NBR密封件配方设计
橡胶技术网https://www.doczj.com/doc/127892906.html,
一、常用橡胶用途及性能:
1051 丙烯晴含量41% ML 75 SG 1.00 稍污染型
1052 丙烯晴含量33% ML 50 SG 0.98 非污染型
1053 丙烯晴含量29% ML 60 SG 0.97 非污染型
1052M30丙烯晴含量33% ML 30 SG 0.98非污染型
DN223丙烯晴含量33% ML 35 SG 0.98非污染型
50.75 丙烯晴含量50% ML 75 SG 0.99非污染型
1965 丙烯晴含量19% ML 65 SG 0.95非污染型
DN401丙烯晴含量18% ML 78 SG 0.99非污染型
1043丙烯晴含量29% ML 80 SG 0.97稍污染型
N230SL丙烯晴含量35% ML 42 SG 0.98非污染型
N260S丙烯晴含量15% ML 62 SG 0.93非污染型
1052M40丙烯晴含量33% ML 40 SG 0.98非污染型
特性:
1、ACN↑耐油性好,非极性或弱极性矿物油,植物油,液体燃料和有较高的稳定性.
2、耐热性优于NR SBR CR 可在120℃下长期使用.
3、属半导体材半料.
4、耐油与压缩永久变形平衡,耐油性与电性能平衡.
5、丙烯晴含量对NBR分类:
ACN% :43%以上极高ACN%NBR
36-42%以上高
31-35% 中高
25-30 中
24%以下低
总结:
ACN%越高,耐油性愈好耐热性改善,但TG差,ACN%越低,低温性好,但耐油偏差.且ML会升高,压缩永久变形好.一般ACN%在29%可过F17.过F19 须用1965或DN401生胶.
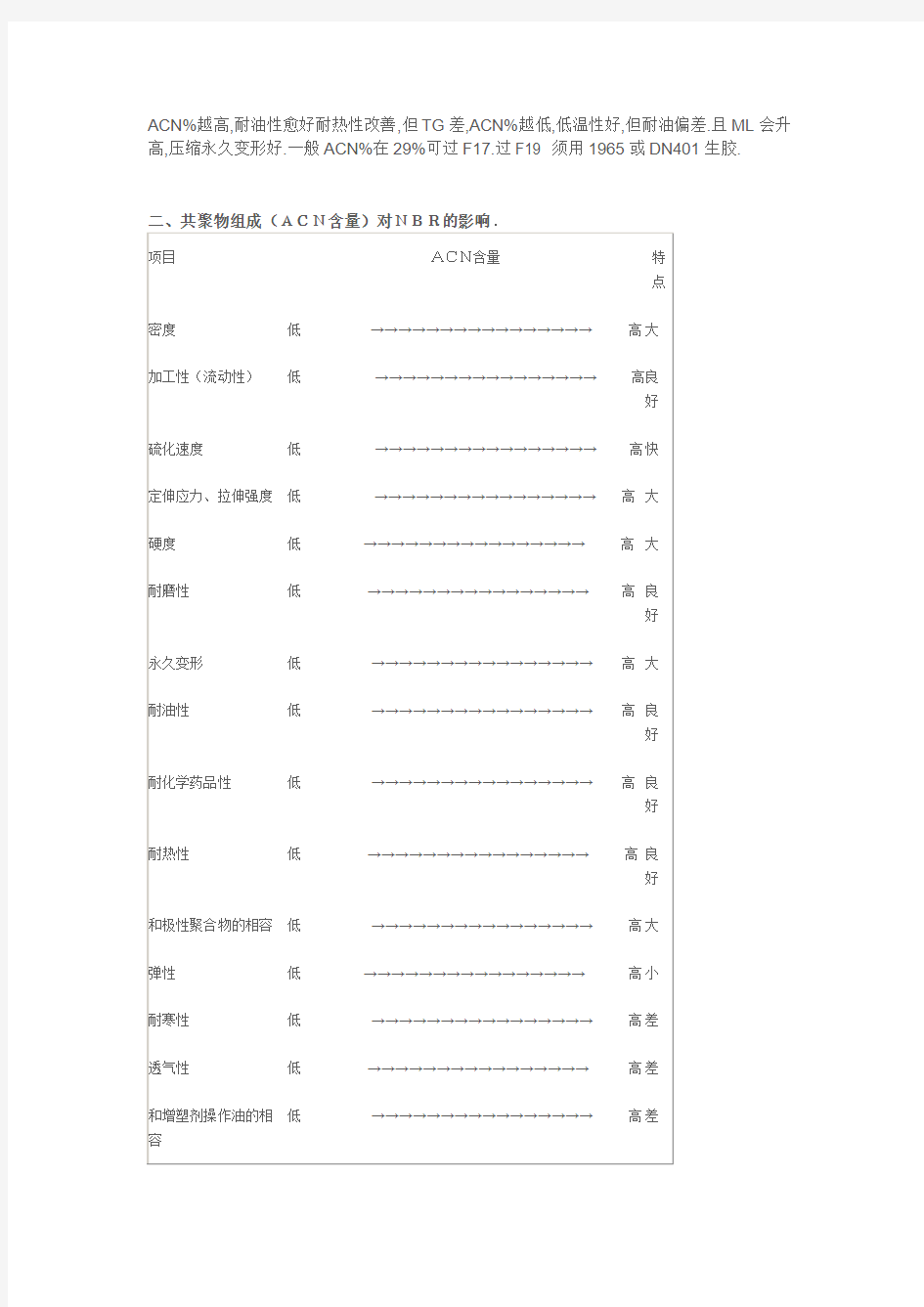
二、共聚物组成(ACN含量)对NBR的影响.
项目ACN含量特
点
密度低→→→→→→→→→→→→→→→→高大
加工性(流动性)低→→→→→→→→→→→→→→→→高良
好
硫化速度低→→→→→→→→→→→→→→→→高快
定伸应力、拉伸强度低→→→→→→→→→→→→→→→→高大
硬度低→→→→→→→→→→→→→→→→高大
耐磨性低→→→→→→→→→→→→→→→→高良
好
永久变形低→→→→→→→→→→→→→→→→高大
耐油性低→→→→→→→→→→→→→→→→高良
好
耐化学药品性低→→→→→→→→→→→→→→→→高良
好
耐热性低→→→→→→→→→→→→→→→→高良
好
和极性聚合物的相容低→→→→→→→→→→→→→→→→高大
弹性低→→→→→→→→→→→→→→→→高小
耐寒性低→→→→→→→→→→→→→→→→高差
透气性低→→→→→→→→→→→→→→→→高差
低→→→→→→→→→→→→→→→→高差
和增塑剂操作油的相
容
三、硫化体系
一般NBR配方采用半有效硫化体系,例如:TT/CZ 1.5/1.5PHR,这种硫化体系,具有耐热性较好的效果,SUL/TS压缩歪和焦烧最优.SUL/DM(CZ)拉伸强度好,用载硫剂可获得优良的压缩永久变形, 镉镁硫化耐热150℃,过氧化物也可耐150℃高温.且压缩永久变形最小,但撕裂差,活性用ZNO-A/ST-ACD 5/1使用,耐水配方用Pb3O4,这时可不用ZNO-A,但焦烧时间短.
四、防护体系:
6C 耐屈挠龟裂.
OD 耐热性好,
RD 耐热性最优
MB /ZMTI 耐热性优
NBC 抗臭氧效果好
SUNGUARD 龟裂防护蜡,抗臭氧性佳.
AW 抗臭氧性很佳
总结:
污染性比非污染性防护效果强,耐油配方,可选用难抽出防老剂.或适当提高用量
五、补强填充体系:
1、N550是快压出炉黑,一般2PHR提高一度,N774是半补强炉黑,一般3PHR 提高一度,N990是中粒子热裂法炭黑,一般是4PHR提高一度,
压缩永久变形:N990》N550》N774
2、一般配方里:N774 40PHR /N990 30PHR 油30PHR 其硬度在50度左右。
N550 40PHR /N7440 40PHR 油为15PHR 其硬度在70度左右,
N550 80PHR /N990 40 PHR 油为10PHR 其硬度在80度左右。
其中:在配合剂中其余份量不变的情况下,其抗张是N550》N774》N990。
3、白色填料,白烟补强效果最好,另#321,CLAY,CACO3具有一定的补强效果:321#活性大,补强效果好,但白色填料会吸附促进剂而延迟硫化,必须加入三乙醇胺,一般PEG4000S 2PHR即可,白色填料白烟增加,胶料硬度变硬。ML升高,给加工带来困难。
六、加工助剂
一般用的酯类如:DOP DOS DOA,耐寒性好,其顺序如下,好DOS》DOA》DOP差,要求非抽性,用高分子增塑剂:如
聚酯类和非干性醇酸树脂等。
机电及自动化学院专业课程综合设计说明书 设计题目:“密封圈定位套”钻孔夹具设计 姓名:刘玉强 学号:0911116030 班级:机械电子2班 级别:2009级 指导教师:刘晓梅
2012 年12月22日
前言 夹具设计是在我们完成了全部基础课、技术基础课、大部分专业课以及参加了生产实习之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。 1. 运用已学过的机床夹具设计及有关课程的理论知识以及生产实习中所获得的实际只是,根据被加工零件的要求,设计既经济合理又能保证加工质量的夹具。 2. 培养结构设计能力,掌握结构设计的方法和步骤 3. 学会使用各种手册、图册、设计表格,规范等各种标准技术资料,能够做到熟练运用机械制造技术课程中的基本理论,正确的解决一个零件在加工中的加工基准的选择、定位、夹紧、加工方法选择以及合理安排工艺路线,保证零件的加工质量。 4. 进一步培养机械制图、分析计算、结构设计、编写技术文件等基本技能。 对我而言,此次课程设计是一次难得的实践性环节,是对所学理论知识的又一次更系统更全面的应用、巩固与深化。从中锻炼着我们的分析问题,解决问题的能力。尤其对于机械制造方向的学生,为了更好的接触真正的生产加工,步入社会,这次设计是个很好的锻炼机会。 编者 2012-10-9
目录 一.设计课题及任务要求 (4) 二.密封圈定位套的分析 (4) 1. 零件分析 (4) 1-1 零件的作用 (4) 1-2零件的工艺分析 (5) 1-3确定零件的生产类型 (5) 2. 确定毛坯类型和毛坯尺寸 (5) 2-1 选择毛坯 (5) 2-2 确定毛坯的的尺寸公差和机械加工余量 (5) 3. 工艺规程设计 (6) 3-1定位基准的选择 (6) 3-2拟定工艺路线 (6) 3-3加工设备及工艺装备的选用 (8) 3-4加工余量、工序尺寸和公差的确定 (9) 3-5切削用量的计算 (11) 3-6时间定额的计算 (11) 三、夹具设计 (11) 1.方案的选择 (11) 2. 夹紧元件及动力装置确定 (12) 3. 钻套、衬套及夹具体零件的选择 (12) 4.夹具体中夹紧零件的选择 (14) 四、定位误差分析 (14) 五、公差配合的选用 (16) 六、切削力的计算与夹紧力分析 (16) 七、设计小结 (17) 四.参考文献 (17) 五. 附件 (17)
机械加工工艺过程卡片产品型号零件图号 产品名称密封件定位套零件名称共 2 页第 1 页材料牌号HT200毛坯种类铸造毛坯外形尺寸227mmX265mm每毛坯件数 1 每台件数 1 备注 工序号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1 备料 2 铸造铸件各部留加工余量7mm 3 清砂清砂 4 热处理人工时效处理 5 粗车 夹工件右端外圆,照顾铸件壁厚均匀,车内径各部尺寸以及左 端面和φ260外圆,留加工余量2mm,法兰盘壁厚23mm,其 余各部留余量3mm CA6140 6 粗车 倒头,以内径定位装夹工件,法兰盘外圆找正,车外圆各部, 及右端面和右端总长199mm,留加工余量2mm CA6140 7 精车 夹工件右端外圆,车内径至尺寸φ1308.0 6.0 + + mm,深195mm处 车内槽φ136mm×4mm,车外端面,保证工件总长221mm,车 φ260mm法兰盘厚度20mm CA6140
8 精车 倒头,以内径定位装夹工件,精车右端外圆各部尺寸,留磨量 0.8mm(注φ160mm不留加工余量),车内径φ905.0 2.0 + + mm至尺 寸φ90mm,切各环槽至图样尺寸 CA6140 9 磨 夹工件右端外圆,内径找正,磨削内径至图样尺寸φ 130045 .0 015 .0 + + mm,靠磨φ136mm端面 M1432A 10 磨 以内径定位装夹工件,磨φ16510.0 15 .0 - - mm外圆,磨φ18010.0 15 .0 - - mm 外圆至图样尺寸 M1432A 11 钳 划φ175mm中心圆上3×M8孔线,划φ222mm中心圆上3× φ13mm孔线 Z525 12 钳 钻3×φ13mm孔,钻3×M8底孔φ6.7mm、攻螺纹M8、深 15mm Z525 13 检验桉图样检查各部尺寸和精度摇臂钻床 14 入库入库 高频感应加热淬火 设备 设计(日 期) 校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期
(塑料橡胶材料)橡胶配方设计与性能的关系
橡胶配方设计和性能的关系 一、橡胶配方设计和硫化橡胶物理性能的关系 (一)拉伸强度 拉伸强度表征硫化橡胶能够抵抗拉伸破坏的极限能力。虽然绝大多数橡胶制品在使用条件下,不会发生比原来长度大几倍的形变,但许多橡胶制品的实际使用寿命和拉伸强度有较好的相关性。 研究高聚物断裂强度的结果表明,大分子的主价健、分子间的作用力(次价健)以及大分子链的柔性、松弛过程等是决定高聚物拉伸强度的内在因素。 下面从各个配合体系来讨论提高拉伸强度的方法。 1.橡胶结构和拉伸强度的关系 相对分子质量为(3.0~3.5)×105的生胶,对保证较高的拉伸强度有利。 主链上有极性取代基时,会使分子间的作用力增加,拉伸强度也随之提高。例如丁腈橡胶随丙烯腈含量增加,拉伸强度随之增大。 随结晶度提高,分子排列会更加紧密有序,使孔隙和微观缺陷减少,分子间作用力增强,大分子链段运动较为困难,从而使拉伸强度提高。橡胶分子链取向后,和分子链平行方向的拉伸强度增加。 2.硫化体系和拉伸强度的关系 欲获得较高的拉伸强度必须使交联密度适度,即交联剂的用量要适宜。 交联键类型和硫化橡胶拉伸强度的关系,按下列顺序递减:离子键>多硫键>双硫键>单硫键>碳-碳键。拉伸强度随交联键键能增加而减小,因为键能较小的弱键,在应力状态下能起到释放应力的作用,减轻应力集中的程度,使交联网链能均匀地承受较大的应力。 3.补强填充体系和拉伸强度的关系 补强剂的最佳用量和补强剂的性质、胶种以及配方中的其他组分有关:例如炭黑的粒径
越小,表面活性越大,达到最大拉伸强度时的用量趋于减少;软质橡胶的炭黑用量在40~60份时,硫化胶的拉伸强度较好。 4.增塑体系和拉伸强度的关系 总地来说,软化剂用量超过5份时,就会使硫化胶的拉伸强度降低。对非极性的不饱和橡胶(如NR、IR、SBR、BR),芳烃油对其硫化胶的拉伸强度影响较小;石蜡油对它则有不良的影响;环烷油的影响介于俩者之间。对不饱和度很低的非极性橡胶如EPDM、IIR,最好使用不饱和度低的石蜡油和环烷油。对极性不饱和橡胶(如NBR,CR),最好采用酯类和芳烃油软化剂。 为提高硫化胶的拉伸强度,选用古马隆树脂、苯乙烯-茚树脂、高分子低聚物以及高黏度的油更有利壹些。 5.提高硫化胶拉伸强度的其他方法 (1)橡胶和某些树脂共混改性例如NR/PE共混、NBR/PVC共混、EPDM/PP共混等均可提高共混胶的拉伸强度。 (2)橡胶的化学改性通过改性剂在橡胶分子之间或橡胶和填料之间生成化学键和吸附键,以提高硫化胶的拉伸强度。 (3)填料表面改性使用表面活性、偶联剂对填料表面进行处理,以改善填料和橡胶大分子间的界面亲和力,不仅有助于填料的分散,而且能够改善硫化胶的力学性能。 (二)定伸应力和硬度 定伸应力和硬度都是表征硫化橡胶刚度的重要指标,俩者均表征硫化胶产生壹定形变所需要的力。定伸应力和较大的拉伸形变有关,而硬度和较小的压缩形变有关。 1.橡胶分子结构和定伸应力的关系 橡胶分子量越大,游离末端越少,有效链数越多,定伸应力也越大。
O型密封圈的选型设计计 算参考 The latest revision on November 22, 2020
【论文摘要】O形密封圈和密封圈槽尺寸的合理匹配是延长密封圈无泄漏密封寿命的必要保证。据此提出一种选配两者尺寸的理论计算方法,并以Y341—148注水封隔器所选密封圈的计算为例说明,根据不同的密封圈可以计算出相应的密封圈槽尺寸。为保证密封圈长期有效地工作,还必须合理选择其压缩率、拉伸量和孔、轴配合精度等相关参数。选取压缩率时,应考虑有足够的密封面接触压力、尽量小的摩擦力和避免密封圈的永久性变形。顾及到一般试制车间的加工水平和井下工具主要是静密封的状况,建议密封面的轴、孔配合应优先选用H8/e8。 SelectionofO-ringandcalculationofO-ringgroovesize ChenAiping,ZhouZhongya (ResearchInstituteofOilProductionTechnology,JianghanPetroleumAdministration,Qianjiand City,HubeiProvince) RationalmatchingofO-ringsandO- ringgroovesisofgreatimportancetop[rolongingtheservicelifeofO- rings.AmethodforselectingO-ringwaspresented.ThesizesoftheO-ringgtoovecanbecalculatedaccordingtovariousO-rings.Toensurelong-termandeffectiveworkofthering,thecompressibility,tensiledimensionandbore-shaftmatchingaccuracyshouldbeproperlyselected. SubjectConceptTerms:O-ringO-ringgroovematchingservicelife 用O形密封圈(以下简称密封圈)密封是最常用的一种密封方式,然而至关重要的是如何正确地选择密封圈和设计密封圈槽尺寸。常规的方法是将密封圈套在宝塔上用游标卡尺测量外径,再确定其相应尺寸。这种方法的弊端是:(1)密封圈是弹性体,外径测量不准确;(2)在设计新工具时,往往没有现成的密封圈,难以确定尺寸,其过盈量往往掌握不准。过盈量太大时密封圈易被剪切损坏,太小时又容易失封。针对这种状况,笔者提出一种选配密封圈的理论计算方法(指外密封圈),以供参考、讨论。 密封圈的密封机理[1] 密封圈密封属于挤压弹性体密封,是靠密封环预先被挤压由弹性变形产生预紧力,同时工作介质压力也挤压密封环,使之产生自紧力。也就是说,挤压弹性体密封属于自紧式密封。 密封圈在介质压力p1作用下,其受力状况如图1所示,产生的接触压力为 pc=pco+Δpc (1) 式中pc——介质压力下的总接触压力,MPa; pco——密封圈初始压力,称之为预接触压力,MPa; Δpc——介质压力经密封圈传递给接触面的接触压力,称为介质作用接触压力,Δpc=κ p1,MPa,其中κ为侧压系数,κ=υ/(1-υ),对于橡胶密封件κ≈0.9~0.985;υ为密封圈材料的泊松比,对于橡胶密封件,υ=0.48~0.496。 图1 密封圈接触压力分布 要保持密封,必须保证pc>p1,而Δpc永远小于p1,故应保持足够的预接触压力pco,即密封圈要有足够的预压缩率,才能保证密封。但如果预压缩率太大,又会影响密封圈的工作寿命,因此密封圈和密封圈槽尺寸的合理匹配是延长密封圈无泄漏密封寿命的必要保证。 密封圈及密封圈槽的选配方法 内密封圈的选配比较简单,不再赘述,这里只介绍一种外密封圈的选配方法。 假定孔、轴直径分别为D、d,所选密封圈为D0×d0,问题是如何确定密封圈槽的底径D1,如图2所示。 图2 密封圈及密封圈槽尺寸
四、密封件定位套 见图2-25
I 、零件图样分析 1)φ16510.015.0--mm 中心线对φ130045 .0015.0++mm 基准孔中心线的同轴度公差为φ0.025mm 2)φ18010.015.0--mm 中心线对φ130045.0015.0++mm 基准孔中心线的同轴度公差为φ0.025mm 3)φ130045 .0015.0++mm 右端面对其轴心线的垂直度公差为0.03mm 。 4)铸件人工时效处理。 5)尖角倒钝1×45°。。 6)材料HT200。 2、密封件定位套机械加工工艺过程卡 (表2-15) 表2-15 密封件定位套机械加工工艺过程表
3、工艺分析 1)定位套孔壁较薄,在各道工序加工时应注意选用合理的夹紧力,以防工件变形。 2)定位套内、外圆有同轴度要求,为保证加工精度,工艺安排应粗、精加工分开。 3)在精磨φ130045.0015.0++mm 时,同时靠磨φ136mm 右端面,以保证φ130045 .0015.0++mm 右 端面对其轴心线的垂直度公差0.03mm 。(这种方法工厂俗称“工艺保证”)。 4)φ16510.015.0--mm 、φ18010.015.0--mm 中心线对φ130045 .0015.0++mm 基准孔中心线的同轴度误 差的检测方法,采用1:3000锥度心轴(图2-26)。先将工件装在锥度心轴上,再将心轴装在偏摆仪上(图2-27),将百分表触头与工件外圆最高点接触,然后转动锥度定位心轴,百分表跳动值为同轴度误差。 图2-26 锥度心轴
技术要求 1、尖角倒钝。 2、材料HT200。 图2-27同轴度检验示意图
NOK密封件的选用 应用范围: 为了达到密封件的最优性能,必须选择最适于工作条件的材料和类型。如下将介绍液压设备用的密封件及有关产品的应用范围及选择方法。 下表示出了往复运动用液压密封件、往复运动用防尘密封件、摆动用防尘密封件、液压设备用有关产品的应用范围。 活塞密封专用密件摆动用防尘密封件应用范围 活塞杆密封专用密封件液压设备用的有失产员的应用范围 活塞和活塞杆密封用密封件支承环的应用范围 往复运动用防尘密封件抗磨坏的应用范围 在下列情况下,工作条件的组合效应必须认真考虑,故请向 NOK 公司咨询。 (1)最小压力一直都超过3MPa的情况。 (2)在适用的温度和压力范围的界限上使用密封件的情况。 (3)在极短行程条件下使用密封件的情况。 (4)在活塞杆伸出行程的速度大于缩人行程的速度时使用密封件的情况。1.往复运动用液压密封件的应用范围 选择NOK密封件应考虑下列四个条件 :1.压力,2温度,3速度,4行程。表1往复运动用液压密封件的应用范围 (1)活塞密封专用密封件
(2)活塞杆密封专用密封件
(3)活塞和活塞杆密封用密封件 2.防尘密封件的应用范围 封外界的粉尘。此外,使用防尘密封件与(1)往复运动用防尘密封件防尘密封件的主要特点就是密活塞杆密封件、缓冲环相组合的密封系统还可以防止将油膜刮走。由于这两个特点(清除粉尘和刮油)是彼此相矛盾的,因此在选择防尘密封件之前重要的是要分清每种应用中哪个特点是优先考虑的,特殊的性能是各不相同的,视防尘密封件的类型而定。所以,苦保持缸中的油膜更为重要,请问NOK 公司咨询。
表2往复运动用防尘密封件 (2)摆动用防尘密封件应用范围top 套件。与往复运动用防尘密封件有失产员的应用范围top 摆动用防尘密封件主要用于铰链销和衬大不相同,唇口的形状经专门设计可减少扭矩并具有后侧加脂的溢流效果,这就保证了在严重的粉尘条件下有良好的性能。表3摆动用防尘密封件应用范围 3.液压设备用的将密封件和特定工作条件下用的有关产品 选择正确的组合将保证有合适的密封效果。表4液压设备用的有关产品的应用范围
NBR密封件配方设计 橡胶技术网https://www.doczj.com/doc/127892906.html, 一、常用橡胶用途及性能: 1051 丙烯晴含量41% ML 75 SG 1.00 稍污染型 1052 丙烯晴含量33% ML 50 SG 0.98 非污染型 1053 丙烯晴含量29% ML 60 SG 0.97 非污染型 1052M30丙烯晴含量33% ML 30 SG 0.98非污染型 DN223丙烯晴含量33% ML 35 SG 0.98非污染型 50.75 丙烯晴含量50% ML 75 SG 0.99非污染型 1965 丙烯晴含量19% ML 65 SG 0.95非污染型 DN401丙烯晴含量18% ML 78 SG 0.99非污染型 1043丙烯晴含量29% ML 80 SG 0.97稍污染型 N230SL丙烯晴含量35% ML 42 SG 0.98非污染型 N260S丙烯晴含量15% ML 62 SG 0.93非污染型 1052M40丙烯晴含量33% ML 40 SG 0.98非污染型 特性: 1、ACN↑耐油性好,非极性或弱极性矿物油,植物油,液体燃料和有较高的稳定性. 2、耐热性优于NR SBR CR 可在120℃下长期使用. 3、属半导体材半料. 4、耐油与压缩永久变形平衡,耐油性与电性能平衡. 5、丙烯晴含量对NBR分类: ACN% :43%以上极高ACN%NBR 36-42%以上高 31-35% 中高 25-30 中 24%以下低 总结:
ACN%越高,耐油性愈好耐热性改善,但TG差,ACN%越低,低温性好,但耐油偏差.且ML会升高,压缩永久变形好.一般ACN%在29%可过F17.过F19 须用1965或DN401生胶. 二、共聚物组成(ACN含量)对NBR的影响. 项目ACN含量特 点 密度低→→→→→→→→→→→→→→→→高大 加工性(流动性)低→→→→→→→→→→→→→→→→高良 好 硫化速度低→→→→→→→→→→→→→→→→高快 定伸应力、拉伸强度低→→→→→→→→→→→→→→→→高大 硬度低→→→→→→→→→→→→→→→→高大 耐磨性低→→→→→→→→→→→→→→→→高良 好 永久变形低→→→→→→→→→→→→→→→→高大 耐油性低→→→→→→→→→→→→→→→→高良 好 耐化学药品性低→→→→→→→→→→→→→→→→高良 好 耐热性低→→→→→→→→→→→→→→→→高良 好 和极性聚合物的相容低→→→→→→→→→→→→→→→→高大 弹性低→→→→→→→→→→→→→→→→高小 耐寒性低→→→→→→→→→→→→→→→→高差 透气性低→→→→→→→→→→→→→→→→高差 低→→→→→→→→→→→→→→→→高差 和增塑剂操作油的相 容
(塑料橡胶材料)橡胶配方设计综合实验
高分子材料和工程专业实验 橡胶配方设计综合实验 实验报告 班级:08030342班 组别:第六组 橡胶配方设计综合实验 一、实验目的 1、加深对丁腈橡胶的配方、各组分的作用原理及加工方法的认识。 2、进壹步领会橡胶的塑炼、混炼的意义和原理。 3、进壹步了解橡胶的硫化模压成型的基本方法,掌握塑炼混炼、压制硫化设备的操作方法及安全措施。 4、掌握炭黑的含量对橡胶力学性能的影响规律。 5、掌握数据处理和分析的方法。 二、实验原理 丁腈橡胶制品的生产,首先有壹个配料的问题,即在丁腈橡胶(生胶)中加入壹定量的硫化剂、补强剂、增塑剂、防老剂等其他助剂,使之形成多组分体系。本实验固定其他组分的含量,改变炭黑的用量,研究炭黑的含量对橡胶力学性能的影响。在壹定的温度下,首先塑炼
丁腈橡胶,再将配好的实验原理进行混炼使各种助剂实现良好的分散,通过辊压成片,剪成壹定形状的胶料,放入试样模具中,经过硫化成型成为所需的试样。通过不同规格的裁刀,冲裁成性能测试的样品。然后测试橡胶的拉伸强度、撕裂强度和硬度。找出炭黑含量对橡胶力学性能的影响规律。 三、实验所用原料及仪器、设备 1、实验用的原材料及参考配方 2、实验用仪器及设备 (1)开放式炼塑机(SK-160B) 辊筒工作直径=160mm,辊筒工作长度=320mm,前辊转速=24.0r.p.m,后辊转速 =17.8r.p.m,最大辊间距=4.5mm,最小压片厚度=0.2mm。壹次加料量=100~200g,辊筒最高加热温度≤200℃ (2)平板硫化机(XKLB-25D) 额定表压=145kg/cm2,油缸活塞直径D=160mm,电热板面积=360*360mm,模板最大
机械加工工艺过程卡片 产品型号零(部)件图号共页 产品名称密封件定位套零(部)件名称转向节第页材料牌号45# 毛坯种类铸件毛坯外型尺寸Φ100mm 每毛坯件数每台件数备注 工序号工序 名称 工序内容车间工段设备工艺装备工时 准终单件 1 铸铸件各部分加工余量5 2 热处理人工时效处理 3 粗车夹持毛坯的一端外圆,粗车外圆尺寸,兼顾铸件壁厚均匀,保证外圆尺寸为 Φ90mm车端面,保留总长为85,保留其加工余量5mm CA6140 三抓卡盘 4 粗车掉头,以已车外圆定位加紧加工,车外圆,法兰盘外圆车到Φ90mm,粗车法 兰盘端面,保证总长为80.5mm CA6140 三抓卡盘 5 半粗车车法兰盘外端面,并保证工件总长为80mm机各处倒角 CA6140 三抓卡盘 6 粗镗镗内径尺寸,保证工件尺寸为Φ34.2mm,留加工余量为0.8mm,Φ25+0.5 +0.2 mm 镗内径至图纸尺寸 三抓卡盘 7 半精镗镗内孔尺寸,保证工件尺寸为Φ34.7mm,留加工余量0.3mm三抓卡盘 8 精镗镗内径尺寸至图纸尺寸Φ35+0.045 +0.015 mm三抓卡盘9 粗车以法兰盘端面和内孔定位,粗车外圆尺寸,保证外圆尺寸为Φ55mm,留加工 余量1mm CA6140 10 精车精车外圆尺寸,保证外圆尺寸为Φ54.3mm,留加工余量为0.3mm
CA6140 11 割槽加工至图纸尺寸的Φ50-0.10 -0.15mm和Φ54-0.10 -0.15 mm的槽 CA6140 12 钳划线:画直上均匀分布的3XΦ10mm孔的位置,划直径上Φ46孔的中心位置12 钻钻孔3XΦ10mm 14 磨磨削加工外圆,磨至图纸尺寸Φ54-0.10 -0.15mm和Φ50-0.10 -0.15 mm 15 检验按照图纸要求检验各部分尺寸 16 入库涂油入库 标记处数更改文件号签字日期标记处数更改文字号签字日期 编制(日期) 审核(日期) 会签(日期)
毕业设计定位套 篇一:定位套毕业设计 重庆机电职业技术学院 毕业设计(论文) 课题名称定位套的机械加工工艺规程及数控加工编程 学生姓名 xxxxxxxx 学号xxxxxxxxxxxxxx 系别机械工程系 专业班级机械设计与制造xxxx 指导教师xxxxxxxx 技术职务 xxxxxxxxx 重庆机电职业技术学院教务处制 重庆机电职业技术学院毕业设计(论文)任务书 指导教师:年月日 零件图如上图 重庆机电职业技术学院毕业设计(论文)开题报告 篇二:密封圈定位套的设计 目录
零件图及其零件毛坯图.................................2 一零件分析 (3) 1.1零件的作用....................................3 1.2零件的工艺分析................................3 1.3确定零件的生产类型............................3 二确定毛坯类型和毛坯尺寸. (3) 2.1选择毛坯......................................3 2.2 确定毛坯尺寸和加工余量........................3 三工艺规程设计......................................4 3.1定位基准的选择.................................4 3.2拟定工艺路线...................................4 3.3确定加工设备及工艺装备.........................6 3.4加工余量、工序尺寸及公差的确定.................7 3.5切削用量的计算.................................9 3.6生产工艺过程卡片及其工序卡片..................13 四工序40钻孔夹具的设计. (26) 4.1夹具设计方案 (26) 4.2夹具的三维设计 (26)
设计说明书 目录 一、课程设计任务书 (2) 二、前言 (4) 三、零件的分析 (5) 四、工艺规程的设计 (5) (一)确定毛坯的制造形式 (5) (二)基准的选择 (5) (三)工艺路线的拟定 (6) (四)机械加工余量,工序尺寸及毛坯尺寸的确定 (7) 五、机械加工余量 (8) 六、毛胚图 (9) 七、机械加工工艺过程卡片 (10) 八、设计总结……………………………………………………………………… 九、主要参考文献…………………………………………………………………
广东轻工职业技术学院 机械加工工艺规程设计任务书(五) 设计题目设计“二联齿轮”零件的机械加工工艺规程(生产纲领: 小批量) 设计内容 1产品零件图一张 2产品毛坯图一张 3机械加工工艺过程综合卡片一份 4课程设计说明书一份 班级:机电091 设计者:林晓新 指导老师:陈学文 2011年 6月 21日
前言 本次设计目的经典零部件制造与检验(二)实训是在学习了本课程,进行了金工实习及下厂参观的基础上进行的一个教学环节,要求学生综合运用本课程及其有关的先修课程理论和实践知识,进行经典零件加工工艺规程的设计,机械设计课程设计是机械类专业和部分非机械类专业学生第一次较全面的机械设计训练,是机械设计和机械设计基础课程重要的综合性与实践性教学环节,其目的是: 1培养学生运用本课程及有关课程(机械制图、公共材料与热处理、机械设计基础、互换性与测量技术等)的知识,结合个相关的实习中获得的知识,独立的分析和解决机械零件的加工工艺问题,初步具备设计有关中等复杂程度的零件的工艺规程的能力。 2能正确地解决机械零件在加工中的定位、加紧以及工艺路线安排、加工余量及工艺尺寸确定等问题,做到既能保证加工质量,又能满足加工成本合理的要求。 3培养学生熟练的运用有关手册、规范、图表等技术的能力。 4进一步培养学生识图、制图、运算和编写技术文件的能力。 由于时间仓促和水平有限,说明书中难免有不当和欠妥之处,敬请老师不吝批评指正。 林晓新 2010.7.6
设计任务书 题目:设计“密封件定位套”零件的机械加工工艺规程及工序的设计计算 设计内容:1、产品零件图1张; 2、产品毛坯图1张; 3、机械加工工艺过程卡片1份; 4、机械加工工序卡片1张(一道工序); 5、课程设计说明书1份(3千字,A4); 6、装袋(桂林航院课程设计专用袋、不用档案袋) 设计时间:两周
序言 机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际的训练。因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。 由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
一、零件的分析 (一)零件的作用 题目所给定的零件是密封件定位套,其构造成在打开位置和关闭位置之间有选择地定向一密封件。该组件包括一膨胀器结构,通过转动或其它方式移动到与密封结构的预定部分强制接合和脱开这样的强制接合,该膨胀器结构可设置在一密封件打开或密封件关闭定向。当密封件定位组件用于实施腹腔镜或类似手术中的套管针组件时,密封件打开定向设置密封结构脱开与通过其间的器械的接合,并可便于充入的气体从充气的体腔内快速地排出。一偏置组件可连接到密封结构,以在器械不设置在密封结构内的情形下,偏置密封结构到一通常的关闭位置。构造来打开和关闭一密封结构的密封件定位组件,所述密封件定位组件包括: a)一包括一膨胀器结构的定位装置,膨胀器结构设置成与密封结构保持连通的关系。 b)通过所述膨胀器结构和密封结构之间的相对运动,所述膨胀器结构设置在一密封件打开定向和一密封件关闭定向。 c)所述密封件打开定向至少部分地由所述膨胀器结构与密封结构的预定部分的强制接合形成。 (二)零件的工艺分析 1)定位套孔壁较薄,在各道工序加工时应注意选用合理的夹紧力,以防工件变形。
课程设计说明书 专业:机械制造与自动化 学号: 姓名:
目录 设计任务书 (3) 序言 (4) 一、零件的分析 (5) 二、工艺规程设计 (7) (一)确定毛坯的制造形式 (7) (二)基面的选择 (7) (三)制定工艺路线 (8) (四)机械加工余量、工序尺寸及毛坯尺寸的确定..10 (五)确定切削用量及基本工时 (13) 三、总结 (23) 参考文献 (24)
设计任务书 题目:设计“密封件定位套”零件的机械加工工艺规程及工序的设计计算 设计内容:1、产品零件图1张; 2、产品毛坯图1张; 3、机械加工工艺过程卡片1份; 4、机械加工工序卡片1张(一道工序); 5、课程设计说明书1份(3千字,A4); 6、装袋(桂林航院课程设计专用袋、不用档案袋) 设计时间:两周
序言 机械制造工艺学课程设计使我们学完了大学的全部基础课、技术基础课以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学各课程的一次深入的综合性的链接,也是一次理论联系实际的训练。因此,它在我们四年的大学生活中占有重要的地位。 就我个人而言,我希望能通过这次课程设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己分析问题、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。 由于能力所限,设计尚有许多不足之处,恳请各位老师给予指导。
一、零件的分析 (一)零件的作用 题目所给定的零件是密封件定位套,其构造成在打开位置和关闭位置之间有选择地定向一密封件。该组件包括一膨胀器结构,通过转动或其它方式移动到与密封结构的预定部分强制接合和脱开这样的强制接合,该膨胀器结构可设置在一密封件打开或密封件关闭定向。当密封件定位组件用于实施腹腔镜或类似手术中的套管针组件时,密封件打开定向设置密封结构脱开与通过其间的器械的接合,并可便于充入的气体从充气的体腔内快速地排出。一偏置组件可连接到密封结构,以在器械不设置在密封结构内的情形下,偏置密封结构到一通常的关闭位置。构造来打开和关闭一密封结构的密封件定位组件,所述密封件定位组件包括: a)一包括一膨胀器结构的定位装置,膨胀器结构设置成与密封结构保持连通的关系。 b)通过所述膨胀器结构和密封结构之间的相对运动,所述膨胀器结构设置在一密封件打开定向和一密封件关闭定向。 c)所述密封件打开定向至少部分地由所述膨胀器结构与密封结构的预定部分的强制接合形成。 (二)零件的工艺分析
石膏排出泵检修工艺规程 第一节设备规范 石膏排出泵:2台(1运1备) 石膏排出泵技术参数表 表7
石膏排出泵配套电机参数表
第二节检修 1. 轴承组件装配 装配时预热轴承内圈,温度不允许超过120℃,轴承内圈必须靠紧轴肩或黄油挡圈。对于双列圆锥滚子轴承,其内圈、外圈、定位套等是成套组件,不允许与同类轴承的相应零件互换。 对于A 、 B 、 C 、 D 、 E 、 F 、 G 型轴承组件,采用单列圆锥滚子轴承,装配时用调整轴承端盖处的垫来保证轴向间隙,轴向间隙值应符合下表: 对于R 、S 、ST 、T 、TU 、U 轴承组件,泵端采用的是双列
圆锥滚子轴承,由于轴承本身已保证了轴向间隙、故不需调整轴向间隙。 轴承装配时注意加入适量的轴承润滑脂,轴承端盖处密封采用迷宫环和迷宫套,安装迷宫环时注意豁口在直径方向上相对布置。 轴承润滑脂建议用锂基润滑脂#2或#3.装配时加润滑脂量可参照下表:单位克 式 2.填料轴封组件的装配 填料轴封组件包括填料箱、轴套、定位套、密封圈、填料、填料垫、水封环及填料压盖等零件,水封环分两种结构。安装时注意轴套及定位套间的密封圈必须安装在正确位置。 3.副叶轮轴封组件的安装 副叶轮轴封组件包括副叶轮,减压盖、轴套、定位套等零件,采用橡胶减压盖时用唇口密封圈和唇口密封压盖,采
用金属减压盖时用填料、填料垫、水封环和填料压盖,用户根据使用条件不同可进行选择,组装时注意各密封圈的位置必须安装正确。 4.泵头部分组装 在泵体内装入密封圈,再用后护板定位螺母装上后护板、叶轮,再装护套,然后用螺栓及固定压板将护套压在泵体上,最后装前护板、泵盖、橡胶衬里泵则应将前护套先装入泵盖,拧紧螺栓,再将泵盖与泵体合装,装胶件时为便于装配可在配合面处涂肥皂水或橡胶润滑液,装配时须注意各密封垫须放在正确位置并压紧,为保证各零件的相互正确位置及便于装配,可选用后护板和后护套吊管*302,后护板和后护套定位螺母*303及护套吊梁*304装配工具。 5.对于大功率的R、S、ST、T、TU、U轴承组件的泵带有拆卸环,拆卸时应先拆卸其上的三个内六角螺栓,将其拧入拆卸环上的另三个螺孔中,从轴上顶起拆卸环的三个环块,然后才能松开叶轮。 第三节日常维护与保养 要使泵安全运行,必须注意日常的维护,维护保养应注意以下几方面: 1.轴封的维护: 填料轴封泵要定期检测密封水压和水量,要始终保持少量清洁水沿轴流过,定期调填料压盖,检查填料并定期
机电及自动化学院 专业课程综合设计说明书 设计题目:“密封圈定位套”钻孔夹具设计 姓名: 学号:0811115010 班级:机电(1)班 届别:2008 指导教师: 2012 年1月
前言 本说明书是编者根据密封圈定位套钻孔过程所需夹具的设计原理编写的。主要包括任务介绍、方案选择、定位误差分析等内容。 《专业课程综合设计课程设计》安排在大四上学期,是我们学完了机械制图、机械制造工艺学、工程材料、机械设计、CAD/CAM等专业基础课和主要专业课,参加了金工实习、认知实习、生产实习,经过了机械设计、机械制造技术基础课程设计之后进行的又一次实践性环节,这是我们对以前所学各门课程的一次较为深入的综合总复习,同时还要对相关课外知识进行查阅和学习,也是一次对我们实际运用知识解决问题能力的练习。并且,这次课程设计同样也会用到以前的金工实习、认知实习和生产实习的相关知识,也可以说这是对这几次实习效果的一次检验。马上就要步入社会,接触真正的生产加工,所以这次设计是个很好的锻炼机会。 这次的课程设计,我的题目是“密封圈定位套”钻孔夹具设计。希望通过对密封圈定位套的加工工艺规程的设计的熟悉,可以进一步了解专用夹具的设计。虽然这是大学以来的第三次课程设计,但毕竟还是第一次接触夹具的设计,对知识掌握、熟悉程度以及综合运用还会存在问题,因此在设计中难免会有考虑不周全或错误的地方,这些也是第一次设计时常见的问题,希望老师多多批评和指正。
目录 一、任务介绍 (1) 二、夹具设计 (2) 2.1 方案的选择及确定 (2) 2.2 夹紧元件及动力装置确定 (2) 2.3 钻套、衬套及夹具体零件的选择 (3) 2.4 定位误差分析 (6) 2.5 公差配合的选用 (8) 2.6 切削力的计算与夹紧力分析 (9) 三、设计小结 (11) 四、参考文献 (12)
密封结构设计技术规范
前言 本技术规范起草部门:技术与设计部 本技术规范起草人:何龙 本技术规范批准人:唐在兴 本技术规范文件版本:A0 本技术规范于2014年8月首次发布
密封结构设计技术规范 1适用范围 本技术规范适用于灯具外壳防护使用密封圈的静密封结构设计。包括气密性灯具密封结构设计。 2引用标准或文件 GB/T 3452.1-2005 液压气动用O形橡胶密封圈第1部分:尺寸系列及公差 GB/T 3452.3-2005 液压气动用O形橡胶密封圈沟槽尺寸 GB/T 6612-2008 静密封、填料密封术语 JB/T 6659-2007 气动用0形橡胶密封圈尺寸系列和公差 JBT 7757.2-2006 机械密封用O形橡胶圈 JB/ZQ4609-2006 圆橡胶、圆橡胶管及沟槽尺寸 《静密封设计技术》(顾伯勤编著) 《橡胶类零部件(物料)设计规范》(在PLM中查阅) 3基本术语、定义 3.1密封:指机器、设备的连接处没有发生泄露的现象(该定义摘自《静密封设计技术》)。 3.2静密封: 相对静止的配合面间的密封。密封的功能是防止泄漏。 3.3泄漏: 通过密封的物质传递。造成密封泄漏的主要原因:(1)机械零件表面缺陷、尺寸加工误 差及装配误差形成的装配间隙;(2)密封件两侧存在压力差。减小或消除装配间隙是阻止泄漏 的主要途径。 3.4接触型密封:借密封力使密封件与配合面相互压紧甚至嵌入,以减小或消除间隙的密封。 3.5密封力(或密封载荷):作用于接触型密封的密封件上的接触力。 3.6填料密封:填料作密封件的密封。 3.7接触压力:填料密封摩擦面间受到的力。 3.8密封垫片:置于配合面间几何形状符合要求的薄截面密封件。按材质分有:橡胶垫片,金属垫 片、纸质垫片、石绵垫片、塑料垫片、石墨垫片等。 3.9填料:在设备或机器上,装填在可动杆件和它所通过的孔之间,对介质起密封作用的零部件。 注:防爆产品电缆引入所指的填料在GB3836.1附录A2.2条中另有定义,指粘性液体粘接材料。 3.10 压紧式填料:质地柔软,在填料箱中经轴向压缩,产生径向弹性变形以堵塞间隙的填料。 3.11 密封圈:电缆引入装置或导管引入装置中,保证引入装置与电缆或导管与电缆之间的密封所使 用的环状物(该定义摘自GB3836.1第3.5.3条对防爆产品电缆密封圈的定义)。 3.12 衬垫:用于外壳接合处,起外壳防护作用的可压缩或弹性材料。(该定义摘自GB3836.1第6.5 条和GB3836.2第5.4条对防爆产品密封衬垫的定义)。 3.13 压缩率:密封圈装入密封槽内受挤压,其截面受压缩变形所产生的压缩变形率。也称作压缩比。注1:上述术语除 3.1、3.11和3.12条外,其余均摘自《GB/T6612-2008静密封、填料密封术语》。
题目编号:01---定位销轴 工序号工序名称工序内容刀具名称刀具定货号 1 下料棒料φ 35 mm × 35 mm ----- ----- 2 粗车夹毛坯的一端外圆,粗车外圆尺寸至φ 24mm,长度为1 8+mm,端面见平即可。继续车外圆尺寸至φ 33 mm,长度为 9 mm,表面粗糙度为Ra 12.5 μm 3 粗车 倒头夹已加工外圆φ 24 mm,车另一端各 部,外圆为φ 21 mm,保证总长为32 mm 4 精车以φ 21 mm外圆定位夹紧车外圆φ 24 mm 尺寸至4.0 3.0 20+ + φmm,长度为10 mm,车退刀槽φ 18 mm × 2 mm。车端面,保外圆 4.0 3.0 20+ + φmm总长为3.0 4.0 10? ? mm。将尺寸φ 33 mm车至图样尺寸φ 30 mm,钻中心孔A2 5 精车以4.0 3.0 20+ + φmm 外圆定位夹紧(垫上铜 皮),车另一端外圆至4.0 3.0 18+ + φmm。车φ 30 mm外圆处长度尺寸为8.0 6.0 5+ + mm,保证定位销轴总长为30 mm。车小头φ 15 mm处
锥度。切退刀槽φ 16 mm × 2 mm。钻中心 孔A2 6 热处理热处理55~60 HRC ----- ----- 7 磨修研两端中心孔,并以两中心孔定位装夹 工件,磨削两轴径018 .0 20+ φmm和 018 .0 18+ φmm至图样尺寸,并磨削两端面, 保证垂直度 ----- ----- 8 检验按图样要求检查各部----- ----- 9 入库涂油入库----- -----
题目编号:02---柱塞 工序号工序名称工序内容刀具名称刀具定货号 1 下料棒料φ25 mm × 14 2 mm ----- ----- 2 热处理正火处理----- ----- 3 车夹左端,车右端面,见平即可,外圆车至φ20.8 mm,车右端工艺凸台φ8 mm × 10 mm,钻中心孔A2.5,按图样尺寸距右端面4.5 mm处切槽φ17 mm × 3 mm,倒角2×45° 4 车倒头装夹φ20.8 mm外圆,加工另一端面,保证总长140.6 mm,车端面工艺凸台φ8 mm × 10 mm,保证工件有效长度120.6 mm,钻中心孔A2.5,倒角2×45° 5 热处理盐浴淬火58~62HRC ----- ----- 6 冷处理冰冷处理(液氮或干冰)----- ----- 7 磨修研两端中心孔----- ----- 8 精磨两中心孔定位装夹工件,磨01.0 02 .0 20? ? φmm (具体尺寸要与柱塞套配磨)保证柱塞与 ----- -----
NBR 密封件配方设计 特性: 1、ACN ↑耐油性好,非极性或弱极性矿物油,植物油,液体燃料有较高的稳定性。 2、耐热性优于NR SBR CR 可在120℃下长期使用。 3、属半导体材料。 4、耐油与压缩永久变形平衡,耐油性与电性能平衡。 丙烯晴含量对NBR 分类: ?极高丙烯腈含量Extreme High ACN >43% ?高丙烯腈含量High ACN 36%~42% ?中高丙烯腈含量Mid-High ACN 31%~35% ?中丙烯腈含量Middle ACN 25%~30% ?低丙烯腈含量Low ACN <24% 总结:ACN% 越高,耐油性愈好、耐热性改善,但TG差,ACN% 越低,低温性好,但耐油偏差。且ML会升高,压缩永久变形好。一般ACN% 在29%可过F17,过F19须用1965生胶。 二:共聚物组成(ACN含量)对NBR的影响:
三:硫化体系: 一般NBR 配方采用半有效硫化体系,例如:TT/CZ 1.5/1.5PHR,这种硫化体系,具有耐热性较好的效果,SUL/TS 压缩变形和焦烧最优。DM (CZ)拉伸强度好,用载硫剂可获得优良的压缩永久变形,过氧化物也可耐150℃高温。且压缩永久变形最小,但撕裂差。活性剂用ZNO /ST 5/1 使用,耐水配方用Pb3O4,这时可不用ZNO,但焦烧时间短。四:防护体系: RD 耐热性最优 MB/ZMTI耐热性优 NBC抗臭氧效果好 龟裂防护蜡,抗臭氧性佳 AW抗臭氧性很佳 总结:污染性比非污染性防护效果强,耐油配方,可选用难抽出防老剂,或适当提高用量。 五:补强填充体系: 1、N550 是快压出炭黑,一般2PHR提高一度,N774是半补强炭黑,一般3PHR提高一度,N990是中粒子热裂法炭黑,一般是4PHR提高一度。 压缩永久变形:N990>N550>N774。 2、一般配方条件下: N774 40PHR /N990 30PHR 油30PHR其硬度在50 度左右; N550 40PHR/N7440 40PHR油为15PHR 其硬度在70 度左右; N550 80PHR/N990 40 PHR油为10PHR 其硬度在80 度左右; 其中:在配合剂中其余份量不变的情况下,其抗张是N550>N774>N990。 3、白色填料,善贞纳米补强剂PF81补强效果最好,但白色填料会吸附促进剂而延迟硫化,必须加入三乙醇胺,一般PEG4000 2PHR 即可,白色填料增加,胶料硬度变硬。 六:增塑体系: