?中文译文
?发动机缸盖加工工艺概述
?
一、发动机缸盖的功用
气缸盖是发动机的主要零件之一,位于发动机的上部,其底平面经汽缸衬垫,用螺栓紧固在气缸体上。主要功用如下:
1、封闭气缸上部,并与活塞顶部和汽缸壁一起形成燃烧室。
2、作为定置气门发动机的配气机构、进排气管和出水管的装配基体。
3、气缸盖内部有冷却水套,其底面上的冷却水孔与气缸体冷却水孔相通,以便利用循环水带走发动机的高温。
二、气缸盖的结构特点
气缸盖应具有足够的强度和刚度,以保证在气体的压力和热应力的作用下,能够可靠的工作。
气缸盖的形状一般为六面体,系多孔薄壁件,其中我们现在481缸盖上,加工的数量多达100个。铸造最薄处只有4.5毫米。
三、缸盖材料与毛坯制造
1、缸盖的材料:
缸盖的材料,现在的发动机厂家一般选用铝合金。因为铝合金导热性能较好,有利于适当提高压压缩比,质量也较轻,可以降低整车、整机的重量。但是铝合金缸盖的刚度差,使用过程中容易变形。
缸盖附件上,以前气门座材料一般采用耐热合金铸铁,气门导管一般采用铸铁。
现在粉末冶金在气门阀座和导管上运用的越来越多了,而且很多复杂的形状也能铸造成型,不需要再加工了。但耐磨性不如铸铁。
?裂纹:铸造应力造成;
?冷隔:浇注过程中铝水冷却速度不一致造成;
?表面疏松:浇注温度不当或铝水成分不当;
?气孔:浇注铝水中夹杂了空气;
?砂眼:浇注铝水中夹杂了杂质;
?沾砂:工件出炉温度不当或没有喷丸等。
四、缸盖的加工难点:
1、平面加工工艺
?缸盖的顶面、底面和进、排气面都是大面积平面,精度要求高(平面度0.04,垂直度0.05,位置度0.10),而且有可能是全部工艺过程的基础,例如480缸盖就是。
?这就对机床的几何精度和刀具的调整精度要求比较高。
?以前缸盖大平面加工,采用硬质合金刀片加工,并配一个金刚石修光刃。现在,如果毛坯情况好的话,全部采用金刚石刀片进行加工,可以很好的提高加工后的表面粗糙度。
2、高精度孔的加工
?气缸盖上的气门阀座、导管孔、挺杆孔和凸轮轴孔等孔系,有配合关系。其尺寸精度、位置精度和表面粗糙度要求极为严格。所以这些高精度孔系的加工工序是缸盖工艺中的核心工序,应给予充分的重视。
?1)、缸盖气门阀座、气门导管精加工
?缸盖气门阀座、气门导管同时与发动机气门配合,所以同轴度要求比较高;另外气门阀座与气门锥面进行密封配合,对于圆度要求也非常高。
?对于上述部位的加工过程,现在480缸盖分解如下:
?机床主轴快进---工进---主轴重新启动,加工气门阀座锥面-------主轴停止、并后退一端距离---主轴重新启动,枪铰加工气门导管(干通)----加工完毕----工进退刀---主轴回推。
?这样做的好处,就是一次定位,加工完毕气门导管和气门阀座,可以减少重复定位误差,提高气门导管和气门阀座的同轴度。
?另外,主轴在重新启动后,加工气门阀座的时候,进刀方向如果沿着阀座径向方向,此种加工方式成为“车”阀座,可以提供加工精度。如果进刀方向沿着阀座轴向方向,称为“锪”或
“镗”阀座。
?因为气门阀座和气门导管材料的变化,加工过程中选用的刀具也在不断的发生变化。以前的硬质合金刀片逐渐被CBN刀片所替代,很大的提供了加工效率和加工质量。并且,如果有铜基粉末冶金材料的气门阀座和气门导管,还可以采用PCD 刀片进行加工。
?2)、缸盖挺杆孔、气门导管底孔的加工
这些孔的加工,虽然加工精度比较高,但是,只要选好加工余量、参数和刀具,加工过程基本没有什么问题。
?3)、缸盖凸轮轴孔的加工
缸盖凸轮轴孔,就是缸盖最长的孔,如果分段加工的话,虽然可以保证凸轮轴孔的加工精度,但是无法满足凸轮轴孔的同轴度要求,所以要求精加工一次加工成型。对于长度为500mm左右的刀杆而言,如何消除刀杆自身重力所产生的影响?
对于专机自动线而言,一般都带有镗模架以消除影响,对于比较大的发动机,有可能带有好几个镗模架。
?对于加工中心,现在基本已经取消镗模架,利用刀具的自导向来消除刀杆重力的影响。刀杆的结构特点是:在刀杆的圆周上,均匀布置一个刀刃和三个导向条。刀杆数量一般是一长一短。
加工过程如下:
先由短刀杆加工一个凸轮轴孔(至半精加工尺寸)---退刀----长刀杆完成所有凸轮轴孔的半精、精加工。
?4)、缸盖加工过程的毛刺
?对于铝合金缸盖,因为是塑性材料,加工过程中不可避免的产生毛刺。
对于加工过程中的毛刺,除了要合理的选用加工参数、刀具参数外,还可以提高工件材料的硬度,也可以弱化加工过程中毛刺的产生。
现在加工过程中,主要有以下几种方式去除加工毛刺:
一、尼龙毛刷去毛刺,多用于大的加工表面和大的孔系去毛刺;
二、高压水去毛刺,多用于深油孔去毛刺,也有利用旋转水柱去大面或大孔的毛刺;
三、表面喷丸或表面抛丸:多用于铸件表面的毛刺、飞边处理,影响工件的清洁度;
四、电火花去毛刺:用于比较难去除的毛刺,比如合金钢的毛刺,对于不规则的毛刺,去除比较困难;
五、氢氧爆破去毛刺:利用氢氧燃烧产生的压力和高温气流,将附于工件表面产生的毛刺消除,但是对于工件毛坯要求比较高,补焊、裂纹、冷隔都有可能导致工件报废。
?5)、缸盖的清洗
?缸盖清洗工序是缸盖的主要辅助工序之一。因为发动机对缸盖的清洁度要求非常严格(我们现在A VL缸盖的清洁度指标为:≤7mg),而缸盖又是一个多孔型腔组成的复杂铸造箱体,如清洗不彻底而使砂子和铝屑等进入发动机的润滑系统或汽缸中,则会直接影响发动机的工作和使用寿命。所以,应该充分重视缸盖的清洗工序。
对于缸盖清洗机而言,现在一般都带有射流清洗工位,相当于预清洗工位,工件在水箱中翻转,清洗喷嘴带有压缩空气的水流,从而达到工件粗步清洗的效果。
?对于有装配需求或不易清洗干净之处,清洗机上一般配备有顶点定位清洗工位,就可以将规定部位清洗干净了。但会导致机床长度增加、喷嘴布置不方便等,而且还无法满足柔性清洗的需求。
?对于缸盖水道的清洗,因为受到毛坯铸造质量的影响比较大,所以也是一个清洗难点。
五、典型缸盖加工工艺流程
下面我们以A VL缸盖的加工工艺流程为例,了解在加工中心上是如何加工缸盖零件的:
OP10:毛坯上料;
OP20:毛坯基准定位,加工缸盖进、排气面(除了进气侧面油孔不加工外);
OP30:排气侧面精基准定位,加工缸盖顶面、前、后端面的加工内容;
OP40:排气侧面精基准定位,加工缸盖顶面、燃烧室面的加工内容;
OP60:清洗工序;
OP70:缸盖水道和油道试漏;
OP80:缸盖气门阀座、气门导管装配(常温装配);
OP90:缸盖凸轮轴盖、定位销装配,凸轮轴盖螺栓自动拧紧;
OP100:排气侧面精基准定位,完成缸盖顶面和燃烧室面的精加工(气门导管和气门阀座的精加工);
OP110:排气侧面精基准定位,完成缸盖凸轮轴孔和前、后端面的精加工;
OP120:终清洗工序;
OP130:涂胶、压装碗形塞、钢球;
OP140:试漏机;
OP150:目视检测;
OP160:打号工序;
OP170:成品下料。
?从上面的工艺流程来看,已经运用了加工中心制造技术、敏捷制造技术等较为现在的生产线制造技术。
另外,为了更好的进行多品种共线生产,缸盖的设计、工艺基准都在向排气侧转化,以便更好的进行共线生产。
六、缸盖加工的注意事项:
1、缸盖尺寸较大时,由于内应力重新分布而产生变形,会严重影响缸盖的加工
精度。一般的原则就是先面后孔,粗加工和精加工尽量分散,以保证加工应力的释放。
2、为了避免缸盖结合面划伤,一般将结合面精加工尽量放在后续工序。
3、振动清理内腔铁屑杂物工序,应安排在与水腔有关的加工工序以后最为适宜。
免得震动清理后,又加工与水腔有关的部位,又有铁屑掉进去,以后还需要进
行清洗。
4、加工过程中,特别是自动化大批量加工过程中,最好带有夹具喷气检测和刀
具折断检测,以减少加工过程中,不必要的损失。
七、结束语
以上就是发动机缸盖加工工艺的概述,真正的知识来自于现场,来自于时间。?
英文原文
Overview of engine cylinder head machining process
?
? First, the function of the engine cylinder head
Cylinder head of the engine of the main parts, the upper part of the engine, the cylinder liner via the bottom plane, with bolts on the cylinder body. The main function is as follows:
1, the closed upper cylinder and the piston and the cylinder wall at the top with a combustion chamber.
2, as a set-valve engine valve train, intake and exhaust pipe and the outlet pipe assembly base. 3, inside the cylinder head cooling water jacket, the bottom surface of the cooling water hole of the cylinder block cooling water hole communicating in order to use the engine temperature circulating water away.
? Second, the structural characteristics of the cylinder head
? the cylinder head should have sufficient st rength and rigidity to ensure that the gas pressure and under the action of thermal stress, work reliably.
? cylinder head shape is generally hexahedral, based porous thin pieces, of which we are now 481 cylinder head, processing up to 100 the number of holes. Casting is only 4.5 mm at the thinnest. ? Third, the head material and blank manufacturing
? 1, cylinder head material:
? Cylinder head material, and now the engine manufacturers generally use aluminum. Because aluminum thermal conductivity is better, is conducive to an appropriate increase in pressure compression ratio, the quality is also lighter, you can reduce the vehicle, the whole weight. But the difference in stiffness aluminum alloy cylinder head, easily deformed during use.
? cylinder head att achment, previously valve seat material commonly used heat-resistant alloy cast iron, cast iron valve guides commonly used. Powder metallurgy is now the seat of the valve and conduit on the use of more and more, and many complex shapes can also be casting, without reprocessing it. However, abrasion resistance than cast iron.
? Crack: casting stress caused;
? Cold compartment: aluminum casting process water cooling rate caused inconsistent;
? loose surface: aluminum water pouring temperature irregularity or improper ingredients;
? stomatal: casting aluminum water mixed with air;
? trachoma: cast aluminum water mixed with impurities;
? dip sand: improper or no workpiece temperature baked shot and so on.
? Four, cylinder head machining difficulties:
? 1, plane processing
? the cylinder head top surface, a bottom surface and into the exhaust area planar faces are large,
high precision (flatness 0.04 0.05 verticality, the position degree of 0.10), and may be the basis for all of the process, for example, the cylinder 480 Cover is.
? This geometric accuracy of the machine and tool adjustment is relatively high precision.
? Previous large flat cylinder head machining, machining with carbide blade, and with a diamond blade Danxiu Guang. Now, if the situation is good rough, all using diamond blade for processing, may well improve the surface roughness after processing.
? 2, high-precision machining holes
? cylinder head valve seat tube hole, holes, etc. tappet camshaft bore holes and the Department has with the relationship. Its dimensional accuracy, position accuracy and surface roughness requirements are extremely stringent. So these high-precision machining holes of cylinder head technology process is the core process, should be given full attention.
? 1, cylinder hea d valve seats, valve guides finishing
? cylinder head valve seats, valve guides with both the engine valve, so that the coaxial degree is relatively high; additional valve seat for sealing engagement with the valve cone, the roundness requirements are very high.
? For the processing of these parts, now 480 head breaks down as follows:
? Fast Forward --- spindle work into --- spindle restart processing valve seat cone ------- spindle stop and back end of the spindle distance --- restart gun reaming valve guides ( QianTong) ---- finished processing ---- workers and retract --- spindle pushed back.
? The benefit is that once positioned, processing is complete valve guides and valve seat, positioning error can reduce duplication and improve the valve guides and valve seat concentricity. ? In addition, the spindle after the restart, machining the valve seat when the feed direction if the radial direction along the seat, processing methods such as "car" seat, providing precision. If the feed direction along the axial direction of the valve seat, called "countersink" or
"Boring" seat.
? Because the valve seat and valve guide material change in the selection process of the tool is constantly changing. Carbide inserts before gradually replaced CBN inserts, great processing efficiency and provide quality. And if there is copper powder material valve seat and valve guide, PCD inserts can also be used for processing.
? 2, cylinder head tappet hole bottom outlet valve guide machining
These hole machining, although precision is relatively high, however, as long as the selected allowance, and the tool, the process basically no problem.
? 3, cylinder head camshaft hole machining
Camshaft cylinder head bore, the cylinder head is the longest holes in the staging process, even though the camshaft hole processing can ensure accuracy, but can not meet the requirements of the camshaft hole concentricity, it requires a finish molding. For the length of the shank is about 500mm, the arbor itself how to eliminate the impact of gravity?
For the purposes of automatic line plane, generally with boring mold to eliminate the influence of the relatively large engine, there may be several boring with mold.
? For machining centers, now has basically be en canceled boring mold, the use of self-oriented tool to eliminate the effects of gravity Arbor. Arbor structure is characterized by: the circumference of the holder, evenly arranged a blade and three guide bars. Arbor quantity is generally a long, one short.
Process as follows:
First by knife rod processing a camshaft hole (to the semi-finished dimension) --- retraction ---- Long shank complete all the camshaft hole semi-intensive, finishing.
? 4, cylinder head machining process burr
? For aluminum alloy cylinder head, because it is a plastic material, processing inevitable glitches. For processing glitches, in addition to a reasonable selection of machining parameters, tool parameters, but also can improve the hardness of the workpiece material, it can weaken the processing of burrs.
Now the process, mainly in the following several ways to remove burr:
A nylon brush deburring, and more for the processing of large surfaces and large holes of deburring;
Second, the high-pressure water deburring, used for deep-hole deburring, there are also a rotating water jet Omo or large burr hole;
? Third, the surface shot peening or surface: the surface used for casting burrs processing, affecting the cleanliness of the workpiece;
? Fourth, the spark deburring: for the more difficult to remove burrs, such as steel burrs, for irregular burr removal more difficult;
? five hydroxide blasting deburring: the use of hydrogen combustion pressure and high-temperature air, will be attached to the surface of the workpiece burrs eliminated, but high demand for workpiece blank, patching, crack, cold traps are likely to lead to the workpiece scrapped.
? 5, cylinder head cleaning
? Cylinder head cleaning process is one of the main auxiliary p rocesses. Cleanliness on the head because the engine was very strict (We now head A VL cleanliness indicators: ≤ 7mg), while the cylinder head is a complex consisting of a porous cavity casting box, if not thoroughly cleaned leaving the sand and aluminum shavings from entering the engine lubrication system or cylinder, it will directly affect the work and life of the engine. Therefore, we should pay full attention to the cylinder head cleaning process.
For head cleaning machine, it is now generally with jet cleaning station, the equivalent of pre-cleaning station, flip the workpiece in the tank cleaning nozzles with compressed air flow from
? step to achieve the effect of cleaning the workpiece thick.
? For assembly requirements or difficult to clean the pl ace, generally equipped with a washing machine cleaning station vertex positioning, you can clean the parts required. But will cause the machine to increase the length inconvenience nozzle arrangement, but can not meet the needs of flexible cleaning.
? For head cleaning waterways as being rough casting quality is relatively large, it is also a cleaning difficult.
? Fifth, the typical process flow cylinder head
Here we A VL cylinder head machining process, for example, to understand how the machining center machining cylinder head parts:
OP10: blank feeding;
OP20: rough benchmark positioning, processing cylinder head intake and exhaust side (in addition to the intake side of the hole is not working outside);
OP30: benchmarking exhaust side finishing, processing the top surface of cylinder head, before and after the machining face;
OP40: benchmarking exhaust side finishing, processing cylinder head top surface, the combustion chamber surface machining content;
? OP60: the cleaning process;
? OP70: head waterways, and oil leak;
? OP80: cylinder head valve seat and valve guide assembly (assembly room temperature);
? OP90: camshaft cylinder head cover, pin assembly, automatic camshaft cap bolts tightened;
? OP100: exhaust side finishin g benchmarking, complete cylinder head top surface and the combustion chamber surface finishing (valve guides and valve seat finishing);
? OP110: exhaust side finishing benchmarking, complete cylinder head camshaft hole and the front and rear end finishing;
? OP120: Final cleaning process;
? OP130: gluing, pressing bowl plug, ball;
? OP140: leak testing machine;
? OP150: visual inspection;
? OP160: marking process;
? OP170: finished cutting.
? From the above process point of view, have been used for the mac hining center manufacturing technology, manufacturing technology and other more agile production line manufacturing technology now.
In addition, in order to better carry out multi-species collinear production, cylinder head design, technology benchmarks are converted to the exhaust side, in order to better carry out collinear production.
? six, cylinder head machining note:
1, cylinder head size is large, due to internal stress redistribution and deformation, will seriously affect the cylinder head machining accuracy. The general principle is that after the first surface hole, roughing and finishing try to spread in order to ensure processing stress release.
2, in order to avoid surface scratches head combination will generally try to put up with surface finishing processes.
3, the vibration cavity iron debris clean-up process should be arranged in the cavity with water related processes after the most appropriate. Lest shock after cleaning, and processing and related parts of the water chamber, there are iron filings fall into the future also need to be cleaned.
4, the process, especially during the automatic processing of large quantities, preferably with air-jet test fixture and tool breakage detection to reduce the processing, unnecessary losses.
? VII Conclusion
Above is an overview of engine cylinder head machining process, the real knowledge comes from the scene, from the time.
- 37 - 汽车发动机缸盖与发动机的配气和点火等重要性能密不可分。而缸盖作为复杂零件,其表述繁杂,容易使人对其机加工艺摸不着头绪。文章以直列4缸发动机铝合金缸盖为例,明晰了缸盖与相关零件的装配关系、机加工艺核心原则及关键部位加工方法。 1 装配关系 发动机缸盖的各个面及相关位置,如图1和图2所 示。 图1 缸盖的缸体结合面及相关位置 图2 缸盖的罩壳结合面及相关位置 1.1 6个外形面1.1.1 缸体结合面 与缸体结合,此面上有燃烧室。气缸的容积与燃烧室容积的比值称为压缩比,这是发动机性能的重要参数。气缸中被压缩的可燃混合气体在燃烧室内被点火和燃烧,燃烧室容积变小,可能引起爆燃,容积变 大,会导致发动机功率不足。一般缸盖的燃烧室都是 () 摘要:发动机缸盖作为复杂零件,表述繁杂,文章从使用功能角度介绍了缸盖各部位重要程度,分析了缸盖与相关零部件装配关系,指出缸盖机加工艺路线的核心原则,同时阐述了其关键部位的加工方法及注意事项。实践表明,该原则及方法有助于把握缸盖加工关键,灵活编排工艺。 关键词:发动机缸盖;装配关系;工艺分析;加工方法 Machining Technology and Difficulties of Engine Cylinder Head Abstract: As a complex parts, it is difficult to draw a clear picture of engine cylinder head. This paper introduces each part’s importance of engine cylinder head and analyzes the assembling of cylinder head and related parts, pointing out that the core principles of cylinder head’s machining technology as well as the processing methods and some notices. The practice proves that this processing method and principles facilitate the holding on the key points of engine cylinder head machining and a flexible arrangement of technology. Key words: Engine cylinder head; Assembling; Technology analysis; Machining methods 发动机缸盖的机加工艺及加工难点 万方数据 默克精密工具(常州)有限公司陈圣
1. What is a wafer? What is a substrate? What is a die? 什么是硅片,什么是衬底,什么是芯片 答:硅片是指由单晶硅切成的薄片;芯片也称为管芯(单数和复数芯片或集成电路);硅圆片通常称为衬底。 2. List the three major trends associated with improvement in microchip fabrication technology, and give a short description of each trend. 列出提高微芯片制造技术相关的三个重要趋势,简要描述每个趋势 答:提高芯片性能:器件做得越小,在芯片上放置得越紧密,芯片的速度就会提高。 提高芯片可靠性:芯片可靠性致力于趋于芯片寿命的功能的能力。为提高器件的可靠性,不间断地分析制造工艺。 降低芯片成本:半导体微芯片的价格一直持续下降。 3. What is the chip critical dimension (CD)? Why is this dimension important? 什么是芯片的关键尺寸,这种尺寸为何重要 答:芯片的关键尺寸(CD)是指硅片上的最小特征尺寸; 因为我们将CD作为定义制造复杂性水平的标准,也就是如果你拥有在硅片某种CD的能力,那你就能加工其他所有特征尺寸,由于这些尺寸更大,因此更容易产生。 4. Describe scaling and its importance in chip design. 描述按比例缩小以及在芯片设计中的重要性 答:按比例缩小:芯片上的器件尺寸相应缩小是按比例进行的 重要性:为了优电学性能,多有尺寸必须同时减小或按比例缩小。 5. What is Moore's law and what does it predict? 什么是摩尔定律,它预测了什么 答:摩尔定律:当价格不变时,集成电路上可容纳的晶体管数,月每隔18个月便会增加1倍,性能也将提升1倍。 预言在一块芯片上的晶体管数大约每隔一年翻一番。 第二章 6. What is the advantage of gallium arsenide over silicon? 砷化镓相对于硅的优点是什么 答:优点:具有比硅更高的电子迁移率;减小寄生电容和信号损耗的特性;集成电路的速度比硅电路更快;材料的电阻率更大。 7. What is the primary disadvantage of gallium arsenide over silicon? 砷化镓相对于硅的主要缺点是什么 答:主要缺点:缺乏天然氧化物;材料的脆性;成本比硅高10倍;有剧毒性在设备,工艺和废物清除设施中特别控制。
汽车制造工艺学 题目:连杆加工工艺分析 系别:机械工程 班级:车辆0903 姓名:薄利杰 学号:20094152 老师:原老师 2012 年6 月8日
连杆加工工艺分析 内容摘要: 在现代的各个生产部门中所使用的机械,虽然是多种多样,其构造、用途和性能也个不相同,但各种不同的机械切用可能有相同的运动系统,即具有相同的机构。例如蒸汽机、内染机、火塞泵和曲轴冲床等不同机械,他们的主要组成都有曲柄滑块机构。连杆机构是由若干个杆状构件、销轴、滑块、导轨等组成。本文主要介绍连杆的功用与结构、连杆的工艺特点。 关键词: 一、连杆机构的结构和形式 1、构件的形式 连杆机构的构件大多制成杆状,但根据受力和结构等需要,并不一定都做成杆状,常见的形式为; (1)杆状,它的构造简单,加工方便,一般在杆长(运动)尺寸R胶大时采用。(2)盘状,有时它本身就是一个皮带轮或齿轮,在圆盘上距轴心R处装上销轴,以便和其他构件组成回转副,尺寸R为杆长。这种回转体的质量均匀分布,故盘状结构能比杆转的更适于较高的转速,常用做曲柄或摆杆。 (3)桁架和箱形梁,当构件较长或受力较大,采用整体式杆件不经济或制造困难是可采用这种结果形式。 (4)曲轴,结构简单,与它主成运动副的构件可做成整体式的,但由于悬臂,强度及杆度较差。当工作载荷和尺寸较大,或曲柄安置在转动轴的中间部分时,此形式在内燃机、压缩机等机械中经常采用,曲柄在中间轴劲处与连杆相连,连杆必须部分为连杆体和连杆盖,然后用螺栓将其拧紧。 2、运动副的形式 (1)回转副,可利用滑动轴承或滚动轴承组成回转副。滑动轴承的结构简单,但轴承间隙会影响构件的运动性质,当构件和运动副较多时,间隙引起的积累误差必增大。如采用滚动轴承作回转副,则磨檫损失小,运动副间隙小,启动灵敏,但专配复杂,两构件接头处的颈向尺寸较大,可用滚针轴承解决着一矛盾。 (2)移动副,组成移动副的两构件和各种导路的形式。带有调整板的T型导路:圆柱形导路:带有侧板棱柱形导路:V型导路:可调整的带有燕尾形的组合导路:滚珠的滚柱导路:带有滚柱的滚柱导路。 二、连杆的结构、材料与主要技术要求 连杆是较细长的变截面非圆形杆件,其杆身截面从大头到小头逐步变小,以适应在工作承受的急剧变化的动截荷。中等尺寸或大型连杆是由连杆体和连杆盖两部分组成,连杆体与连杆盖用螺栓和螺母与曲轴主轴劲装置在一起,而尺寸较小的连杆(如摩托车发动机用连杆)多数为整体结构。图1-1所示为柴油机的连杆零件图。 为了减少磨损和磨损后便于修理,在连杆小头孔中压入青铜衬套,大头孔中装有薄壁巴氏合金轴瓦。
任务7 连杆零件加工 1、教学目标 最终目标:会连杆零件的加工。 促成目标: 1、能分析连杆零件的结构工艺性; 2、会拟定连杆零件的加工工艺路线 3、会合理选择夹紧着力点; 3、牢记安全文明生产规范要求。 2、工作任务 按拟定工艺完成图9所示连杆类零件加工。 零件名称:连杆 材料:45,40cr 生产纲领:大批。 图7-1 连杆 3、相关实践知识 连杆是活塞式发动机的重要零件,其大头孔和曲轴连接,小头孔通过活塞销和活塞连接, 将作用于活塞的气体膨胀压力传给曲轴,又受曲轴驱动而带动活塞压缩气缸中的气体。连杆 承受的是高交变载荷,气体的压力在杆身内产生很大的压缩应力和纵向弯曲应力,由活塞和 连杆重量引趄的。惯性力,使连杆承受拉应力。所以连杆承受的是冲击性质的动载荷。因此 要求连杆重量轻、强度要好 3.1 选择机床和工件安装方式 连杆加工的加工表面为大小头孔,两端面,连杆盖与连杆体的接合面和螺栓等。次要表 面为油孔、锁口槽、供作工工艺基准的工艺凸台等。还有称重去重、检验、清洗和去毛刺等 工序。 连杆的加工工序多,采用多种加工方法,主要有:磨削,钻削,拉削,镗削等。各种加
工刀具前面已有介绍,这里不再重复。下面,我们主要介绍加工中所采用的机床。 3.1.1连杆加工中所采用的机床 连杆加工中,主要采用了以下几种机床,分别是:双轴立式平面磨床、立式六轴钻床、立式内拉床,双面卧式组合铣床,双面卧式钻孔组合机床,金刚镗床。 其中双轴立式平面磨床的型号是:M77;立式六轴钻床的型号是:Z2;立式内拉床的型号是:L51;立式外拉床的型号是:L71;双面卧式组合铣床的型号是:双面卧式钻孔组合机 床:金刚镗床的型号是:T70 有关机床代码的编号规则如下: 符号意义: “○”为大写的汉语拼音字母; “□”为阿拉伯数字; “( )”无内容时可不表示,若有内容,则不带括号;“◎”为大写的汉语拼音字母、或阿拉伯数字、或两者兼而有之。 (1) 类别代号 机床的类别分为十二大类,分别用汉语拼音的第一个字母大写表示,位于型号的首位,表示各类机床的名称。各类机床代号见表7-1。 (2) 特性代号 特性代号是表示机床所具有的特殊性能,用大写汉语拼音字母表示,位于类别代号之后。特性代号分为通用特性代号、结构特性代号。 1)通用特性代号 当某类机床除有普通型外,还具有某些通用待性时,可用表2-2所列代号表示。例如: “CK ”表示数控机床;“MBG ”表示半自动高精度磨床。 类型代号 特性代号 组别系别代号 主参数 第二参数 重大改进顺序号 其他特征代号 表7-1 类别代号
发动机缸盖生产工艺的研究 第一章发动机缸盖生产线分类的研究 (1) 1.1 刚性生产线 (1) 1.2 柔性生产线 (2) 1.2.1 串行柔性线 (4) 1.2.2 并行柔性线 (4) 1.2.3 专机式柔性线 (5) 1.3 试制线 (5) 1.4 成型线 (5) 第二章发动机缸盖加工工艺的研究 (6) 2.1 加工工艺分析及设备 (6) 2.1.1 工艺流程分析 (7) 2.2 加工工序的研究 (7) 2.2.1 粗基准和精基准的选择 (7) 2.2.2 辅助工序及设备 (9) 2.3 加工方法 (10) 2.3.1 凸轮轴孔系 (10) 2.3.2 阀座导管孔系 (11) 2.3.3 缸体结合面 (11) 2.4 柔性加工工艺设计 (12) 2.4.1 工艺流程设计及优化 (12) 2.4.2 工序划分方法 (12) 2.4.3 工艺设计原则 (13) 2.5 加工精度的研究 (14) 第三章数字化技术在发动机缸盖工艺中的应用 (17) 3.1 数字化工厂介绍 (17) 3.2 数字化工艺规划 (17) 3.3 发动机缸盖工艺规划 (18) 3.3.1 资源库 (18) 3.3.2 工艺知识库 (19) 3.3.3 CAD模型导入 (19) 3.3.4 特征识别(Feature Recognition) (19) 3.3.5 工艺规划中的其它工作 (19) 3.4 发动机缸盖生产线仿真与优化 (20) 3.4.1 柔性制造生产线仿真的建立 (20) 3.4.2 仿真与优化 (22)
第一章发动机缸盖生产线分类的研究 1.1 刚性生产线 刚性生产线是指该生产线只能生产某种或生产工艺相近的某类产品,表现为生产产品的单一性。刚性制造包括组合机床、专用机床、刚性自动化生产线等。 刚性生产线是根据特定的生产任务需要将专用机床组合在一起,以取得最优的效益。在大批量生产中至今还是刚性生产线( 如多工位自动线) 占主导地位。刚性线主要适合于成熟期产品的大批量生产,生产成本相对较低。但要求一次投资达到目标产量。 采用专用机床组成的刚性线加工对象单一,可变性差,不能及时适应生产任务的变化。市场产品设计发生变化时需对主轴箱、夹具、输送系统等重新设计、改造,改造的工作量大、费用高、生产准备周期长。对多品种共线加工兼容性差,一般只适应于同系列产品的共线加工。 刚性自动线生产率高,但柔性较差,当加工工件变化时,需要停机、停线并对机床、夹具、刀具等工装设备进行调整或更换(如更换主轴箱、刀具、夹具等),通常调整工作量大,停产时间较长。整个生产线有统一的节拍,一台机床因故停机,全线工作将被迫中断,因此这种加工线不能太长。对于向发动机缸体、缸盖这种加工工序很长的零件,就要把加工线分成几段,各段之间加上储料装置,一段生产线因故停机,其上下段仍然可继续工作。 刚性自动化生产线是用于工件输送系统将各种刚性自动化加工设备和辅助设备按一定的顺序链接起来,在控制系统的作用下完成单个零件加工的复杂大系统。 在刚性自动线上,被加工零件以一定的生产节拍,顺序通过各个工作位置,自动完成零件预定的全部加工过程和部分检测过程。因此,刚性自动线具有很高的自动化程度,具有统一的控制系统和严格的生产节奏。 除此之外,刚性自动化还具有可以有效缩短生产周期、取消半成品的中间库存、缩短物料流程、减少生产面积、改善劳动条件、便于管理等优点。
集成电路工艺认识实习报告 1.专题一MEMS(微机电系统)工艺认识 1.1 重庆大学微系统研究中心概况 重庆微光机电工程技术研究中心依托于重庆大学,主要合作单位有中国电子科技集团公司第二十四研究所等。中心主要从事MEMS设计、研发及加工关键技 术研究、产业化转化和人才培养。 中心建立了面向西南地区的“MEMS器件及系统设计开发联合开放实验室,拥有国际先进的MEMS和CMOS电路设计及模拟软件,MEMS传感器及微型分析仪 器的组装和测试设备。 1.2主要研究成果 真空微电子压力传感器、集成真空微电子触觉传感器、射频微机械无源元件、硅微低电压生化分析系统、折衍混合集成微小型光谱分析仪器、全集成硅微二维加速度传感器、集成硅微机械光压力传感器、硅微加速度阵列传感器、硅微力平衡电容式加速度传感器、反射式混合集成微型光谱分析系统、微型振动式发电机系统、真空微电子加速度传感器 1.3微系统中心主要设备简介 1.3.1. 反应离子刻蚀机 1.3.2双面光刻机 1.3.3. 键合机 1.3.4. 探针台
1.3.5. 等离子去胶机 1.3.6. 旋转冲洗甩干机 1.3.7. 氧化/扩散炉 1.3.8. 低压化学气相淀积系统 1.3.9. 台阶仪 1.3.10. 光学三维形貌测试仪 1.3.11. 膜厚测试仪 1.3.1 2. 感应耦合等离子体(ICP)刻蚀机
1.3.13. 箱式真空镀膜机 1.3.14. 槽式兆声清洗机 1.3.15.射频等离子体系统 1.4MEMS的主要特点 体积小,重量轻,材料省,能耗低;完整的MEMS一般是由微动力源、微致动器、微传感器组成,智能化程度高,集成度高;MEMS整体惯性小,固有频率高,响应快,易于信号实时处理;由于采用光刻、LIGA等新工艺,易于批量生产,成本低;MEMS可以达到人手难于达到的小空间和人类不能进入的高温,放射等恶劣环境,靠MEMS的自律能力和对微机械群的遥控,可以完成宏观机械难于完成的任务。 1.5MEMS器件的应用 1.5.1 工业自动控制领域 应用MEMS器件对“温度、压力、流量”三大参数的检测与控制,目前普遍采用有微压力、微流量和微测温器件 1.5.2生物医学领域 微型血压计、神经系统检测、细胞组织探针和生物医学检测,并证实MEMS器件具有再生某些神经细胞组织的功能。
发动机缸体
————————————————————————————————作者: ————————————————————————————————日期:
发动机缸体 [摘要]缸体是汽车发动机乃至汽车中最重要的零件之一,发动机的加工质量直接影响发动机的质量,进而影响到汽车整体的质量,因此发动机缸体的制造加工长期以来一直受到国内外汽车生产企业的重视。[缸体的简单介绍]发动机缸体是发动机的基础零件和骨架,同时又是发动机总装配时的基础零件。缸体的作用是支承和保证活塞、连杆、曲轴等运动部件工作时的准确位置;保证发动机的换气、冷却和润滑;提供各种辅助系统、部件及发动机的安装。汽车发动机的缸体和上曲轴箱常铸成一体,称为缸体——曲轴箱。缸体上部的圆柱形空腔称为气缸,下半部为支承曲轴的曲轴箱,其内腔为曲轴运动的空间。在缸体内部铸有许多加强筋,冷却水套和润滑油道等。根据缸体与油底壳安装平面的位置不同,通常把缸体分为以下三种形式。(1)一般式缸体:其特点是油底壳安装平面和曲轴旋转中心在同一高度。这种缸体的优点是机体高度小,重量轻,结构紧凑,便于加工,曲轴拆装方便;但其缺点是刚度和强度较差(2)龙门式缸体:其特点是油底壳安装平面低于曲轴的旋转中心。它的优点是强度和刚度较好,能承受较大的机械负荷;但其缺点是工艺性较差,结构笨重,加工较困难。(3)隧道式缸体:这种形式的缸体曲轴的主轴承孔为整体式,采用滚动轴承,主轴承孔较大,曲轴从缸体后部装入。其优点是结构紧凑、刚度和强度好,但其缺点是加工精度要求高,工艺性较差,曲轴拆装不方便。为了能够使缸体内表面在高温下正常工作,必须对缸体和缸盖进行适当地冷却。冷却方法有两种,一种是水冷,另一种是风冷。水冷
杨涛涛张裕张皓 摘要:发动机缸盖座圈经常与高温高压的燃气相接触,承受着较高的热负荷和机械负荷,这要求座圈有较高的耐磨性和密封性,若发动机缸盖进、排气座圈的环带密封带及对导管孔跳动值不良,将会使气门在工作时发生中心偏移,导致有害的热传导和气门及导管孔的快速磨损,直接影响发动机功率、油耗及性能,故座圈和导管孔的加工精度提出了较高要求。其加工工艺设计也越来越受到重视。 关键词:发动机缸盖工艺设计 近年來,发动机行业作为机械设计的重要方面,在一定范围内取得了实质性的成果。为保证发动机缸盖能够承受很大的热负荷和机械负荷,需要保证缸盖配气的密封性,故在缸盖加工过程,对缸盖进、排气座圈方面的工艺要求也越来越高,如我司生产的LJ465Q-2A缸盖,其座口环带跳动值小于0.05mm,座圈粗糙度小于Ra0.8,环带密封带宽度1.3±0.1。 一、生产工艺流程 发动机缸盖毛坯一般为合金铸铝件,作为发动机上关键零部件之一,加工精度要求较高,加工工艺复杂,而其加工质量直接影响发动机整机性能。通过不断的考察和研究,发动机缸盖加工的生产工艺已经逐渐成熟,基本能满足精度要求。其中对于缸盖关键工序的座圈和导管孔加工工艺,一般采用复合锪座圈底孔及部分导管底孔流程主要是先对缸盖毛坯上线检查——转铰加工导管底孔,座圈底孔——气门导管,气门座圈压装——锪铰气门导管孔,气门座圈——座圈环带试漏——成品下线。整个工艺过程中,在锪铰气门座圈,气门导管孔工序直接关系座圈对导管孔的跳动值的实现。 二、重点工艺 随着现代汽车行业的竞争日益加剧,加工进、排气座圈孔和导管孔的加工已作为衡量发动机缸盖精加工的重要关键工序之一,其形位公差和精度的要求也越来越高,越来越受到各发动机工厂重视。经过较长时间的发展,发动机缸盖进、排气座圈和导管孔的加工工艺已经逐渐成型,一般采用复合锪座圈底孔及枪铰导管底孔,我司缸盖线在工艺规划时吸收了同行的经验和教训,在座圈和导管孔的加工上进行了有效的优化设计。 三、缸盖进、排气座口的工艺改进 在社会经济的推动下,发动机行业在社会发展中的比重有所增加,是现代汽车行业发展必不可少的一部分。发动机缸盖的工艺设计影响着发动机的正常运转,与整个发动机性能之间有着不可分割的联系,因此,对发动机缸盖工艺要求越来越高。 发动机缸盖结构较为复杂,零件表面分布着许多孔特征和槽特征,如排气门座孔、气门导管孔等,作为发动机的重要组成部分,发动机缸盖进、排气座圈加工工艺与发动机整体性能有着不可分割的联系。近年来,发动机缸盖设计工艺虽然缺德了实质性的成果,但也存在一些问题,可以采用对缸盖加工线进行全新设计的方式,对发动机缸盖进、排气座口工艺进行优化改进。
晶体加工工艺总结(德清华瑞光学) 晶体加工 1、方解石:光轴面抛光后不能用白胶布保护,必需用黑胶布。光轴面B=Ⅲ,用玻璃盘细磨,细磨光圈半个左右。抛光:用绸布(真丝布)绑在抛光好的平玻璃板上,一定要平,然后用704粘合剂均匀地涂在绸布上,未干时放在平玻璃板上轻轻磨一下,然后等完全干透。 2、白宝石、红宝石:要求B=Ⅳ,θ=1′,N=1,ΔN=1/2。一般用钢盘加研磨膏抛光,钢盘一定要改好。如果B要求较高,可用特殊胶盘。细磨一定要好。 3、磁光(旋光)晶体:YIG、GGG。细磨一定用碳化硼280#,20#,抛光先用宝石粉W2.5抛亮后,再用刚玉微粉W1.5抛,用水晶作垫子。 4、BBO,微潮,磨砂用302#、302.5#。在铁盘或玻璃盘上磨。抛光用CeO2可抛好。晶体易开裂,加工时及加工前后均应注意保持恒温。并要求选取无包裹的纯单晶加工,有方向要求。BBO晶体较软,易划伤,抛光面不可与任合物擦拭。BBO晶体易潮解,抛光后置于红外灯下烘干,然后置于密封干燥的容器中保存。 5、氟化钙(CaF2)B=Ⅲ,可用CeO2抛好。用302#、303#磨砂,用宝石粉抛亮后,改用钻石粉水溶液抛光圈和道子。用宝石粉W1抛光很快,然后用W0.5 抛光圈和道子。用聚胺树脂作抛光模范,也可用宝石粉抛亮后用氧化铬抛光,胶盘用软胶盘,工件最好抛高光圈,但不必高太多。 6、LBO材料硬度与K9相似,点胶上盘,如封蜡可用电烙铁直接封,研磨、抛光同K9玻璃相似,用CeO2抛光。 7、氟锂锶锂:软晶体、易坏,B=Ⅱ,上盘用红外灯慢慢加热。在清洗时不可多擦表面,否则易出道子。用氟化锂做保护片,W1.5刚玉粉抛亮后改用W0.5钻石微粉水溶液抛光。用CeO2抛光也可抛好。(500目) 8、KTP晶体:硬度和ZF相差不多,用ZF做保护片,进行抛光。KD*P、KT*P,用软胶盘(一般用特殊配制的胶盘),也可用1#(天较冷)2#(天较热)号胶盘,抛光后用洗砂倒边。KD*P易潮解、易碎,抛光时温度、湿度要求较高。 9、双45°LN电光Q开关:双45°LN电光Q开关是一种利用LN晶体作材料加工成的斜方棱镜,有六个加工面,其中四个面抛光,另两个面只须定向和研磨。在四个抛光面中,入射面、出射面为晶体Y晶面。入射面、出射面的夹角为45°±1′,电极面为X晶面,须镀金。加工时首先要确定Y基准面,X、Y晶面的衍射角为θ(110)=17°24′和θ(300)=31°12′。上盘用石膏模固定,配盘材料用LN或与LN相似的K9玻璃。加工时入射面、出射面主要控制几何尺寸和平行度,技术要求:N=1/4、B=Ⅲ,θ≤10〞。加工第一个45°反射面主要控制角度和塔差,第二个45°反射面除控制零件的长度外,还要控制光线经过四个抛光面反射后所反映出来的综合平行度。由于光线在晶体内部经过四次反射,因此测量综合平行度只是分划板读数的1/4n(n为LN折射率)通常要求θ≤10〞。LN电光Q开关的两个45°反射面的粗糙程度的好坏与晶体抗激光损伤能力密切相关。LN属于铁电晶体,当抛光级剂选用不当时会出现抛不亮或返毛现象,可通过选高熔点的抛光剂或在溶液中加入HCL或肥皂粉,如果仍不行须重新磨砂。 10、Mg2SiO4 (镁橄榄石)晶体,莫氏硬度为7,抛光较难。 1、用聚胺树脂硬胶盘加W3.5、W2.5宝石研磨膏抛光,大约要5~6小时,一天左右可抛亮。 2、抛亮厚用W0.5钻石微粉水溶液改光圈。低光圈较难改。 11、SeZn晶体,软晶体。磨砂用302#、302.5#在玻璃盘上,抛光用软胶盘,先用W1.
发动机缸盖加工关键工艺研究 发表时间:2019-01-04T11:46:06.083Z 来源:《科技研究》2018年10期作者:魏本堂[导读] 本文简要介绍和分析了发动机缸盖机加工艺的技术难点,发动机缸盖是一种比较复杂的零件,其加工精度和质量会直接影响整个发动机的质量。 (安徽江淮汽车集团股份有限公司技术中心安徽合肥 230000)摘要:本文简要介绍和分析了发动机缸盖机加工艺的技术难点,发动机缸盖是一种比较复杂的零件,其加工精度和质量会直接影响整个发动机的质量。在现场加工的过程中还要把握现场工况、生产情况和设备情况,合理的安排加工工艺,保障缸盖的加工质量。 关键词:发动机;缸盖加工;关键工艺引言 缸盖是发动机燃烧室的组成部分,连接许多配气供油装置,是进气、排气的通道。对于发动机而言,缸盖对于供油装置有直观的影响,对于整机的性能与寿命有关键的影响,而且缸盖的结构性状复杂、内部呈腔型结构,加工难度较高,为了确保发动机的使用效果,需要对缸盖加工过程中的关键工艺进行控制,确保缸盖加工精度。 1 发动机缸盖机加工的概述 缸盖使发动机总成中的主要零件之一,位于发动机上部,通过缸垫、螺栓,和气缸体牢固地作用于一体。它主要的功能包含以下三方面:第一,将气缸的上部封闭,让活塞的顶部与汽缸壁共同作用形成燃烧室;第二,定制发动机的气门等配气机构,也是进排气管和出水管的主要装配基体;第三,在气缸内部有冷却水套,气缸面上的冷却水和内部冷却水相互贯通,运用循环水将内部的高温带走。可见,缸盖的加工工艺极为复杂,并对精度有较高的要求,而精度的优劣对发动机的整体性能及可靠性影响极大。缸盖内部关键的部件是进/排气孔和气门座圈。这两个重要部位对缸盖的燃烧质量具有重要的影响,随之也将影响整个发动机的性能以及品质。 2 发动机缸盖的结构特征 要提高发动机缸盖机加工艺的精度,保障发动机缸盖的加工质量,就必须对发动机缸盖的结构特征进行一定的了解。发动机缸盖具有以下几个结构特征:首先,气缸盖对于刚度和强度有着较高的要求,才能在气体的热应力和压力的作用下正常工作,保障气缸盖不会受到气体热应力和压力的损坏。其次,气缸盖一般为六面体状,属于一种多孔薄壁件。气缸的6个外形面可以分为缸体结合面和其他面,其中最重要的是缸体结合面,缸体结合面指的是与缸体进行结合的面,上面具有燃烧室。发动机中最重要的性能参数——压缩比指的是燃烧室的容积和气缸之间的比值。可燃混合气体在气缸中被压缩,然后在燃烧室内被点火和燃烧。要求燃烧室具有一定的容积,否则会造成可燃混合气体的燃爆。如果容积过大又会影响发动机的功率。缸体结合面的位置精度具有较高的要求,对于密封有着较高的要求。 3 发动机缸盖的粗加工工艺 发动机缸盖加工工艺中的第一个流程就是粗加工工艺。粗加工工艺要注意以下几个方面:第一,发动机缸盖材料一般为铝合金、灰铸铁、蠕墨铸件。汽油发动机一般采用铝合金,柴油机一般采用灰铸铁或蠕墨铸铁,部分小型柴油发动机或对重量有较高要求的柴油机也采用铝合金缸盖材料。随着发动机排放的不断提升以及对强度要求越来越高,柴油发动机总成在四气门缸盖中很容易出现气门间的裂纹。因此,需要从缸盖产品结构布置、铸造毛坯浇注工艺、机加工加工工艺、新材料应用等方面进行研究。蠕墨铸铁的应用,就是解决以上致命可靠性的方法之一。对三种不同材质的缸盖,需采用不同的刀具种类及切削参数,且铝合金加工效率最高,蠕墨铸铁加工效率最低。假如刀具及切削参数选择不当,蠕墨铸铁加工效率要比灰铸铁加工效率降低30%以上。第二,加工毛坯件。在选择合适的材料之后就要加工毛坯件。缸盖毛坯件的加工技术要求在于毛坯件上面不能有粘砂、砂眼、气孔、疏松,不能存在热浇不足、冷隔和裂纹的现象,并保障毛坯件的粗传送点、夹紧点和定位基面具有良好的光滑性和一致性。 4 发动机缸盖的机加工工艺 4.1 平面加工 从缸盖的内部结构来看,大平面较多,进、排气面和顶面、底面均为大平面,这就要求平面度及表面粗糙度等精度必须保持较高水平,进而要求机床拥有实现高精度加工的能力,能达到较高的刀具调整精度和几何精度。以前,缸盖大平面主要是运用合金刀片加工,现在由于毛坯情况通常较好,因此常用金刚石刀片加工,这种工艺可以优化缸盖平面,提高加工表面的精度。 4.2 加工发动机缸盖的高精度孔 发动机缸盖中的高精度孔包括凸轮轴孔、挺杆孔、导管孔和气门阀座等孔隙,这些孔隙对于表面粗糙度、位置精度和尺寸精度的要求均较高。因此可以说缸盖机加工艺中的核心工艺就是高精度孔的加工,也成为了发动机缸盖机加工艺中的技术难点。发动机气门与缸盖气门导管和缸盖气门阀座必须能够完整地配合,这对同轴度有着较高的要求。气门锥面和气门阀座之间必须能够密封,因此气门阀座具有较高的圆度要求。当前主要的加工工艺是先进行机床主轴快进,然后进行工进,接着启动主轴,对气门阀座的锥面进行加工。进而将主轴停止并后退,然后重新启动主轴,气门导管进行枪铰加工。在完成枪铰加工之后工进退刀,将主轴回推。这种工艺能够进一步减少重复定位误差,做到一次定位,使得气门阀座和气门导管的同轴度得到提高。但是由于气门导管和气门阀座具有不同的材料因此必须选择不同的刀具,这也进一步提高了加工的难度。 4.3 加工气门导管底孔和缸盖挺杆孔 这两方面的加工具有较高的精度要求,在加工的过程中注意尽量减少不必要的误差,提高气门导管底孔和缸盖挺杆孔的加工精度。 4.4 加工缸盖凸轮轴孔 作为缸盖的最长孔,缸盖的凸轮轴孔如果运用分段或调头加工的方式,虽然对机床设备及刀具相对简单,一般也能基本保障凸轮的轴孔加工精度,但是不能满足凸轮轴孔与同轴度的加工要求。因而,加工时应尽量满足一次成型的要求。对于长杆件而言,有效清除有关刀杆自身的重力是机械加工中一项很重要的难题。实际应用中,需要采用带有镗模架的自动专机生产线或者运用刀具的自导向,清除刀杆对整体加工的重力影响因素。
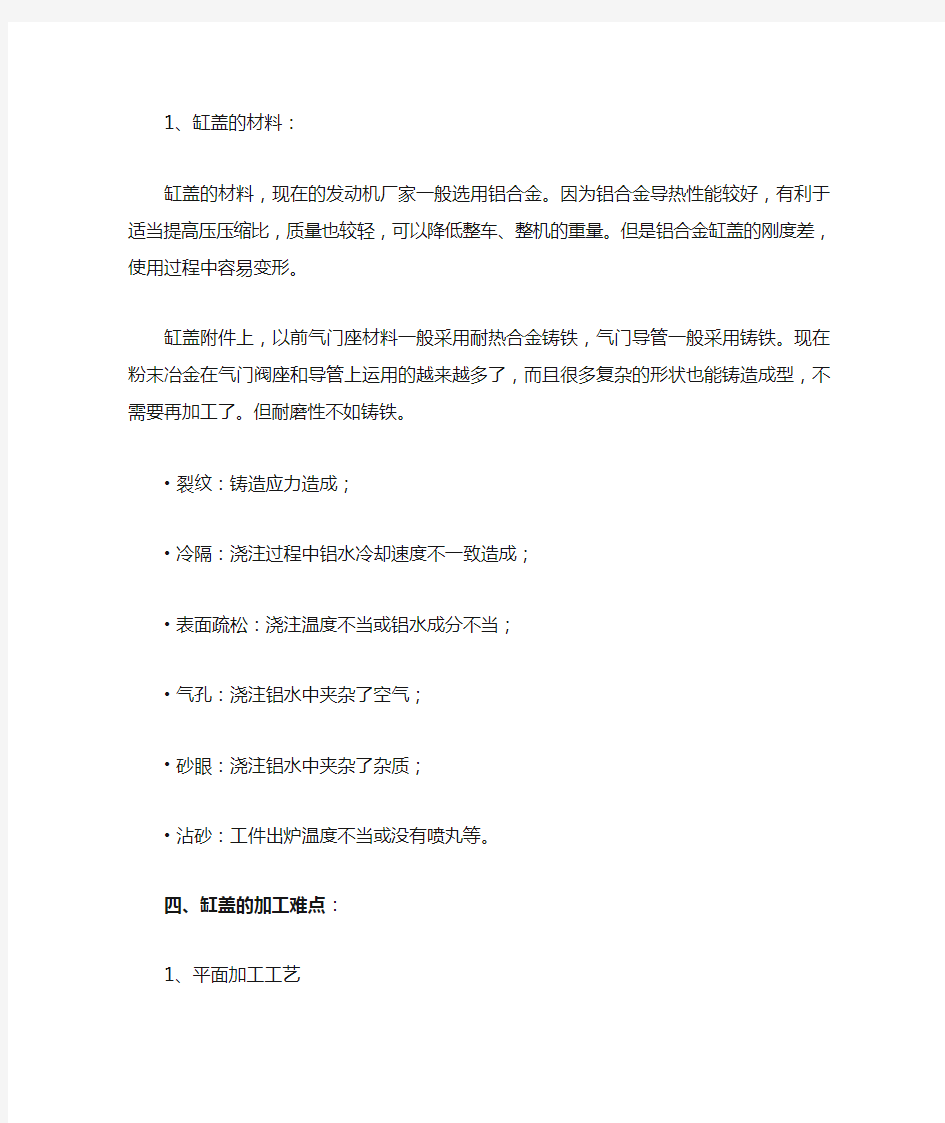
缸盖是内燃机的重要部件,它的加工精度直接影响到发动机的工作性能。发动机工作时,由于可燃气体是在缸盖燃烧室压缩后进行点燃,致使气门阀座承受很高的热负荷和机械负荷。这既要求阀座有很高的耐磨性,还要有很好的密封性。如果阀杆工作时中心发生偏移除了会导致有害的热传导和阀杆及导管孔的很快磨损外,还会造成耗油量的增加。因此,对气门阀座和导管孔的加工精度提出了很高的要求,特别是对气门阀座工作锥面与导管孔的相互间的同轴度规定了很严的公差。 对于汽油发动机,同轴度允差规定为0.015-0.025mm ,而对于柴油机则仅为0.01-0.015mm(在燃烧室中,柴油可燃气体的压缩比要比汽油大2-2.5倍)。在大批量生产中,要稳定的保持这样的公差,除需要优化加工工艺外,定位基准的选择,专用刀具和精镗头的合理结构及其精度均具有重要的意义。 气门阀座和导管孔的加工是缸盖加工的关键技术。长期以来,国内外许多组合机床和刀具制造厂,如大连组合机床研究所、Ex-Cell-O 、Alfing 、Grob 、H üler Hille 、Ernst Krause & Co 等机床厂和Komet 、Plansee 、Beck 、Mapal 等刀具厂都十分重视这类技术设备及专用刀具的开发。近几年来,特别是在专用刀具开发方面取得了长足进步,这对提高加工精度、刀具耐用度和加工效率起着积极作用。 气门阀座和导管孔的底孔加工 气门阀座和导管孔的底孔精度是直接影响气门阀座 和导管孔终加工精度的重要因素。因为底孔的同轴 度误差(一般应低于0.02-0.05mm)会造成气门阀座 和导管孔精加工余量的分配不均,从而影响到终加 工精度。 为保证阀座和导管孔底孔的同轴度公差,许多厂家 采用专用复合刀具,并分钻扩、半精镗、和精镗三道工序进行加工。在精镗时,为增强细长镗杆的刚 性,大多数采用硬质合金镗杆(图1),但也有采用 背导向支承的方式(图2)。由于硬质合金的弹性模 数(E =500000N/mm 2-630000N/mm 2)比钢(E = 200000N/mm 2)约大3倍,因此,选用硬质合金制作 的镗杆可获得较好的刚性(R =3EI/L 3)。采用背导向 支承方式,同样也可增强镗杆的刚性,但为确保支 承效果,背导向的支承导套与镗杆中心应保持足够高的同轴度,在结构上也比较复杂。 缸盖的定位 精加工气门阀座工作锥面和导管孔时,多数是以与缸体的接合面和该平面上的两个定位销孔进行定位。这种曾被普遍应用的一面二销的定位方式,由于夹具定位销与阀座、导管孔之间的位置误差以及相邻阀座(和相邻导管孔)之间的位置误差均会造成加工余量的偏移,在最终精加工时,导致刚性差的铰刀也随之产生加工偏移,所以采用这种定位方式并非总能达到规定的精度。 因此,为确保加工精度,必须要减少定位误差以提高加工余量的均匀性,否则阀 图1:装有硬质合金樘杆的专用刀具 图2:精樘气门阀座和导管孔(左),精加工气门阀座工作锥面和导管孔(右)
三种管子的工作原理、符号、结构、电流电压方程、电导、跨导、频率 然后还有集边效应,二次击穿 双极型晶体管: 发射极电流集边效应: (1)定义:由于p-n 结电流与结电压的指数关系,发射结偏压越高,发射极边缘处的电流较中间部位的电流越大 (2)原因:基区体电阻的存在引起横向压降所造成的 (3)影响:增大了发射结边缘处的电流密度,使之更容易产生大注入效应或有效基区扩展效应,同时使发射结面积不能充分利用 (4)限制:限制发射区宽度,定义发射极中心到边缘处的横向压降为kT /q 时所对应的发射极条宽为发射极有效宽度,记为2S eff 。S eff 称为有效半宽度。 发射极有效长度 : (1)定义:沿极条长度方向,电极端部至根部之间压降为kT/q 时所对应的发射极长度称为发射极有效长度 (2)作用:类似于基极电阻自偏压效应,但沿Z 方向,作用在结的发射区侧 二次击穿和安全工作区: (1)现象:当晶体管集电结反偏增加到一定值时,发生雪崩击穿,电流急剧上升。当集电结反偏继续升高,电流I c 增大到某—值后,cb 结上压降突然降低而I c 却继续上升,即出现负阻效应。 (2)分类: 基极正偏二次击穿(I b >0)、零偏二次击穿和(I b =0)、反偏二次击穿(I b <0)。 (3)过程:①在击穿或转折电压下产生电流不稳定性; ②从高电压区转至低电压区,即结上电压崩落,该击穿点的电阻急剧下降; ③低压大电流范围:此时半导体处于高温下,击穿点附近的半导体是本征型的; ④电流继续增大,击穿点熔化,造成永久性损坏。 (4)指标:在二次击穿触发时间t d 时间内,消耗在晶体管中的能量 ?=d t SB IVdt E 0 称为二次击穿触发能量(二次击 穿耐量)。晶体管的E SB (二次击穿触发功率P SB )越大,其抗二次击穿能力越强。 (5)改善措施: 1、电流集中二次击穿 ①由于晶体管内部出现电流局部集中,形成“过热点”,导致该处发生局部热击穿。
1、分立器件和集成电路的区别 分立元件:每个芯片只含有一个器件;集成电路:每个芯片含有多个元件。 2、平面工艺的特点 平面工艺是由Hoerni于1960年提出的。在这项技术中,整个半导体表面先形成一层氧化层,再借助平板印刷技术,通过刻蚀去除部分氧化层,从而形成一个窗口。 P-N结形成的方法: ①合金结方法 A、接触加热:将一个p型小球放在一个n型半导体上,加热到小球熔融。 B、冷却:p型小球以合金的形式掺入半导体底片,冷却后,小球下面形成一个再分布结晶区,这样就得到了一个 pn结。 合金结的缺点:不能准确控制pn结的位置。 ②生长结方法 半导体单晶是由掺有某种杂质(例如P型)的半导体熔液中生长出来的。 生长结的缺点:不适宜大批量生产。 扩散结的形成方式 与合金结相似点: 表面表露在高浓度相反类型的杂质源之中 与合金结区别点: 不发生相变,杂质靠固态扩散进入半导体晶体内部 扩散结的优点 扩散结结深能够精确控制。 平面工艺制作二极管的基本流程: 衬底制备——氧化——一次光刻(刻扩散窗口)——硼预沉积——硼再沉积——二次光刻(刻引线孔)——蒸铝——三次光刻(反刻铝电极)——P-N结特性测试 3、微电子工艺的特点 高技术含量设备先进、技术先进。 高精度光刻图形的最小线条尺寸在亚微米量级,制备的介质薄膜厚度也在纳米量级,而精度更在上述尺度之上。 超纯指工艺材料方面,如衬底材料Si、Ge单晶纯度达11个9。 超净环境、操作者、工艺三个方面的超净,如 VLSI在100级超净室10级超净台中制作。 大批量、低成本图形转移技术使之得以实现。 高温多数关键工艺是在高温下实现,如:热氧化、扩散、退火。
1 绪论 1.1 S195柴油发动机的发展简史 中国自主研发的柴油发动机的“代表”作品当属从七十年代辉煌至今的S195柴油机,而该产品从诞生到成长发展的历史,就像一首歌,激昂中挥洒出创业的奔放,流畅中跌宕着发展的起伏,如歌的旋律,奏出了中国民族品牌辉煌的乐章。 时光到流到上世纪六十年代初。为加快我国农业经济的发展步伐,党中央和毛主席发出了“农业的根本出路在机械化”的号召,当时以制造各种型号内燃机为主线,来加快农业机械化的进程。1966年,在以手扶拖拉机为农村机械化象征的年代里,国家向各个大型工厂提出课题,为东风12型新手扶拖拉机制造心脏,要将195B柴油机的重量从185公斤降至为120公斤,功率从8马力提高到12马力。几经设计试制,研究人员开发出X195型柴油机,但到田间试验中发现振动要比195B大,为了减少振动,利于农民操作,技术人员通过潜心研究,提出了一个大胆的设想,就是改单轴平衡为双轴平衡,并为之对传动系统重新进行了设计攻关。经过大量的查阅资料和无数次地评审论证,一个单排为六个齿轮的传动系统最佳设计方案在技术人员的手中诞生。在1967年春天一个月朗星稀的傍晚,中国第一台自行设计制造的S195柴油机终于起动成功,随后,以此为动力的东风12型手扶拖拉机也一举试制成功。 中国人民用自己的智慧和双手创造出了S195柴油机,并在计划经济年代里显现出突出的经济效益,企业自身也依托这一适销对路、广受农民欢迎的新颖动力产品而加速了发展。年产量大幅跃升,带动经济效益连年上台阶。 伴随着S195柴油机生产的发展,一时间中国大地上制造195柴油机的生产厂家如雨后春笋般建立起来,当时的第八机械工业部就明确规定,S195柴油机生产图纸需要统一,每年统图,各大厂家为此而无偿提供着自己的设计和制造技术。到七十年代中期,全国各地上马的小缸径柴油机厂都按统一标准的产品图纸进行了大规模的生产,由此S195成为了市场上覆盖率最广、产量最大的产品,这一辉煌状况并一直延续到了八十年代中期。在全国各地区,由于S195柴油机与东风12型手扶拖拉机的配套效应,“农字当头滚雪球”的作法又带动了一批配套企业、特别是乡镇企业的蓬勃发展。S195不仅给生产企业带来了数不清的荣誉和可观的经济效益,而且更重要的是它加快了我国农业机械化的发展步伐。到了八十年代后期,随着农机运输业的发展,农用车又进入了大发展时期,而作为单缸机配套动力的S195已显然不能满足马力的需求,因此在195基础上又促使了S1100、S1105等大马力柴油机的发展。 被称为中国农机工业产品的明珠--S195柴油机,从艰辛研制到盛销不衰是历史的必然,是几代工程师呕心沥血劳动创造的结晶,这个产品见证了中国连续三十多年的蒸蒸日上,也促使了柴油机产品一轮又一轮的更新换代,在单缸多缸并举,增加技术含量满足市场新需求的当今社会中,S195柴油机仍将在众多产品大家族中占有一席之地,并且已成为中华人民共和国工业产品名录中永远的经典。
摘要 汽缸盖是发动机的几大关键之一,零件尺寸较小,但结构形状复杂,有若干精度要求较高的平面和孔系。本文主要分析和设计的是汽缸盖零件的加工工艺和、专用夹具等。通过查阅各种相关书籍,分析缸盖的结构及其功能,编写了发动机缸盖零件的加工工艺;经过计算选择其切削用量、选择机床和工艺设备,设计出了专用夹具。 关键词:加工工艺;发动机缸盖;专用夹具
Abstract The cylinder cover is one of several toll-gates to launch the engine keys, the spare parts size is smaller, but the construction shape is complicated, how many the accuracy request the higher flat surface with the bore department. Analyze primarily here with design of is a cylinder cover the spare parts processes the craft, appropriation tongs and so on .Pass to check every kind of related book, analyze construction and its functions of an urn of covers, weave to write a cover spare parts process the craft; Passing by the calculation chooses its slice the dosage of cut, choice machine tools with craft equipments, design appropriation tongs. Key words: processing technic,Engine cylinder cover; special fixture
发动机缸体加工工艺 发动机缸盖机械加工工艺 给缸盖编号,把缸盖吊上滚道,粗铣上平面 粗铣下平面及钻、扩、铰工艺孔、销孔,钻螺栓孔、水孔 粗铣前端面及左侧面,铣后端面 锪22螺栓孔、凹坑,钻右侧3—?4孔 粗镗凸轮轴半圆孔、台阶孔 加工左、右面孔、上平面油孔 加工上、下面孔 半精镗挺杆孔 半精及精加工上、下面孔 前、后端面钻孔、倒角,凸轮轴第一轴承端面倒角、孔深检 前、后面及上平面攻丝 清洗、吹净 加热气缸盖 冷却进、排气阀座圈、压座圈 压水道闷盖 冷却气缸盖 渗漏检查 精铣下平面 精铣上平面 精铣前端面 精铣左侧面 精镗挺杆孔 压气门导管 精铰喷油嘴阶梯孔 精加工进、排气阀座锥面及导管孔 检查进、排气阀座锥面密封性,导管孔同轴度及导管孔孔径 加工右侧面孔、平面和上平面孔 去毛刺、清理 清洗、吹净 装凸轮轴轴承盖 半精及精镗凸轮轴轴承孔 去毛刺、清理 清洗、吹净 完工检验并编写缸盖总成下线号 发动机481铸铝气缸体机械加工工艺 毛坯上线打号 铣两端面,粗镗曲轴半圆孔,铣轴承座两侧面,钻主油道,钻、绞后端面加工定位销孔 粗铣顶/底面,粗镗缸孔,钻水套冷却孔,加工底面各孔,精铣底面,钻曲轴润滑孔 铣进、排气面和水泵面,加工曲轴通风孔,进、排气面各孔,粗镗水泵孔 加工顶面各孔,底面主轴承安装孔攻丝,主油道孔攻丝,铣锁片槽、止推面,精加工水泵孔
中间清洗 油道、水套试漏 框架装配,螺栓拧紧 加工前后端面各孔,钻、绞6个定位销孔 销孔吹净和定位销装配 精铣两端面,半精、精镗曲轴孔,精铣前后油封面,半精、精镗缸孔,精铣顶面 粗珩、精珩缸孔 最终清洗和高压去毛刺 涂胶,压闷盖,曲轴箱试漏 最终检查并分组打印 外观检查,工件下线 论文,另外论坛里有三菱的汽车加工特殊刀具蛮不错的 汽车发动机缸体加工工艺的讨论 上下气缸体装配 左右侧面孔加工;半精镗镶缸套孔及止口 半精镗主轴承孔及止推面,扩后端面定位套孔 吹气清理 扩铰右侧面孔;精镗镶缸套孔及止口 珩磨镶缸套孔 压缸套 半精镗缸孔 精铣上平面;精镗主轴承孔及止推面;铰后端面定位套孔 精铣前后端面 精铣下体两侧面 精镗缸孔;磨Æ111环面 珩磨缸孔及主轴承孔 检查缸孔表面粗糙度 清洗 压闷盖 缸孔及主轴承孔综合检查并打印分组标记 渗漏检查 铣切工艺搭子 铣两侧圆弧面 清理、清洗 完工检验 (工艺方案有点落后 ) 珩磨汽缸缸套是个复杂的工艺,网文不能太深也不能太浅,峰值要控制好才行,金刚石刀具要选择好,珩磨时候不能一味图加工的快就把气压加的很大这样会导致网文加工过深,发生烧机油的情况并且活塞磨损严重 缸体加工工艺流程 1、毛坯外观检查,上料;