序号
1
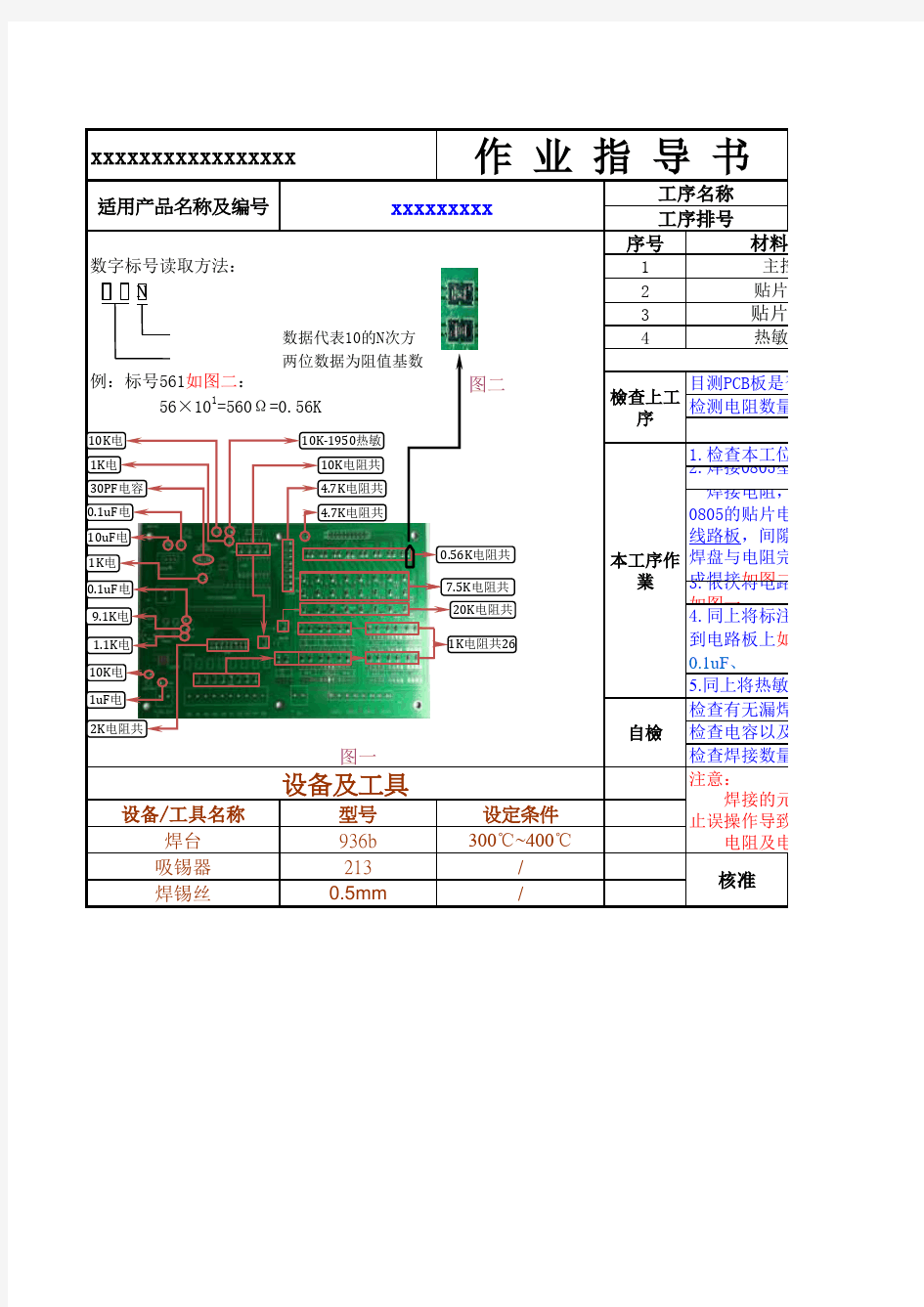
23数据代表10的N次方4
两位数据为阻值基数
图二
图一
设备/工具名称
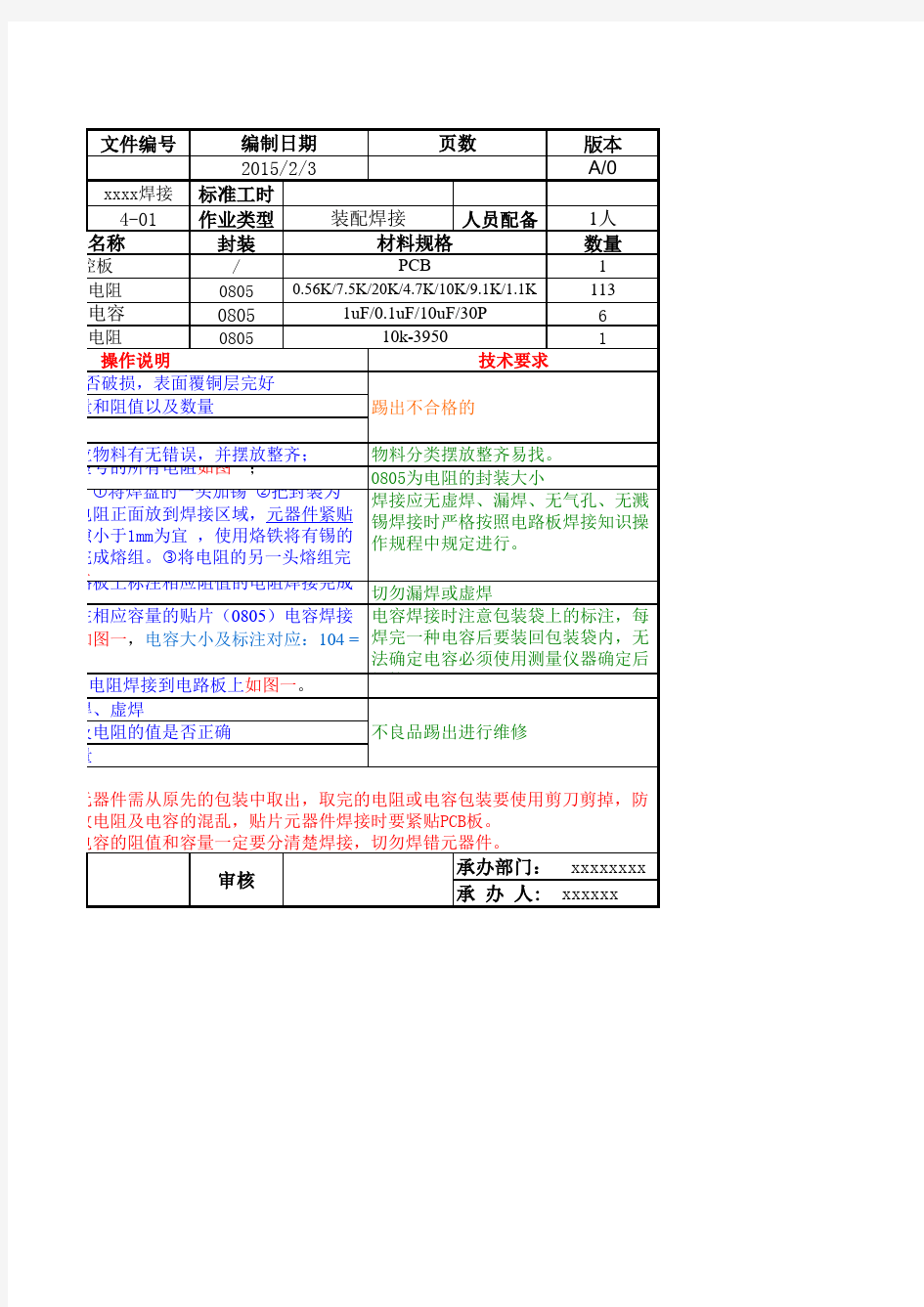
型号设定条件焊台936b 300℃~400℃
吸锡器213/焊锡丝
0.5mm
/
注意:
焊接的元器件需从原先的包装止误操作导致电阻及电容的混乱, 电阻及电容的阻值和容量一定
xxxxxxxxxxxxxxxxx
作 业 指 导 书
xxxxxxxxx
例:标号561如图二:
56×101
=560Ω=0.56K
焊接电阻,①将焊盘的一头加锡0805的贴片电阻正面放到焊接区域线路板,间隙小于1mm为宜 ,使用
焊盘与电阻完成熔组。③将电阻的
成焊接如图二。检查有无漏焊、
检查电容以及电
检查焊接数量设备及工具
自檢核准
2.焊接0805型号如图一
3.依次将电路板
如图一5.同上将热敏电阻焊接到电路板上4.同上将标注相0到电路板上如图一,电容大小及标0.1uF 、
操
目测PCB板是否破
检测电阻数量和
1.检查本工位物檢查上工
序
本工序作業贴片电
贴片电
热敏电
工序排号
材料名数字标号读取方法:
主控板适用产品名称及编号
工序名称N
0.56K 电阻共7.5K 电阻共20K 电阻共1K 电阻共
2K 电阻共
4.7K 电阻共10K 电阻共4.7K 电阻共
10uF 电
0.1uF 电1K 电10K-1950热敏
30PF 电容1K 电10K 电
0.1uF 电1.1K 电
9.1K 电1uF 电10K 电
线路板,间隙小于1mm为宜 ,使用烙铁将有锡的
成焊接
如图一
到电路板上
.1uF、