内容。锉配凹凸体项目教学具有划线、锯 割、锉削、钻孔、测量等多方面的技能要求,所以是一个综合性较强的典型课题。本课题的难点在于尺寸和形位公差的控制,特别是对称度的控制是最为重要的。在以往的教学中,学生掌握起来有较大的难度,加工质量不易保证,以至出现部分学生对锉配操作失去信心,对以后的实习教学影响较大。要想完成好本次任务,教师要根据具体情况,制定出切实可行的教学方案,形成清晰的教学思路,引导学生逐步提高锉配技能,使学生通过本次任务训练,能够基本掌握综合锉配件的加工方法。 【学情简析】 针对职高二年级学生的特点,理解力不强,但动手能力比较强,又是高考的班级,故本堂课是以“激趣为主”,“以训练为主”,达到让学生真正手动、脑动、手脑合一这一目的。 在本章学习之前,学生已具有一定的划线、锯割、锉削、测量等多方面的基本技能要求。 【教学目标】 1.认知目标:掌握凸凹体配锉削加工工艺、掌握对称形体工件的划线、测量方法,进一步 提高测量的正确性、掌握误差对凹凸盲配的影响,会分析、解决锉配中的问题; 2.能力目标:在任务的驱动下,能够独立完成对凹凸配(盲配)工件的加工操作。 3.情感目标:运用本地模具加工为主要产业的特色,告诉学生锉配加工在模具中的重要 性,激发学生学习兴趣,培养学生探索求新的精神、让学生明白学有用武之地,增强学生学习欲望。 【重点难点】 重点:尺寸链计算、误差对凹凸盲配的影响 难点:尺寸和配合精度的保证 【重点、难点剖析】 作为以掌握技能为主的钳工课程在进行本任务学习之前,学生虽已具有一定的划线、锯割、锉削、测量等多方面的基本技能要,但是把这些所有的知识技能联合运用起来,形成一个知识体系的结晶-凹凸配(盲配),顺利完成任务,难度还是很大的,这是本次任务重点;但考虑到这是本课程训练的第一个盲配件,一些常规操作会使学生产生厌烦情绪,凹凸配训练的是各种技能的组合,学生非常有兴趣乐于尝试,怎样让学生保持对新知识久盛不衰的探索欲望、激发兴趣,把尺寸、对称度的控制和配合精度的保证方法融入进去是本次任务的难点。 【教学方法及策略】
锉配凹凸体
任务名 称 钳工技能训练指导教师颜怀瑞 课题 4-2 锉配凹凸体班级 实施日 期 课时7课时 任务目标学习对称度概念,掌握对称度的测量方法,理解对称度误差对配合精度的影响和配合件的加工工艺。通过学习掌握对称形体的划线方法。 资源 设备 工作台台虎钳划线平台高度尺锯子锉 任务分 解 学习对称度概念,对称度检验,技能训练教学成果评估 专业能力工具认识使用材 料认识10分 自 评 教 师 测 评 总分教师要求 理论与技能结合 30分 安全生产 态度严谨 遵纪守法工件加工方式方 法30分 文明生产工具摆放是否整齐10分
纪律及卫生工作态度及劳动 纪律场地卫生 20分 文明生产 一:安全文明生产 1、在没有老师指导情况下,禁止操作; 2、工作场地严禁追逐嬉闹, 3、室内环境卫生整洁爱护工量具及公共财物 二:知识学习 1、图示零件有7个尺寸公差要求,加工难度大,从而 决定了配合的精度。在加工是先加工凸件保证尺寸正确再加工凹件,尺寸根据凸件的实际尺寸配作。 2、形位公差,图中有三类形位公差,分别是对称度, 垂直度,和平面度,本节介绍对称度。是凸台中心线偏离基准中心线的误差;对称度的公差带是相对基准中心对称配置的两条平行线之间的区域。 3、测量面到基准面之间的尺寸为A和B,期差值一半是对称度误差 三:技能训练 1 、检查毛胚2、粗精加工基准面 3、划线 4、尺寸
线检查 5、凸件加工 6、以凸件配凹件 7、去毛刺 四:操作要求 划线前应看懂图纸,凸件加工时先加一角,完成后方可加工另一角 五:课后思考 1、今天练习存在哪些问题? 2、以后操作有何打算?