制作加工模板的方法:
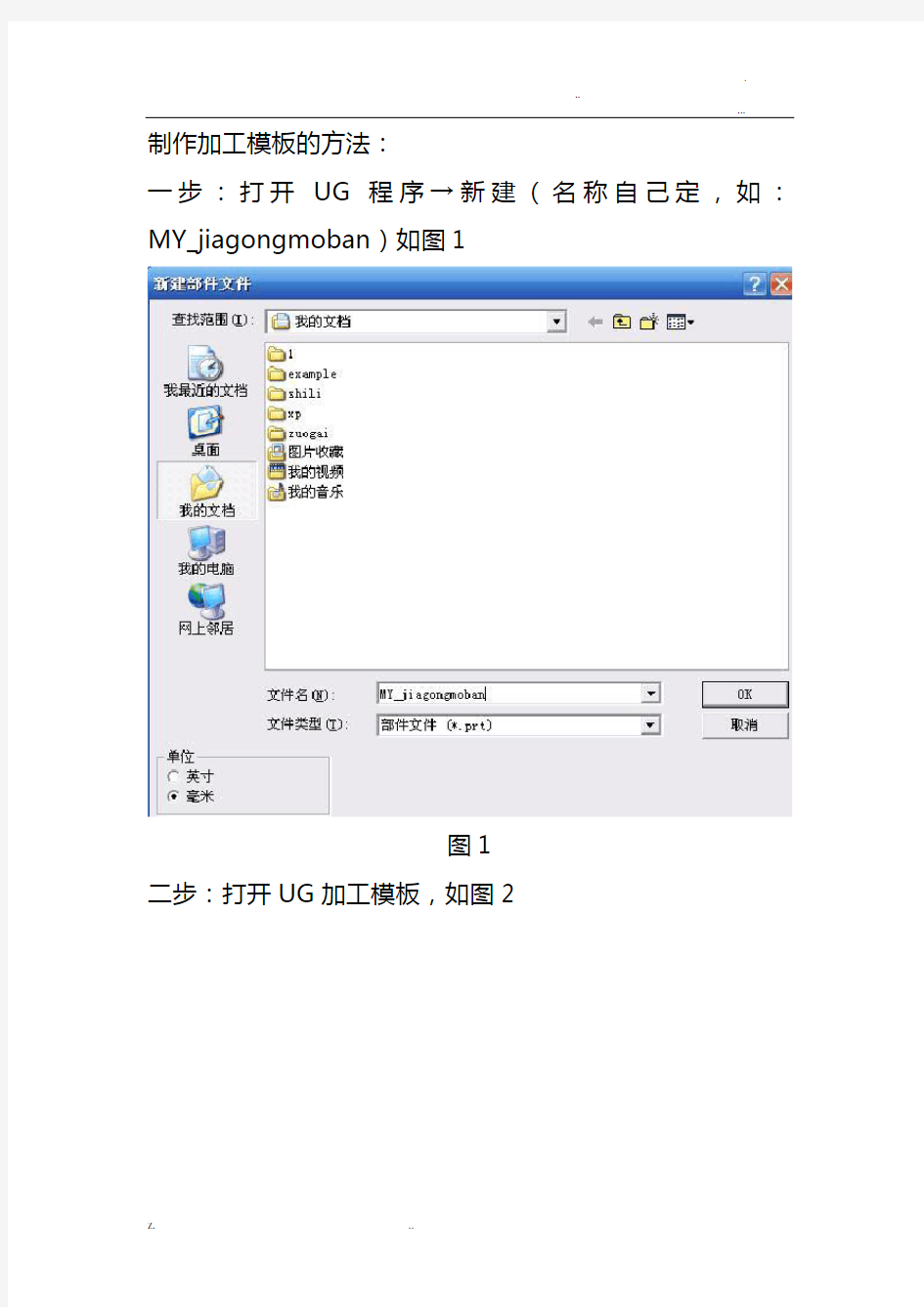
一步:打开UG程序→新建(名称自己定,如:MY_jiagongmoban)如图1
图1
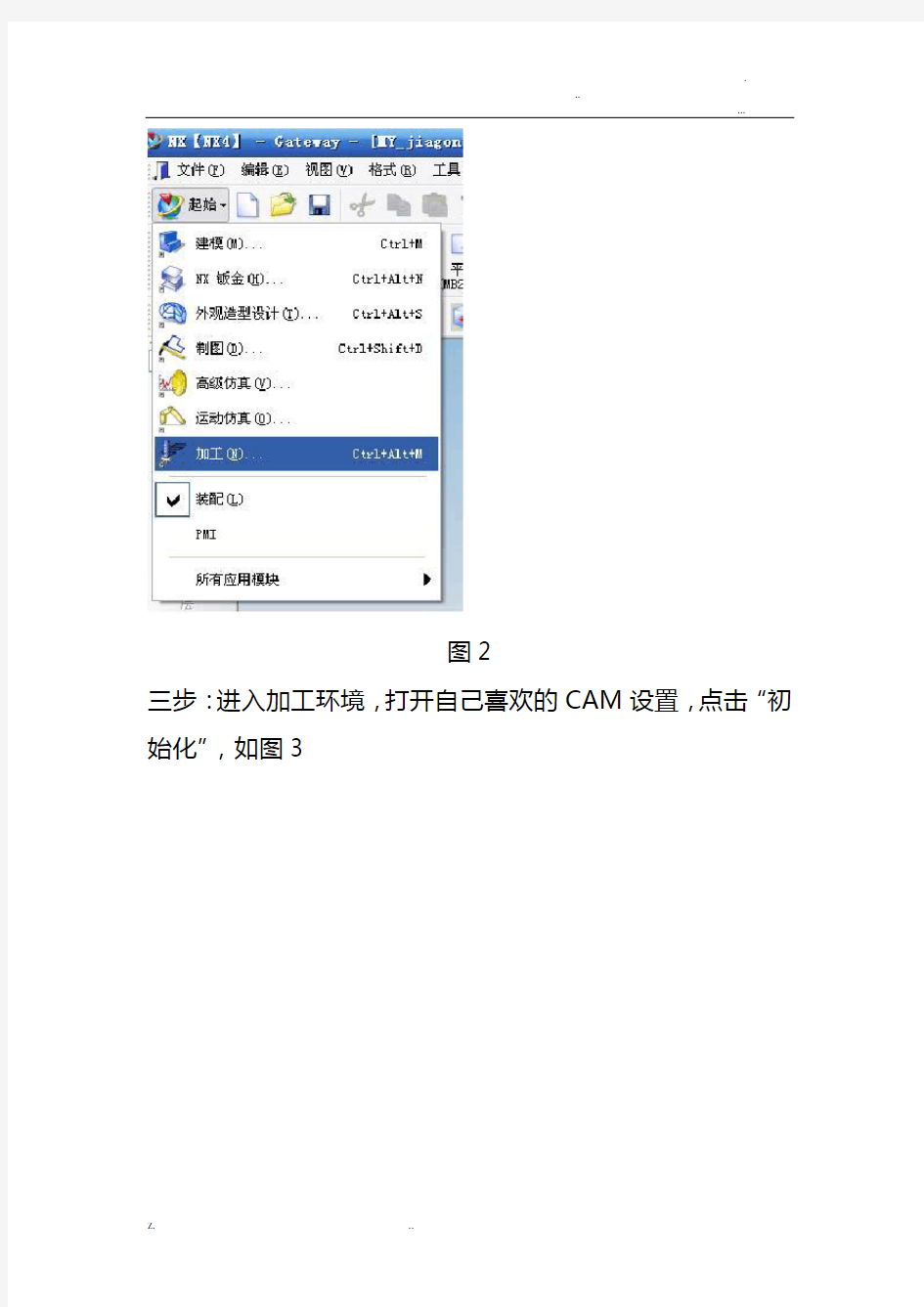
二步:打开UG加工模板,如图2
图2
三步:进入加工环境,打开自己喜欢的CAM设置,点击“初始化”,如图3
图3
四步:打开“创建刀具”,创建自己要的刀具。如图4
图4
五步:打开“操作导航器---机床”,如图5:
图5
六步:选择刚才创建的全部刀具,点击鼠标右键→对象→模板设置,如图6
图6
七步:把“模板”勾上,按确定。如图7
图7
八步:打开“创建操作”,选择自己需要的操作,如图8
图8
九步:设置好需要的操作设置,如图9:
图9
十步:方法同第五步至第七步一样,如图10:
钢模板加工与制作施工方案 编制: 审核: 批准: 编制单位:渤海石油航务建筑工程有限责任公司海南洋浦项目部
目录 一.概述 (1) 二.工程概况 (1) 三.模板加工 (1) 四.模板加工顺序 (2) 五.模板受力计算 (2) 六.主要投入的设备 (6) 七.主要投入的人力资源 (6) 八.安全管理 (6) 附件:模板加工图纸
一.概述 1.1编制范围 本施工方案仅针对海南液化天然气(LNG)站线项目取水口工程沉箱与取水管预制模板加工。 1.2编制依据 ?《海南液化天然气(LNG)站线项目取水口工程招标文件》; ?中交第四航务工程勘察设计院有限公司《海南液化天然气(LNG)站线 项目取水口工程施工图纸》; ?港口工程等施工技术规范及工程质量检验评定标准,以及国家颁发的 相关施工规范和验收标准; ?海南省建设委员会颁发的有关建筑施工规程、质量、安全、现场文明 施工等文件。 二.工程概况 海南液化天然气(LNG)站线项目取水口工程—沉箱及取水管结构,由中交第四航务工程勘察设计院有限公司设计,由渤海石油航务建筑工程有限责任公 司承建。 沉箱主尺寸为17.7m×14.2m×12.6m(2件),17.7m×13.8m×12.6m(2件);取水管主尺寸为10.73m×3.95m×3m(40件),10.73m×4.2m×3m(2件)。 三.模板加工 沉箱模板底层模板加工一套,2、3层墙身模板一套,4层墙身模板加工一套。1、2#沉箱预制完成后根据3、4#沉箱结构进行模板改造。取水管模板第一次外模加工两套,内模板加工一套,封头模板加工两套。合计模板重量约 280t。根据现场施工条件,模板加工场设置在预制沉箱场地、钢筋加工场地中间。在现有铺好的整平的场地上用220工字钢,用水准仪找平,搭设模板加工平台,平台平整度在±5mm内,在平台上加工制作模板。模板的结构图详见附图。 模板加工质量标准
编号:_________________ 广告牌加工制作标准合同范本 甲方:________________________________________________ 乙方:________________________________________________ 签订日期:_________年______月______日
甲方:(以下简称甲方) 乙方:(以下简称乙方) 根据《民法典》的有关细则规定,结合广告产品具体情况,经双方协商一致,本着自愿、平等、互利为原则,签订如下条款,共同遵信执行。 一、项目名称和地点: 1、项目名称:《长方贴墙》型广告XX5座 2、工程地点:杭州原野汽配五金市场 二、工程内容: 1、依据甲乙双方确认的03022《杭州原野汽配五金市场户外广告制作施工图》施工,钢结构加工包括结构表面刷两遍防锈漆(暗红色),工程做法及选材标准详见施工图。委托加工数量为《长方贴墙》型广告XX5 座。 2、乙方负责广告XX结构配件加工及钢结构配件运输、安装;面板、马道、基础、灯具由乙方自理。合同生效后,由乙方向甲方提供施工图两套(含钢结构及基础施工图)。 三、承包方式和造价:
《长方贴墙》型广告XX 5座,单价每座元(大写:元整)。合计人民币元,大写:整。 本项目由甲方以包工包料方式委托乙方加工广告XX结构及基础施工。 四、工程价款支付、结算方式: 付款方式:合同签订后甲方支付给乙方工程总价的50%,计人民币元(大写:元整);钢结构配件运到现场当天再支付工程总价的20%,计人民币元(大写:元整);之后每个广告XX主体钢结构安装完毕,甲方再付乙方单个广告XX网架部分总造价人民币月份元(大写:元整)的97%;合计人民币元(大写:元整) 座广告XX共计元(大写:元整);3%作为乙方的保修保障金合计人民币元(大写:元整),满________年后七天内,甲方负责与乙方结清余款; 五、工程期限为天,其中加工配件天,运输天,安装天。 六、双方责任: (一)甲方责任 1、甲方负责广告XX(牌)的前期审批,如因甲方批准手续不全,施工期间遇到城管以及其它监察机关的纠察时,甲方负责协调至正常施工止。协调期间停工应由甲方补偿乙方施工人员误工补助,误工补助按每人每天元计,工期相应顺延。 2、开工前甲方为乙方施工接通电源,XXX至施工现场20米以内,由乙方负责其电
加工制作合同详细版 Effectively restrain the parties’ actions and ensure that the legitimate rights and interests of the state, collectives and individuals are not harmed ( 合同范本 ) 甲方:______________________ 乙方:______________________ 日期:_______年_____月_____日 编号:MZ-HT-080740
加工制作合同详细版 加工制作合同 合同编号:______________ 订做方(甲方):___________________ 制作方(乙方):_______科技有限公司 一、品名、规格、单位、数量、单价、金额、交货日期品名 规格(长*宽*高) 单位 数量 单价(元) 金额(元) 合计人民币金额(大写)
整金额(小写):¥ 元 交货日期:合同签定起日内 其它说明: _________________________________ 三、验收标准、方法:按样品工艺为检验标准。 四、包装要求及费用负担 _________________________________ 五、交货方式及地点:乙方负责送到甲方安装地(北京范围内)。 六、结算方式及期限 _________________________________ 七、违约责任:双方应严格遵守本合同的约定,如出现问题根据问题所属承担责任。 八、解决合同纠纷的方式:被告住所地人民法院诉讼。 九、其它事项:由双方协商解决。 十、户名:_______科技有限公司
PowerMILL的后处理应用技巧 1引言 PowerMILL是一种专业的数控加工自动编程软件,由英国Delcam公司研制开发。从PowerMILL的使用来看,PowerMILL可以说是世界上功能最强大、加工策略最丰富的数控加工编程软件系统之一,同时也是CAM软件技术最具代表性的、增长率最快的加工软件。它实现了CAM系统与CAD系统的分离,可以更充分发挥CAM和CAD各系统的优势,可在网络下完成一体化集成,所以更能适应工程化的要求。其广泛应用于航空航天、汽车、船舶、家电以及模具等行业,尤其对各种塑料模、压铸模、橡胶膜、锻模、冲压模等具有明显的优势. 软件的数控自动编程主要是软件经过刀位等自动计算产生加工刀具路径文件,但刀路文件并不是数控程序。需要从加工刀具路径文件中提取相关的加工信息,并根据指定数控机床的特点及要求进行分析、判断和处理,最终形成数控机床能直接识别的数控程序,这就是数控加工的后置处理。本文针对PowerMILL自动编程软件后处理方面的技巧进行探讨。 2 PowerMILL后处理使用技巧 在PowerMILL生成刀具路径后,提供了两种后处理方法:NC程序和PM-Post后处理. 2.1 NC程序 NC程序模块存在于PowerMILL浏览器中,如图1所示,没有工具栏也没有快捷图标,只能通过"NC程序"菜单和NC程序对象菜单进行参数设置。NC程序生成的主要步骤如下: (1)右键单击产生的每个刀具路径,在弹出的菜单、中选择"产生独立的NC程序";或者右键单击PowerMILL浏览器中的"NC程序",在弹出的菜单路径,在弹出的菜单中选择"增加到NC程序"选项。
(2)右键单击生成的每个NC程序,在弹出的菜单中选择"写人";或者右键单击Poirer112ILL浏览器中的"NC程序",在弹出的菜单中选择"全部写人"选项。 2.2 PM-Post后处理 PM-Post是Delcam提供的专用后处理模块,其后处理操作步骤如下: (1)在PowerMILL的"选项"中将NC程序输出文件类型改成"刀位",输出后缀名为cut 的刀具路径文件。 (2)启动PM-Post进人PostProcessor模块,如图2所示,分别添加NC程序格式选项文件Option files和第一步产生的刀具路径文件CLDATA Gles. (3)右键单击某个刀具路径文件,在弹出的菜单中选择Process选项,实现该刀具路径文件的NC程序的输出。 可以看出,NC程序方法简单,当程序后处理设置为固定无需改动时,只需要选择相应的后处理选项文件,即可快速生成所需的NC程序代码。这种方法适用于单位设备固定统一,软件后处理对应性较强的情况。PM-Post方法不但可以生成所需的NC程序,还可以通过PM-Post中的Editor模块对NC程序格式选项文件进行设置,有利于生成更加简洁高效的NC程序代码。这种方法比较适合单位设备的种类型号较多,且自动数控编程由工艺组统一负责,然后再根据设备分配情况生成NC加工程序等场合。 3 PowerMILL后处理设置技巧 早期的PowerMILL后处理程序DuctPost以及其它数控编程软件提供的后处理程序大部分都是基于纯文本文档,用户可通过文本编辑器修改这些文件。该文件结构主要有注释、定义变量类型、定义使用格式、常量赋值、定义问题、字符串列表、自定义单节及系统问题等部分。最新的PowerMILL后处理程序PM-Post基于图形窗口和对话框,使后处理选项文件的设置变得直观、明了。 PM-Post的格式选项文件的修改在Editor模块中进行,如图3所示。 下面以Fanuc系统为例,给出常用后处理设置的方法: 为保留系统自带的Fanuc后处理文件,我们在修改前先将该文件另存为Fanuc
合同编号:WU-PO-783-14 加工制作合同新标准样本 In Order T o Protect The Legitimate Rights And Interests Of Each Party, The Cooperative Parties Reach An Agreement Through Common Consultation And Fix The Responsibilities Of Each Party, So As T o Achieve The Effect Of Restricting All Parties 甲方:_________________________ 乙方:_________________________ 时间:________年_____月_____日 A4打印/ 新修订/ 完整/ 内容可编辑
加工制作合同新标准样本 使用说明:本合同资料适用于协作的当事人为保障各自的合法权益,经过共同协商达成一致意见并把各方所承担的责任固定下来,从而实现制约各方的效果。资料内容可按真实状况进行条款调整,套用时请仔细阅读。 订做方(甲方): 制作方(乙方): 一、品名、规格、单位、数量、单价、金额、交货日期合同编号: 品名 规格(长*宽*高) 单位 数量 单价(元) 金额(元) 合计人民币金额(大写)整金额(小写):¥元
交货日期:合同签定起日内 其它说明: 二、质量要求、技术标准: ·服装加工合同·钢筋加工合同·加工贸易合同·进料加工合同 三、验收标准、方法:按样品工艺为检验标准。 四、包装要求及费用负担: 五、交货方式及地点:乙方负责送到甲方安装地(北京范围内), 六、结算方式及期限: 七、违约责任:双方应严格遵守本合同的约定,如出现问题根据问题所属承担责任。 八、解决合同纠纷的方式:被告住所地人民法院诉讼。 九、其它事项:由双方协商解决。
桥墩模板加工方案 1、编制原则 1.1规范墩身模板施工,保证作业安全。 1.2本着节约、经济的原则,可以循环使用不造成浪费。 1.3安全牢固、拆卸简单、易于施工。 2、编制说明 本次模板加工方案适用于xx汾河特大桥主墩、过渡墩以及本标段内所有墩身模板施工。 3、工程概况 汾河特大桥全长7980.94m,孔跨布置为9-24m简支T梁+129-32m 简支T梁+2联(48+80+48)m连续箱梁+5-56m简支箱梁+44-64m简支箱梁,共有墩台194个,其中墩高大于50m的71个。 加工模板类型有: ①连续梁主墩实体墩身钢模板 ②连续梁主墩空心墩身钢模板 ③连续梁边墩空心墩身钢模板 ④简支梁空心墩1、简支梁空心墩2墩身钢模板 ⑤简支梁空心墩3墩身钢模板 4、施工准备 4.1施工场地准备 在xx边建设临时加工厂,以减少运输成本,且便于与项目部及施工现场沟通。
4.2机械设备、人员投入 根据现场施工情况和工程进度情况投入施工设备和人员,确保按期完成施工任务。 主要机械设备计划表 序号机械名称规格型号计划数量备注1液压闸式剪板机QC11Y-16X40001 2数控液压板料折弯机WC67Y-100T1 3摇臂钻床Z3050X161 4逆变气保焊机KE-500N5 5电焊机BX1-6305 6卷板机W11-20X20001 7开式可倾压力机J23-1001 8叉车FD402 9液压联合冲剪机Q35Y-301 10切割机1 11自行式龙门吊1 4.3加工人员基本要求 4.3.1模板加工过程各工位的操作人员必须按照钢模板加工工艺和施工图纸的用材型号规格及尺寸要求加工。 4.3.2加工过程对于施工不清楚的部位应立即停止下道工序加工,必须及时向现场工作的技术人员、咨询明白后方可以进行下道工序工作。 4.3.3钢模板加工过程的重要和关键部位、工序、工位和钢模板
生产、加工、制作合同模板 合同模板的制作、加工和制作 制造合同 甲方: 乙方: 经充分协商,甲乙双方就乙方委托甲方生产达成如下协议: 一、项目名称: 二、生产过程、数量等 三.合同总金额:人民币(元) 四.完成时间:生产安装完成并提交乙方验收后方可进行。 动词(verb的缩写)结算方式:乙方向甲方支付人民币保证金,甲方开具收据给乙方.甲方根据乙方要求,严格按照报价流程,在规定时间内完成相关材料成品的制作和安装,并提交乙方验收。乙方验收合格后,凭甲方出具的收据一次性付清合同余款,总金额为人民币(元)。不及物动词双方的权利和义务: 1.乙方必须按合同时间付款。逾期付款的,每逾期一天,乙方按应付款项的千分之五(5计收违约金,直至全部付清。
2.乙方提供的模板和设计图纸不够清晰,规格不一致。甲方要求更换,但乙方在不更换的情况下按样品生产产品时,一切责任由乙方承担. 3.甲方出具的样品、报价单、价目表、订单确认书等文件的印刷、书写或其他错误和遗漏可以更正,甲方对此类错误不承担任何责任。 4.如甲方未能按时按质按量完成生产,每逾期一天,甲方应向乙方支付合同总额的百分之三(3%)的违约金; 5.如果甲方按乙方要求制作的成品不符合乙方要求,乙方有权要求甲方重做,重做费用由甲方承担。 6.甲方经两次重做仍不能满足乙方要求的,乙方有权解除合同,甲方应将收取的款项退还给乙方,由此造成的损失由甲方承担. 7.因履行本合同而产生的任何争议应由双方通过友好协商解决。如果协商失败,双方同意提交仲裁。 七.本合同一式两份,甲方执一份,乙方执一份,具有同等法律效力。本合同自双方签字盖章之日起生效,在双方权利义务履行完毕后自动失效。本合同未尽事宜,由双方协商解决。 甲方:乙方: 甲方法定代表人:乙方法定代表人: 甲方代理人:乙方代理人: 年月日年月日
PowerMILL软件二次开发接口知识和进行二 次开发的方法 来源:未知 admin责任编辑:模具站发表时间:2010-05-19 11:55 PowerMILL二次开发Powermill教程Powermill数控编程Powermill技巧 核心提示:一、前言 PowerMILL是英国DELCAM公司开发的一款优秀的、独立的、基于知识的专业三维加工软件,其技术在同行业中居世界领先地位。PowerMILL软件的主要特点如下:★与CAD系统的无缝接口现代的产业结构以及产品开发周期的缩短,极大的增加了CAD与CAM的异地化… 一、前言 PowerMILL是英国DELCAM公司开发的一款优秀的、独立的、基于知识的专业三维加工软件,其技术在同行业中居世界领先地位。PowerMILL软件的主要特点如下: ★与CAD系统的无缝接口 现代的产业结构以及产品开发周期的缩短,极大的增加了CAD与CAM的异地化生产,这就使得CAD模型的转换成为现代生产的关键环节。PowerMILL能够接受的CAD模型类型包括AutoCAD、CATIA、CIMATRON、IDEAS、IGES、UNIGRAGHICS、PRO/ENGINEER、SOLIDWORKS、STEP、 SOLIDEDGES以及VDA等多种模型格式,很好的做到了与CAD系统的无缝连接。 ★面向高速加工 1、智能化全程过切保护 现代的高速加工与传统加工相比,其切削速度提高了8倍左右,更有甚者可能达到10倍以上。在这种情况下一旦有过切现象发生,其冲击力将对机床、刀具带来极大的损害,甚至对人身安全造成伤害。PowerMILL充分考虑了这些因素,采用了智能化的全程防过切处理,不需人工干预而是全部由系统自动完成。我们的实际加工证明,PowerMILL可靠性高,完全防过切,使用起来让我们特别放心。 2、刀具过载保护 在型腔类工件的粗加工中,刀具与工件第一刀的接触不可避免的会有全刀宽切削,这种全刀宽切削对刀具的使用寿命有很大的危害。为解决这种问题,PowerMILL给用户提供了刀具过载保护功能--摆线加工,即当发生全刀宽切削时,PowerMILL会优化刀具路径,自动以摆线加工策略进行处理,避免刀具过载。 3、丰富的适合高速加工的细节处理 为了避免刀具在加工过程中走刀方向的突然变化和保证刀具切削的平稳性,PowerMILL 允许用户采用水平圆弧、垂直圆弧、斜向等多种进刀方式,使刀具能够高速地切入切出工件,同时PowerMILL在多种策略的刀具路径的尖角处可采用圆弧光顺优化处理,这些细节处理正是高速加工所要求的
合同编号: 委托加工合同 委托方:(以下简称甲方) 被委托方:(以下简称乙方) 甲方委托乙方加工_______(*加工成品名称),为维护甲乙双方利益,本着平等自愿、互惠互利的原则,经双方协商,根据《中华人民共和国合同法》等相关法律法规的规定,就有关加工事宜达成如下协议: 第一条加工内容 乙方以其自身的设备、技术制作完成甲方要求的加工成品: (*本表格仅供参考,具体明细可按照实际需求调整,产品名称、单
价、数量、总价为必须项) 第二条质量要求 1.乙方按甲方提供的图纸及技术要求制作加工。产品生产材料,包装物,以及制作的样品,均需经甲方确认后方能投入生产使用。加工成品须符合相关标准,有国家标准的按国家标准执行;无国家标准而有部颁标准的,按部颁标准执行;无国家和部颁标准的,按企业标准执行;无上述标准,或虽有上述标准但甲方有特殊需要的,按甲乙双方商定的技术要求进行。 2.在乙方发货前甲方可派员进行初检、终检或随机抽样检验,不合格产品不得出货。 3.甲方对乙方交付的产品验收合格,不免除乙方应当承担的产品质量及权利瑕疵保证责任。 第三条交货时间及地点 1.交货时间:以每笔正式订单上之交货日期为准。如乙方有异议,有权自接到正式订单之日起10日内提出调整,经双方同意,以调整后的交货日期为准。 2.乙方发生任何影响准时交货的生产问题,须于交货日15日前将相关变更书面通知甲方,经甲方书面同意,可延期履行。若乙方未经甲方书面同意,擅自增加、取消、变更生产加工或约定的交货条款,甲方有权取消全部或部分订单,且无需支付相应款项,因此造成甲方实际损失的乙方仍应赔偿。 3.交货地点:甲方指定地点。甲方签收货物前产生之一切费用(包
PowerMILL资料大全 Powermill使用常识集锦: 先产生一个独立的加工程序,把产生的加工程序激活,再把下一个刀具路径增加到加工程序上去就可以了把你做的刀具路径, 直接用鼠标拖到要产生NC程序的里面, 然后写出就行了! 但是注意你所使用的刀具编号, 最好符合, 还有其他相关刀具数据, 例如轴向下刀速度, 圆弧速度, 切削速度, 转速, 都很重要! ●在PowerMILL中如何将只读项目转换为可读写项目运行PowerMILL的过程中,如果我们打开一个以前输出时没能正常关闭的项目,屏幕上会出现下面的警告信息:'Project open for Read Only' 此时如果需要将项目以可读写方式打开,则可在命令视窗中键入下面的命令:'PROJECT CLAIM' 这样打开的项目即为可读写项目 ●PowerMILL中如何将刀具附加到刀具路径上在PowerMILL 中可将激活刀具附加到刀具路径上,以便更加直观地查看刀具和刀具路径间的关系,查看刀具随刀具路径移动的情况。这项功能对5轴加工编程帮助颇大。有两种方法将激活 刀具附加到激活刀具路径上,第一种方法是在图形视窗中希望附加激活刀具的的刀具路径上的某个位置右击鼠标,从弹出菜单中选取附加激活刀具选项,于是 激活刀具即附加到光标所点击位置的刀具路径上;另一种方法是在PowerMILL 浏览器视窗中右击希望附加刀具的刀具路径目录,从弹出菜单中选取附加激活刀具到开始选项,于是激活刀具即附加到刀具路径的开始点。将刀具附加到刀具路径上后,使用键盘上的箭头键,沿刀具路径移动刀具,可直观查看刀具和刀具路径的相对位置。 ●编程注意事项
合同协议:_________加工制作合同 甲方:_________________________ 乙方:_________________________ 签订日期:______年_____月_____日 第1 页共7 页
加工制作合同 订做方(甲方): 制作方(乙方):一、品名、规格、单位、数量、单价、金额、交货日期合同编号: 品名 规格(长x宽x高) 单位 数量 单价(元) 金额(元) 合计人民币金额(大写)整金额(小写):¥ 元 交货日期:合同签定起日内 其它说明: 二、质量要求、技术标准: ·服装加工合同·钢筋加工合同·加工贸易合同·进料加工合同 三、验收标准、方法:按样品工艺为检验标准。 四、包装要求及费用负担: 五、交货方式及地点:乙方负责送到甲方安装地(北京范围内), 六、结算方式及期限: 七、违约责任:双方应严格遵守本合同的约定,如出现问题根据问题所属承担责任。 八、解决合同纠纷的方式:被告住所地人民法院诉讼。 第 2 页共 7 页
九、其它事项:由双方协商解决。 十、户名:北京奥联金盟科技有限公司帐号:0xx11409022109131 开户行:工行大兴支行 订做方 制作方 单位名称: 单位名称: 法人代表: 法人代表: 委托代理人: 委托代理人: 电话: 电话: 签单日期:年月日 加工厂承包合同范本 甲方(发包方):顺德市镇泡沫加工厂 甲方代表: 乙方(承包方): 经甲乙双方互相协商,甲方将顺德市镇泡沫加工厂承包给乙方经营。甲乙双方在平等、互利、自愿的基础上,签定如下协议: 第 3 页共 7 页
一、承包方式 甲方将权属于甲方的 泡沫加工厂承包给乙方自产自销经营。承包期内,一切经营资金由乙方自筹;一切开支包括厂房租金、水、电费、税收费、卫生管理费等费用均由乙方负责支付,甲方概不负责。 二、承包期限 合同承包期限为一年,从xx年8月日起至xx年8月日止。合同期满后,如甲乙双方愿意,可继续签订承包合同。 三、承包费用 承包费用为10元人民币(大写壹拾万元整)/年。乙方于每月5日前向甲方缴交承包款83元,尾数在最后一个月结清;第一次缴交承包款时间为xx年9月5日前。如乙方逾期未缴交承包款,每日按拖欠总额的1收取滞纳金;超过20日未缴交承包款,甲方有权终止承包合同,并将乙方保证金不予退还。 四、安全责任 乙方应为工厂员工购买工伤保险。合同期内,一切安全事故由乙方负责,甲方概不负任何责任。 五、违约责任 乙方在合同签定后向甲方交纳3元保证金。如有违约,则由违约方向另一方赔偿违约金3元。 六、其它事项 1、甲乙双方签字后,此合同不受市场行情等任何因素影响,合同期内,任何一方擅自中止合同(包括乙方中途退场等),则按违约处理。 2、甲方将原购买的其他厂的废泡沫(包括蚬华、福星、等)移交给 第 4 页共 7 页
编号:GR-WR-88345 生产加工合同模板常用版 After negotiation and consultation, both parties jointly recognize and abide by their responsibilities and obligations, and elaborate the agreed commitment results within the specified time. 甲方:____________________ 乙方:____________________ 签订时间:____________________ 本文档下载后可任意修改
生产加工合同模板常用版 备注:本合同书适用于约定双方经过谈判、协商而共同承认、共同遵守的责任与义务,同时阐述确定的时间内达成约定的承诺结果。文档可直接下载或修改,使用时请详细阅读内容。 委托方:(以下称“甲方”) 法定代表人: 加工方:(以下称“乙方”) 法定代表人: 经友好协商,甲乙双方就甲方委托乙方加工生产______产品达成协议,双方特订立本协议,以供信守。 第一条加工产品范畴 1、产品品名: 2、产品规格为: 如增加产品由双方另行签订书面补充协议。 第二条委托加工订单 1、甲方根据市场销售情况,于每月_____日以书面或传真形式向乙方提供次月订单,明确订单的数量和供货时间,乙方如有异议,应在接订单后____日内书面提出,否则,视为同意。
2、乙方按确认的订单提供产品,甲方可视具体情况对订单进行相应的调整,调整计划提前5天通知乙方,但调整幅度(量)不得超过计划的25%,若超过25%,双方另行协商。 3、甲方暂确定本协议履行第一年期限内每月提货量不低于______,今后根据实际情况调整后通知乙方,乙方应根据甲方的提货量提前作好原材料和包装品的采购并保证每月至少达到甲方订单的90%以上。 第三条加工产品质量及责任 1、乙方严格按甲、乙双方确认的配方和工艺制作,产品质量符合国家食品卫生标准。 2、加工产品包装上标注乙方厂名和厂址,同时注明乙方系受甲方委托生产,附“_______”商标使用授权书。 3、产品在保质期内出现批量性质量问题,经由双方确认或国家检验检测机构签定属乙方制造引起的,除由乙方承担该批有质量问题产品(需双方清点数量)的责任外,乙方还应按该批有质量问题产品总值的30%以实物形式(加工产品)补偿给甲方;
开粗加工方法 核心提示:PowerMILL提供了开粗加工的三种方法,其中用得最多的是偏置区域清除模型加工。根据粗加工的特点,对高速加工在切削用量选择上的原则应是 浅切深、快进给。对刀具的要求,根据模型形状和尺寸综合考虑,应尽可能选用大直径的刀具。开粗加工中特别要注意设定毛… PowerMILL提供了开粗加工的三种方法,其中用得最多的是偏置区域清除模型加工。根据粗加工的特点,对高速加工在切削用量选择上的原则应是 “浅切深、快进给”。对刀具的要求,根据模型形状和尺寸综合考虑,应尽可能选用大直径的刀具。开粗加工中特别要注意设定毛坯在X、Y、Z三方向的尺寸,据工件的加工要求以“切削路径的刀具中心线不离开毛坯界限”作为原则来决定毛坯的设置。图1是由“最小限/最大限”来确定的无扩展的毛坯所产生的刀具路径。图 2为毛坯扩展后的刀具路径。可见,扩展后工件下部侧面也能加工到了。 图1 毛坯未扩展的刀具路径
图2毛坯扩展后的刀具路径 半精加工方法 核心提示:半精加工的主要目的是保证精加工时余量均匀。最常用的方法是先算出残留材料的边界轮廓(参考刀具未加工区域的三维轮廓),然后选用较小的刀具来仅加工这些三维轮廓区域,而不用重新加工整个模型。一般用等高精加工方法,加工残留材料区域内部。为得到合理的… 半精加工的主要目的是保证精加工时余量均匀。最常用的方法是先算出残留材料的边界轮廓(参考刀具未加工区域的三维轮廓),然后选用较小的刀具来仅加工这些三维轮廓区域,而不用重新加工整个模型。一般用等高精加工方法,加工残留材料区域内部。为得到合理的刀具路径,应注意以下几点: (1)计算残留边界时所用的余量,应跟开粗加工所留的余量一致。 (2)用残留边界等高加工中的凹面时,应把“型腔加工”取消掉,其路径如图4所示。否则,在图3所示路径中刀具单侧切削时,随着深度的增加,接触刀具的材料越多,切削力增大,使刀具易折断。 图3 型腔加工未取消的刀具路径
使用 POWERMILL 加工机锻模的工艺与技巧 本文主要介绍了使用 POWERMILL 软件加工锻造机锻模具的三轴数控铣加工程序,结合锻模的形状复杂、型腔窄深、品种繁杂等特点,在软件本身的加工策略和加工方式的基础上总结了一些加工工艺与技巧,在保证锻模精度的基础上提高锻模的加工效率。 一、概论 1 、 CAD\CAM 软件经过 40 多年的发展,国内外都有了成熟的产品。 PowerMILL 就是英国 Delcam 公司 CAD/CAM 专业化软件模块之一。 Delcam CAD/CAM 系列软件被广泛地应用于航空航天、汽车、船舶、家用电器、轻工产品和模具制造等行业。 1991 年 Delcam 产品首次进入中国市场。 1997 年在北京成立 Delcam (中国)有限公司。多年来, Delcam 一直保持 CAM 软件开发研究的世界领先地位。 PowerMILL 是一个独立式的三维加工软件,它能快速、准确地产生无过切粗加工和精加工刀具路径。 PowerMILL 能读入各种 CAD 系统产生的三维模型,提供完善的加工策略,进行完全的加工。 2 、东风锻造有限公司引进了 Delcam 公司的 POWERSHAPE 和 POWERMILL 软件,利用该软件完成三轴数控铣床加工锻造机锻模具的 NC 程序。我们利用该软件中的POWERSHAPE 模块进行模具型腔的三维造型 ( 或其它软件 ) ,然后把三维图形导入POWERMILL 模块中,根据模具的形状特点、不同的工艺要求和精度要求,灵活的选用该系统提供的各种加工方式和加工参数进行三轴数控铣床的模拟加工,后置处理形成数控铣床的 NC 代码,然后传送到机床进行加工。至今已经在锻造模具加工中使用了 5 年,由于锻模的形状复杂、型腔窄深、品种繁杂的特点,在软件的加工策略和加工功能的基础上总结了一些加工工艺方法和技巧,在保证使用的情况下,采用合理的经济精度和经济的粗糙度,提高锻模的加工效率。 二、锻模的种类、特点及技术要求 1 、我厂主要生产汽车锻件,锻模全部由本厂自己生产,因此锻件的种类决定了锻模的品种,主要锻件有连杆、曲轴、前轴、轮毂、万向节叉等,因此锻模型腔复杂,单件小批量生产,因此采用数控加工比较适合。锻件的不同锻造生产工序也不相同,但是基本工序为预锻——终锻——切边——校正。预、终、校锻模的共同点就是上、下分为两大模块,预、终锻模型腔基本相同,要求也相似,所以加工基本相同。切边模具又分为切边凸模和切边凹模,加工就完全不同,而校正模具又和终、预锻有所区别,加工当然有所区别。 2 、锻件的不同模具的精度要求也不同,工序的不同模具要求也有所不同。因此模具制造的技术条件很多,下面列举要采用数控加工部分的一些通用技术要求; (a) 锻模的制造标准规定所有尺寸最小公差为± 0.08mm ; (b) 终、预锻型腔的表面粗糙度为 Ra1.6 ; (c) 飞边桥部粗糙度为 Ra3.2 ; (d) 飞边仓部的粗糙度为 Ra12.5 (e) 切边凸模型腔与锻件凸台必须留有间隙 1.5 —— 2mm, 甚至更大些;凸模外轮廓与凹模之间也有 1 - 2mm 的间隙。
合作协议 甲方: 乙方: 甲、乙双方经友好协商,本着平等、自愿、诚实、互惠互利的原则,就乙方长期承接甲方委托的加工制造业务长期合作事宜达成如下协议: 一、合作关系概述 1.1 乙方长期承接甲方委托的加工制造业务,并保证产品的生产、质量及提供优质的服务。 1.2 乙方为甲方加工制造的产品,不能以任何理由提供给任何人。乙方对甲方的产品无经营销售权, 以及产品的技术、专利负有保密责任。 1.3 甲方与乙方根据本合同,协商确定每一笔订单。乙方根据甲方下发、乙方确定的订单,安排生 产加工制造。 二、产品的订做及定价 2.1 为确保甲乙双方长期的合作关系,乙方提供给甲方的加工产品应以物美价廉的优势。 2.2 如果其他厂家能比乙方更低的价格提供相同质量、或者更好的质量时,双方协商在保证质量的 前提下,调整价格。 三、产品的来料及成品检验 3.1 在生产制造之前,由甲方提供产品的样品,经乙方制作样品并以书面的样品确认书提交甲方检 验,检验合格后双方各执一份确认书和封存样品,按照确认的样品作为依据生产和保证产品的质量。 3.2 产品执行的质量标准,应由甲方给予相关检验标准文件。订单另有约定的,按照订单新约定的
文件执行。 3.3 乙方保证,所制作的产品的实际技术参数符合订单标识记载的技术参数。 四、包装和运输 4.1 乙方向甲方提供合格产品,须按照甲方要求的包装,贴标识。订单另有约定的,从约定。 4.2 交货方式、地点:甲方所在地的仓库,或另有约定的地点。 4.3 输送的费用由乙方负担,双方另有约定的除外。 4.4 乙方承担运输中货物损失或者损坏的风险。 五、结算方式及期限 5.1 双方签订合同后,将以此合同作为基础,每次订货都由甲方向乙方下订单。 5.2 乙方对甲方确认订单以后,按照甲方的要求安排出货时间;另有约定的,从约定。 5.3 付款结算方式约定:月结,当月产品月底之前出货,检验合格验收之后,次月初对账完毕无误 之后,月底前结清所应付款项;甲乙双方对于付款进度以及结算方式另有约定的,从约定。 六、违约及解决纠纷的方式 6.1 如因乙方违约所造成的甲方的经济损失,由乙方承担。 6.2 如果发生纠纷,双方应本着互让互谅的原则协商解决。实在协商解决不了则向本市所在地域的 地方法院提出诉讼。 6.3 本合同有效期为年,自年月日至年月日止。如果甲乙双方有 违约,则合同作废。期满如双方再商定续约。本合同经甲乙双方签章生效。未尽事宜可在双方协商后增加补充协议,补充协议经双方认可后与本合同具有同等法律效力。
合同编号:钢结构加工制作合同 工程名称: 发包方(甲方): 承包方(乙方):
发包方: 以下简称:“甲方” 承包方:以下简称:“乙方” 依照《中华人民共和国合同法》,《中华人民共和国建筑法》及其他有关法规,遵循平等自愿、公平和诚实信用的原则,甲乙双方就房钢结构制作协商一致,订立本合同。一、合同内容: 本合同计价方式采用:固定综合单价【含加工费、油漆费(二遍普通醇酸底漆),加工量以实际发生为准计算总价】。 附明细表。 注:1、综合单价中未考虑非现金形式回款的财务成本,财务成本另计2%。 二、合同造价及结算方式: 合同总价约元,(大写:)。 注:1、主副钢工程量按图纸理论计算另计2%损耗,檩条无损耗。
2、双方约定加工量/合同价变更原则:设计变更及签证另行增减。 三、构件款支付与结算 合同签订3个工作日内,甲方应支付工程价款70%的预付款,构件分批提货,提货前,付清当批构件剩余款项,最后一批构件出厂前结清货款。 四、工期及运输方式: 1、暂定工期9月25日开始供货,10月20日供货完成。如因非乙方原因导致工期延误,乙方不承担工期延误造成的损失。 2、如甲方延期提货,需应不迟于10月20日前结清货款,延期支付部分需承担违约金5‰/日。 3、乙方负责运输。 五、甲方的责任 8.1合同签订后一周内,给乙方提供钢结构设计图纸壹套,供乙方深化设计。 8.2负责对乙方所承担的生产任务做好安全、技术、质量交底,提出明确的安全、技术、 质量要求。 8.3负责在生产过程中全面协调与管理。 8.4按合同要求支付相应款项。 8.5提供加工顺序、构件计划进场时间。 8.6甲方检查、监督、协调乙方的进度、质量、安全生产。 六、乙方的责任 9.1乙方必须组织精干的技术工人、管理人员配套的队伍,保质、保量提前或按时完成承 包范围内生产任务。 9.2乙方在未经过甲方同意的情况下不得随意更换人员及调整岗位。 9.3乙方本项目全体人员必须接受安全生产、职业岗位培训,安全培训合格且特殊工种需 持证上岗。 9.4负责完成相关钢结构资料的编制和整理。
4. 精加工策略 半精加工/精加工策略简介 精加工策略是一种区域清除加工之后将零件加工到设计形状的一类加工策略。需使用适当的值来控制刀具路径的切削精度和残留在材料上的材料余量,用于此目的的两个参数分别是公差和余量。 余量指定加工后材料表面上所 留下的材料量。可指定一般余 量(如图所示),也可在加工 选项中分别指定单独的轴向和 径向余量。 也可对实际模型中的一组曲面指定额外的余量值。 粗公差 精细精细公差公差 公差用来控制切削路径沿工件形状的精度。初加工可使用较粗糙的公差,而精加工必须使用精细公差。 注 如果余量值大于0,则其值必须大于公差值。
平行平行、、放射放射、、螺旋和参考线精加工 简介 这一章将介绍由向下投影参考线所产生的精加工策略。共有四种这种类型的策略,它们分别是平行、放射、螺旋和参考线(用户定义)精加工策略。 PowerMILL 通过沿Z 轴向下投影一预定义线框形状到模型来产生刀具路径。标准的平行、放射和螺旋几何形状直接通过在精加工表格中输入值产生。点取应用按钮执行命令前,可点取表格中的预览按钮,在图形视窗中预览所产生的图案和参考线。参考线几何形状则需要用户自行定义一几何形状(激活参考线),然后将该几何形状沿Z 轴投影到模型而形成刀具路径。 下面是这四种图案策略的几何形状,图案的查看方向为沿Z 轴向下。 平行 放射 螺旋 参考线 (用户定义) 放射、螺旋、以及平行精加工刀具路径和沿Z 轴向下投影到模型上的这些标准参考线完全一致。下面我们就以更常用一些的平行精加工策略为例,来介绍这类刀具路径。
平行精加工平行精加工策略策略 ? 删除全部并重设表格。 ? 从文件菜单下选取打开项目,通过打开的表格选取项目:- D:\users\train\PowerMILL_Data\Projects\Chamber_Start . 这次我们从一已有项目开始。 ? 于是屏幕上弹出一对话视窗,告诉我们原项目为只读文件。点击接受。 屏幕上即显示出保存在输入项目中的模型和刀具。 ? 从文件菜单中选取保存项目为: D:\users\training\COURSEWORK\PowerMILL-Projects\chamber ? 按缺省的方框-模型设置定义毛坯。 ? 从顶部工具栏中点击刀具路径策略图标。 ? 选取平行精加工图标,然后点击接受接受 。
机械加工工艺过程 介绍模板
机械加工工艺过程 第一节基本概念 第二节工件的安装与基准 第三节工艺过程的制定 第四节机械加工工艺过程制定实例
§6.1 基本概念 一、工艺过程 生产过程中直接改变原材料的性能、尺寸和形状、使之变为成品的过程称为工艺过程 工艺过程由一系列工序、安装、工位、工步和进给等组成。二、生产过程 在机械制造中, 从原材料到成品之间各个相互关联的劳动过程的总和, 称为生产过程. 生产过程实际上是由原材料到成品之间各个相互关联的劳动过程的总和。 三、生产纲领和生产类型 1、生产纲领 工厂或产品的生产纲领是指包括备品和废品在内的该产品的年产
量。零件的生产纲领可按下式计算: 式中,N为零件的生产纲领( 件/年) ;Q为机器产品的年产量( 台/年) ;n为每台机器中该零件的数量( 件/台) ;a为备件百分率( %) ;β为废品百分率( %) . 2、生产类型 单件生产、大量生产和成批生产 §6.2工件的安装与基准 工件的安装 直接找正安装 划线找正安装
使用夹具安装 二、 工件的定位 ( 一) 六点定位原则 机床夹具 物体的六个自由度 一个物体在空间能够有六个独立运动。以右图为例, 它在直角坐标系OXYZ 中能够有三个平移运动和三个转动。三个平移运动分别是沿X 、 Y 、 Z 轴平移运动, 记为Z Y X \\ 三个转动分别是绕 X 、 Y 、 Z 轴的转动, 记为Z Y X // 习惯上把六个独立运动称作六个自由度, 如果采用一定的约束措施, 消除物体的六个自由度, 则物体被完全定位 X 自由度示意图
六点定位原理 任何一个物体在空间直角坐6个自由度——用Z Y X Z Y X ,,,,, 表示。 要确定其空间位置, 就需要限制其 6 个自由度 将 6 个支承抽象为6个”点”, 6个点限制了工件的6 个自由度, 这就是六点定位原理。 ( 二) 六点定则的应用 完全定位 不完全定位 超定位
合同编号: 钢结构加工制作合同 工程名称: 发包方(甲方): 承包方(乙方):
发包方:以下简称:“甲方” 承包方:以下简称:“乙方” 依照《中华人民共和国合同法》,《中华人民共和国建筑法》及其他有关法规,遵循平等自愿、公平和诚实信用的原则,甲乙双方就房钢结构制作协商一致,订立本合同。 一、合同内容: 本合同计价方式采用:固定综合单价【含加工费、油漆费(二遍普通醇酸底漆),加工量以实际发生为准计算总价】。 附明细表。 注:1、综合单价中未考虑非现金形式回款的财务成本,财务成本另计2%。 二、合同造价及结算方式: 合同总价约元,(大写:)。 注:1、主副钢工程量按图纸理论计算另计2%损耗,檩条无损耗。
2、双方约定加工量/合同价变更原则:设计变更及签证另行增减。 三、构件款支付与结算 合同签订3个工作日内,甲方应支付工程价款70%的预付款,构件分批提货,提货前,付清当批构件剩余款项,最后一批构件出厂前结清货款。 四、工期及运输方式: 1、暂定工期9月25日开始供货,10月20日供货完成。如因非乙方原因导致工期延误,乙方不承担工期延误造成的损失。 2、如甲方延期提货,需应不迟于10月20日前结清货款,延期支付部分需承担违约金5‰/日。 3、乙方负责运输。 五、甲方的责任 8.1合同签订后一周内,给乙方提供钢结构设计图纸壹套,供乙方深化设计。 8.2负责对乙方所承担的生产任务做好安全、技术、质量交底,提出明确的安全、技术、 质量要求。 8.3负责在生产过程中全面协调与管理。 8.4按合同要求支付相应款项。 8.5提供加工顺序、构件计划进场时间。 8.6甲方检查、监督、协调乙方的进度、质量、安全生产。 六、乙方的责任 9.1乙方必须组织精干的技术工人、管理人员配套的队伍,保质、保量提前或按时完成承 包范围内生产任务。 9.2乙方在未经过甲方同意的情况下不得随意更换人员及调整岗位。 9.3乙方本项目全体人员必须接受安全生产、职业岗位培训,安全培训合格且特殊工种需 持证上岗。 9.4负责完成相关钢结构资料的编制和整理。