一、1、1、2、2、3、3、4、4、5、二、涂布
1、5、
2、6、
3、7、
4、8、9、10、1、2、
5、3、4、
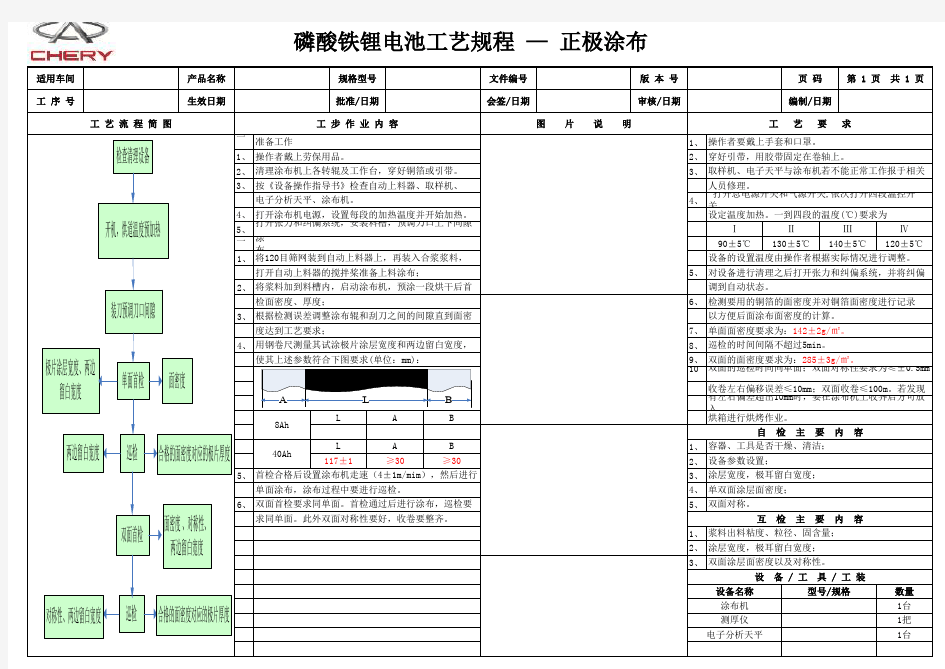
6、5、1、2、3、清理涂布机上各转辊及工作台,穿好铜箔或引带。L A B 117±1
≥30
浆料出料粘度、粒径、固含量;型号/规格
数量设备名称
设 备 / 工 具 / 工 装
双面涂层面密度以及对称性。
涂层宽度,极耳留白宽度;设备的设置温度由操作者根据实际情况进行调整。对设备进行清理之后打开张力和纠偏系统,并将纠偏
调到自动状态。
单面面密度要求为:142±2g/㎡。巡检的时间间隔不超过5min。打开涂布机电源,设置每段的加热温度并开始加热。
磷酸铁锂电池工艺规程 — 正极涂布
页 码第 1 页 共 1 页
编制/日期规格型号版 本 号审核/日期
涂布机测厚仪电子分析天平
设定温度加热。一到四段的温度(℃)要求为
以方便后面涂布面密度的计算。按《设备操作指导书》检查自动上料器、取样机、
批准/日期文件编号会签/日期
工 艺 流 程 简 图
产品名称生效日期
适用车间工 序 号
工 步 作 业 内 容
工 艺 要 求
准备工作
操作者戴上劳保用品。
图 片 说 明
操作者要戴上手套和口罩。穿好引带,用胶带固定在卷轴上。
130±5℃
打开总电源开关和气源开关,依次打开四段温控开关,
双面的面密度要求为:285±3g/㎡。
涂层宽度,极耳留白宽度;互 检 主 要 内 容
烘箱进行烘烤作业。
设备参数设置;
单双面涂层面密度;自 检 主 要 内 容
双面对称。
容器、工具是否干燥、清洁;有左右偏差超出10mm时,要在涂布机上收齐后方可放入打开张力和纠偏系统,安装料槽,预调刀口上下间隙。取样机、电子天平与涂布机若不能正常工作报于相关
人员修理。
ⅠⅡⅢⅣ电子分析天平、涂布机。
双面的巡检时间同单面;双面对称性要求为≤±0.5mm。
收卷左右偏移误差≤10mm;双面收卷≤100m。若发现
首检合格后设置涂布机走速(4±1m/mim ),然后进行
1把1台
1台≥30
单面涂布,涂布过程中要进行巡检。
双面首检要求同单面。首检通过后进行涂布,巡检要
求同单面。此外双面对称性要好,收卷要整齐。
40Ah
将浆料加到料槽内,启动涂布机,预涂一段烘干后首
B 用钢卷尺测量其试涂极片涂层宽度和两边留白宽度,
使其上述参数符合下图要求(单位:mm):
检面密度、厚度;
8Ah
L A 根据检测误差调整涂布辊和刮刀之间的间隙直到面密
度达到工艺要求;
140±5℃
120±5℃
检测要用的铜箔的面密度并对铜箔面密度进行记录
90±5℃
将120目筛网装到自动上料器上,再装入合浆浆料,
打开自动上料器的搅拌桨准备上料涂布;
检查清理设备
开机,烘道温度预加热
装刀预调刀口间隙
单面首检双面首检
巡检
面密度 、对称性、两边留白宽度
面密度
极片涂层宽度、两边留白宽度巡检
合格的面密度对应的极片厚度
对称性、两边留白宽度
两边留白宽度
合格的面密度对应的极片厚度
L
A B