
刀具号刀具类型刀具材料
刃长伸出长度
夹头
规格
刀具分布/刀具状态
1
1BNS
2
15
00I 1911J 2022K
2133L 2244M 2355N 246
6O 2577P 2688Q 27#500自动变数总数
99R 28#501千位-10S 29#502百位A 11T 30#503十位B 12U 31#504
个位
C 13V 32
D 14W 33E
15X 34F 16Y 35G 17Z 36H
18
空格
37
字高#3的数值#1初始位数1.5#3=0.6#2刻字位数2#3=0.8#3缩放倍数
2.5#3=1.0#4
刻字间距3#3=1.23.5#3=1.4#6字间变量4
#3=1.6
#7刻字深度#8
字间变量
刀 具 单
客户名称:
图纸号: 刻字宏程序+自动刻序列号
需要用到缩放功能时请去除
G50和G51X0Y0I#3J#3的括号
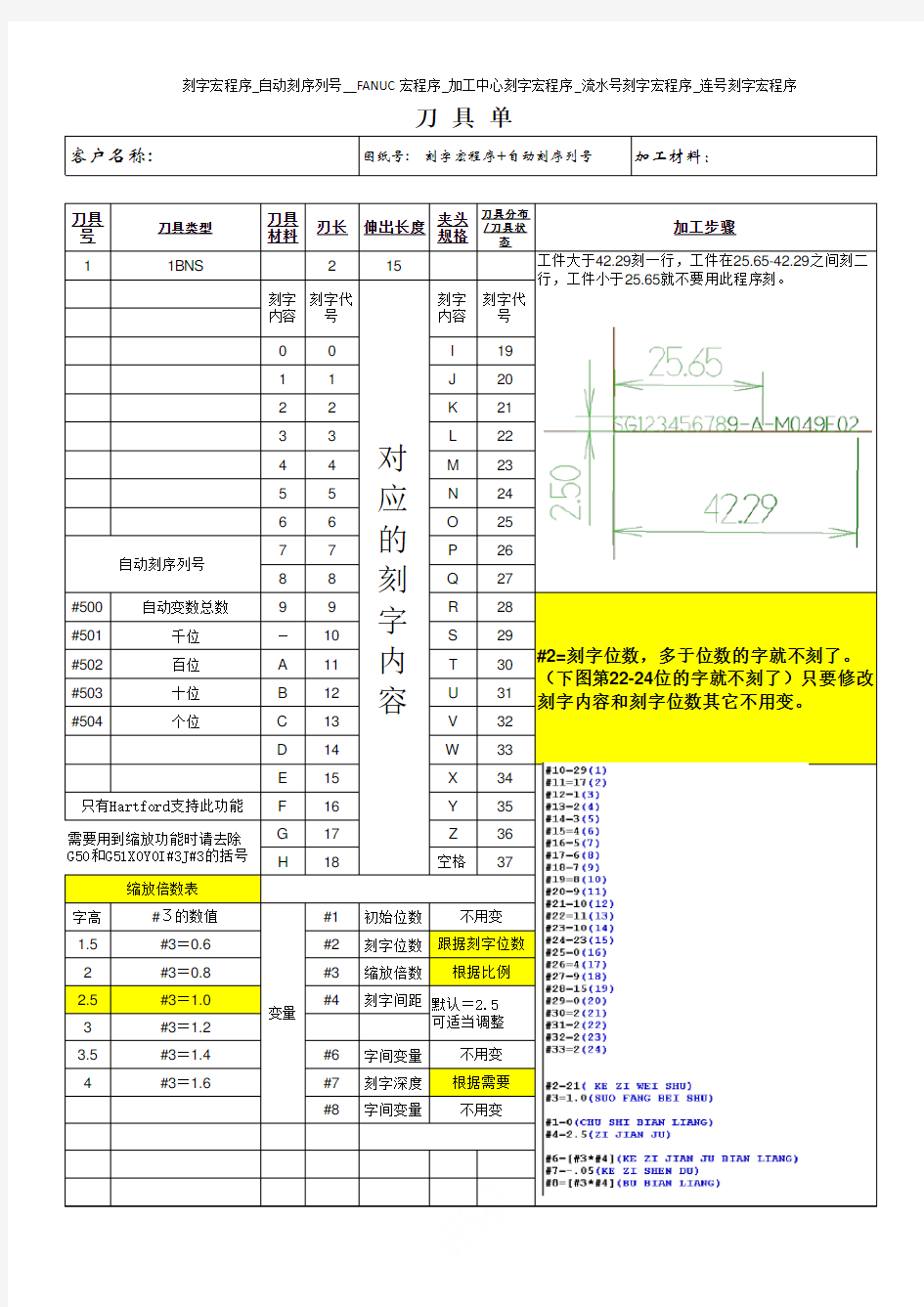
只有Hartford支持此功能#2=刻字位数,多于位数的字就不刻了。(下图第22-24位的字就不刻了)只要修改刻字内容和刻字位数其它不用变。
对应的刻字内容
刻字内容加工材料:
自动刻序列号
刻字代号缩放倍数表
变量
刻字内容刻字代号根据需要不用变不用变
默认=2.5
可适当调整不用变跟据刻字位数根据比例
加工步骤
工件大于42.29刻一行,工件在25.65-42.29之间刻二行,工件小于25.65就不要用此程序刻。
刻字宏程序+自动刻序列号REV2
1.刻字范围0-9 A-Z
2.刻字位数24
3.支持字高1.5-4MM
4. 刻字宏程序文件大小8KB
5. 自动刻序列号
6.把O0001到M30之间内容复制到记事本,保存成NC文件。
O0001(AUTOMANTION KEZI PROGRAM)
G90G10L2P0X0Y0.0Z0.05
G90G10L2P1X0.Y0.Z0
M98P9002
#500=#500+1 (ZONG SHUO)
#501=FIX[#500/1000] (QIAN WEI)
#502=FIX[[#500-#501*1000]/100] (BAI WEI)
#503=FIX[[#500-#501*1000-#502*100]/10] (SHI WEI)
#504=FIX[#500-#501*1000-#502*100-#503*10] (GE WEI)
#10=29(1)
#11=17(2)
#12=1(3)
#13=2(4)
#14=3(5)
#15=4(6)
#16=5(7)
#17=6(8)
#18=7(9)
#19=8(10)
#20=9(11)
#21=10(12)
#22=11(13)
#23=10(14)
#24=23(15)
#25=0(16)
#26=4(17)
#27=9(18)
#28=15(19)
#29=0(20)
#30=2(21)
#31=2(22)
#32=2(23)
#33=2(24)
#2=21( KE ZI WEI SHU)
#3=1.0(SUO FANG BEI SHU)
#1=0(CHU SHI BIAN LIANG)
#4=2.5(ZI JIAN JU)
#6=[#3*#4](KE ZI JIAN JU BIAN LIANG)
#7=-.05(KE ZI SHEN DU)
G90G52X0Y0
( 1BNS )
N100T1
M6
G90G10L12P60R0.00
G90G54G0X0Y0S3000M3 G43H#4120Z5.
/M8
(G50)
G90G52X0Y0
(G51X0Y0I#3J#3)
N1
#1=[#1+1](BIAN LIANG) IF[#1LE#2]GOTO[#1+99]
(G50)
G90G52X0Y0
GOTO99
N100
GOTO[#10+10]
N101
GOTO[#11+10]
N102
GOTO[#12+10]
N103
GOTO[#13+10]
N104
GOTO[#14+10]
N105
GOTO[#15+10]
N106
GOTO[#16+10]
N107
GOTO[#17+10]
N109
GOTO[#19+10]
N110
GOTO[#20+10]
N111
GOTO[#21+10]
N112
GOTO[#22+10]
N113
GOTO[#23+10]
N114
GOTO[#24+10]
N115
GOTO[#25+10]
N116
GOTO[#26+10]
N117
GOTO[#27+10]
N118
GOTO[#28+10]
N119
GOTO[#29+10]
N120
GOTO[#30+10]
N121
GOTO[#31+10]
N122
GOTO[#32+10]
N123
GOTO[#33+10]
Z1.
G1Z#7F100.
G3Y.408I2.316J-.842F300.
X1.316I.584J.208
Y2.092I-2.316J.842
X.148I-.584J-.208
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N11(1)
X.714Y0.
Z1.
G1Z#7F100.
X.357F300.
Y2.5
X0.Y2.143
G0Z5.
Y0.
Z1.
G1Z#7F100.
X.357F300.
G0Z5.
G52G90X[#6-[#8*0.4]]Y0
#6=[#6+[#8*0.6]]
GOTO1
N12(2)
X.054Y2.143
Z1.
G1Z#7F100.
G2X.672Y2.5I.619J-.357F300. G1X.728
G2X1.441Y1.818I0.J-.714
X1.257Y1.37I-.714J.032
X.614Y.891I-3.861J4.503
G3X0.Y0.I.58J-1.057
G1X1.495
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N13(3)
G2X.658Y2.5I.622J-.364F300. G1X.75
G2X1.269Y2.305I0.J-.788
X1.464Y1.875I-.376J-.43
X.933Y1.252I-.631J0.
G1X.755
G0Z5.
X.933
Z1.
G1Z#7F100.
G2X1.5Y.625I-.064J-.627F300. X1.305Y.195I-.571J0.
X.786Y0.I-.519J.593
G1X.622
G2X0.Y.357I0.J.721
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N14(4)
X1.661Y.589
Z1.
G1Z#7F100.
X0.F300.
X1.295Y2.5
Y0.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N15(5)
X0.Y.355
Z1.
G1Z#7F100.
G3X.14Y.194I.664J.438F300. X.664Y-.003I.524J.599
G1X.777Y-.002
G3X1.458Y.393I0.J.785
X1.429Y1.25I-.708J.405
X1.137Y1.507I-.63J-.42
X.714Y1.607I-.423J-.846
X0.Y1.393I-.043J-1.153
G1Y2.5
GOTO1
N16(6)
X.093Y.565
Z1.
G1Z#7F100.
G3X1.522Y.515I.722J.179F300. X.093Y.565I-.708J.226
G2X.143Y1.992I2.133J.64
X1.498Y2.128I.707J-.229
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N17(7)
X0.Y2.5
Z1.
G1Z#7F100.
X1.5F300.
G3X.75Y0.I3.793J-2.5
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N18(8)
X.67Y1.339
Z1.
G1Z#7F100.
X.83F300.
G3X1.411Y1.92I0.J.58
X.83Y2.5I-.58J0.
G1X.67
G3X.401Y2.434I0.J-.58
X.67Y1.339I.268J-.515
X.119Y.289I0.J-.67
X.67Y0.I.551J.381
G1X.83
G3X1.5Y.67I0.J.67
X.83Y1.339I-.67J0.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
Z1.
G1Z#7F100.
G3X1.463Y1.935I.708J-.226F300. X.034Y1.985I-.722J-.179
G0Z5.
X1.463Y1.935
Z1.
G1Z#7F100.
G2X1.413Y.507I-2.133J-.64F300. X.057Y.372I-.707J.229
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N20(-)
X0.Y1.25
Z1.
G1Z#7F100.
X1.429F300.
G0Z5.
X1.25
Z1.
G1Z#7F100.
X.179F300.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N21(A)
X.201Y.536
Z1.
G1Z#7F100.
X1.674F300.
X1.875Y0.
G0Z5.
X1.674Y.536
Z1.
G1Z#7F100.
X.938Y2.5F300.
X.201Y.536
X0.Y0.
G0Z5.
N22(B)
X0Y1.25
Z1.
G1Z#7F100.
Y.005F300.
X.971
G3X.928Y1.253I0.J.625
G1X0.Y1.25
Y2.5
X.866
G2X.928Y1.253I0.J-.625
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N23(C)
X1.702Y2.121
Z1.
G1Z#7F100.
G3X.118Y1.964I-.747J-.536F300. Y.536I2.11J-.714
X1.702Y.379I.837J.38
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N24(D)
X0.Y2.5
Z1.
G1Z#7F100.
Y0.F300.
X.697
G3X1.448Y.536I-.086J.915
Y1.964I-2.11J.714
X.697Y2.5I-.837J-.38
G1X0.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N25(E)
X1.466
G0Z5.
X1.145Y1.25
Z1.
G1Z#7F100.
X0.F300.
Y2.5
X1.466
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N26(F)
X0.Y1.25
Z1.
G1Z#7F100.
Y0.F300.
G0Z5.
Y1.25
Z1.
G1Z#7F100.
Y2.5F300.
X1.466
G0Z5.
X1.145Y1.25
Z1.
G1Z#7F100.
X0.F300.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N27(G)
X.634Y1.109
Z1.
G1Z#7F100.
X1.764F300.
Y.845
G2X.911Y-.016I-.873J.011 X.118Y.536I.019J.872
Y1.964I2.11J.714
X1.702Y2.121I.837J-.38
N28(H)
X0.Y2.5
Z1.
G1Z#7F100.
Y1.25F300.
Y0.
G0Z5.
Y1.25
Z1.
G1Z#7F100.
X1.518F300.
Y0.
G0Z5.
Y1.25
Z1.
G1Z#7F100.
Y2.5F300.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N29(I)
X0.Y2.5
Z1.
G1Z#7F100.
X.357F300.
X.714
G0Z5.
X.357
Z1.
G1Z#7F100.
Y0.F300.
X.714
G0Z5.
X.357
Z1.
G1Z#7F100.
X0.F300.
G0Z5.
G52G90X[#6-[#8*0.3]]Y0 #6=[#6+#8]
GOTO1
Z1.
G1Z#7F100.
G3X1.5I.75J.037F300. G1Y2.5
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N31(K)
X0.Y2.5
Z1.
G1Z#7F100.
Y.869F300.
Y0.
G0Z5.
Y.869
Z1.
G1Z#7F100.
X.63Y1.604F300.
X1.398Y2.5
G0Z5.
X.63Y1.604
Z1.
G1Z#7F100.
X1.398Y0.F300.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N32(L)
X0.Y2.5
Z1.
G1Z#7F100.
Y0.F300.
X1.466
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N33(M)
X0.X0
Z1.
X2.107Y2.5
Y0.
G0Z5.
G52G90X[#6+[#8*0.3]]Y0 #6=[#6+[#8*1.2]] GOTO1
N34(N)
X1.532Y2.5
Z1.
G1Z#7F100.
Y0.F300.
X0.Y2.5
Y0.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N35(O)
X1.548Y1.964
Z1.
G1Z#7F100.
G3X.118I-.715J-.204F300. Y.536I2.11J-.714
X1.548I.715J.204
Y1.964I-2.11J.714
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N36(P)
X.907Y1.25
Z1.
G1Z#7F100.
G3Y2.5I0.J.625F300.
G1X0.
Y1.25
X.907
G0Z5.
X0.
Z1.
G1Z#7F100.
Y0.F300.
GOTO1
N37(Q)
X1.784Y-.004
Z1.
G1Z#7F100.
X.935Y.645F300.
G0Z5.
X1.548Y.536
Z1.
G1Z#7F100.
G3Y1.964I-2.11J.714F300. X.118I-.715J-.204
Y.536I2.11J-.714
X1.548I.715J.204
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N38(R)
X1.532Y0.
Z1.
G1Z#7F100.
X.907Y1.25F300.
X0.
Y2.5
X.907
G2Y1.25I0.J-.625
G0Z5.
X0.
Z1.
G1Z#7F100.
Y0.F300.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N39(S)
X1.506Y2.145
Z1.
G1Z#7F100.
G3X.894Y2.5I-.621J-.366F300. G1X.691Y2.502
G2X1.532Y.625I-.274J-.462 X.869Y-.002I-.657J.03
G1X.614Y0.
G2X0.Y.355I.007J.721
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N40(T)
X.799Y0.
Z1.
G1Z#7F100.
Y2.5F300.
X1.598
G0Z5.
X.799
Z1.
G1Z#7F100.
X0.F300.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N41(U)
X0.Y2.5
Z1.
G1Z#7F100.
Y.716F300.
G3X1.464I.732J0.
G1Y2.5
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N42(V)
X1.821Y2.5
Z1.
G1Z#7F100.
X.911Y0.F300.
X0.Y2.5
G0Z5.
G52G90X[#6+[#8*0.2]]Y0
Z1.
G1Z#7F100.
X1.942Y0.F300.
X1.295Y2.084
X.647Y0.
X0.Y2.5
G0Z5.
G52G90X[#6+[#8*0.6]]Y0 #6=[#6+[#8*1.4]] GOTO1
N44(X)
X1.661Y0.
Z1.
G1Z#7F100.
X.107Y2.5F300.
G0Z5.
X1.554
Z1.
G1Z#7F100.
X0.Y0.F300.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N45(Y)
X.83
Z1.
G1Z#7F100.
Y1.25F300.
X1.661Y2.5
G0Z5.
X.83Y1.25
Z1.
G1Z#7F100.
X0.Y2.5F300.
G0Z5.
G52G90X#6Y0
#6=[#6+#8]
GOTO1
N46(Z)
X0.
G0Z5.
G52G90X#6Y0 #6=[#6+#8] GOTO1
N47(SPACE) G52G90X#6Y0 #6=[#6+#8] GOTO1
N99
M98P9002
G91G28Y0.
G90
M30
我再贴一个雕刻日期的宏程序,是从别处找到的。三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江2 z7 D; [8 }' @8 R& E; y c 主程序 + M$ z! v5 }' Z) c0 G+ s. L) z ·G65= 调用宏三维网技术论坛/ y6 I! D6 `2 f 三维网技术论坛" w$ ?: s- e$ G2 @ ·P9103= 宏程序名三维网技术论坛1 T- }0 i* O( G8 u/ \2 R5 Z6 I; E 三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa/ t* K; E1 w) M; s& | ·Z.005= 雕刻深度(可为正或负) ) p$ _& ^8 \: K' D; M) O ·F30.0= 进给速度 三维,cad,机械,技术,汽车,catia,pro/e,ug,inventor,solidedge,solidworks,caxa,时空,镇江E) C) q% n2 N0 ?6 N 主程序定位刀具到你所希望雕刻日期位置的左上角,距加工平面1.00英寸(译者注:文中所有尺寸单位均为英寸,后文将不再注明)。当前加工平面为Z0。由于宏程序内Z轴全部以增量(G91)模式运动,所以在调用宏程序时必须保证刀具位于加工平面上1.0处。我在程序里内建了一个警告来检测这个条件。三维网技术论坛( v7 C% N9 C* K) _2 x5 N O8297 N1T15M6 (装载刀具)三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa' U. j: b7 U; ~: k G0G90G54X1.Y-.5M3S8000 (在XY轴上定位刀具) G43H15Z1.M8 (Z轴定位) G65P9103Z.005F30. (调用宏程序) https://www.doczj.com/doc/4a10810187.html,! l& N* k: P N3 g2 M3 Z M91 @+ q. h4 Y! Z G0G91G28X0Y0Z0三维网技术论坛' S, b. `7 H& E- W M30 用户宏程序 O9103 (日期雕刻宏程序)三维网技术论坛2 X- F& Y# d9 e0 O8 _& x z #30=#4001 (存储当前G代码) #31=#4003 (存储当前G代码)三维网技术论坛1 p0 L! e- @# t- Q# K #120=#5001 (保存当前X轴绝对位置) #121=#5002 (保存当前Y轴绝对位置)三维网技术论坛2 F g0 ]" @) F6 Y" k6 c #122=#5003 (保存当前Z轴绝对位置) #108=#9 (保存公共变量里的进给速度) https://www.doczj.com/doc/4a10810187.html,& J, j# T$ C9 d& w) K #109=ABS[#26] (保存公共变量里的绝对深度) #110=#109+.1 (Z轴进退刀距离) 三维|cad|机械|汽车|技术|catia|pro/e|ug|inventor|solidedge|solidworks|caxa/ n6 `+ l, v @, B IF[#4006EQ21]GOTO500 (检查尺寸单位)https://www.doczj.com/doc/4a10810187.html,- F [. f! B; K0 p" O IF[#122NE1.]GOTO501 (检查Z轴位置是否正确) IF[#26EQ#0]GOTO502 (检查是否没有指定深度)三维,cad,机械,技术,汽
加工中心铣螺纹宏程序 精华 -CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN
加工中心通用铣螺纹宏程序编程教程 使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。螺旋插补一周,刀具Z向负方向走一个螺距量。 工作原理 使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。螺旋插补一周,刀具Z向负方向走一个螺距量。 编程原理:G02 I3. 等于螺距为2.5mm 假设刀具半径为5mm则加工M16的右旋螺纹 优势 使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工 1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹 2、采用铣削方式加工螺纹,螺纹的质量比传统方式加工质量高 3、采用机夹式刀片刀具,寿命长 4、多齿螺纹铣刀加工时,加工速度远超攻丝 5、首件通止规检测后,后面的零件加工质量稳定 使用方法 G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_ XY 螺纹孔或外螺纹的中心位置X=#24 Y=#25 Z 螺纹加工到底部,Z轴的位置(绝对坐标) Z=#26 R快速定位(安全高度)开始切削螺纹的位置 R=#18 A螺纹螺距A=#1 B螺纹公称直径B=#2 C螺纹铣刀的刀具半径C=#3 内螺纹为负数外螺纹加工为正数 S主轴转速 F进给速度,主要用于控制刀具的每齿吃刀量 如: G65 p1999 X30 Y30 Z-10 R2 A2 B16 C-5 S2000 F150; 在X30y30的位置加工 M16 螺距2 深10的右旋螺纹加工时主轴转速为2000转进给进度为150mm/min 宏程序代码 O1999; G90G94G17G40; G0X#24Y#25;快速定位至螺纹中心的X、Y坐标 M3S#19;主轴以设定的速度正转 #31=#2*+#3;计算出刀具偏移量 #32=#18-#1;刀具走螺旋线时,第一次下刀的位置 #33=#24-#31; 计算出刀具移动到螺纹起点的位置 G0Z#18;刀具快速定位至R点 G1X#33F#9;刀具直线插补至螺旋线的起点,起点位于X的负方向 N20 G02Z-#32I#31;以偏移量作为半径,以螺距作为螺旋线Z向下刀量(绝对坐标)
变量 普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。使用用户宏程序时,数值可以直接指定或用变量指定。当用变量时,变量值可用程序或用MDI面板上的操作改变。#1=#2+100 G01X#1F300 说明: 变量的表示计算机允许使用变量名,用户宏程序不行。变量用变量符号(#)和后面的变量号指定。例如:# 1 表达式可以用于指定变量号。此时,表达式必须封闭在括号中。例如:#[#1+#2-12] 变量的类型变量根据变量号可以分成四种类型 变量号变量类型功能#0空变量该变量总是空,没有值能赋给该变量. #1-#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值, #100-#199
#500-#999 公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失. #1000 系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值. 变量值的范围局部变量和公共变量可以有0值或下面范围中的值: -1047到-10-29或-10-2到-1047 如果计算结果超出有效范围,则发出P/S报警N O.111. 小数点的省略当在程序中定义变量值时,小数点可以省略。例:当定义#1=123;变量#1的实际值是123.000。 变量的引用为在程序中使用变量值,指定后跟变量号的地址。当用表达式指定变量时,要把表达式放在括号中。例如:G01X[#1+#2]F#3; 被引用变量的值根据地址的最小设定单位自动地舍入。例如:当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346.
加工中心通用铣螺纹宏程序编程教程 使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。螺旋插补一周,刀具Z向负方向走一个螺距量。 工作原理 使用G03/G02三轴联动走螺旋线,刀具沿工件表面(孔壁或圆柱外表)切削。螺旋插补一周,刀具Z向负方向走一个螺距量。 编程原理:G02 Z-2.5 I3. Z-2.5等于螺距为2.5mm 假设刀具半径为5mm则加工M16的右旋螺纹 优势 使用了三轴联动数控铣床或加工中心进行加工螺纹,相对于传统螺纹加工 1、如螺距为2的螺纹铣刀可以加工各种公称直径,螺距为2mm的内外螺纹 2、采用铣削方式加工螺纹,螺纹的质量比传统方式加工质量高 3、采用机夹式刀片刀具,寿命长 4、多齿螺纹铣刀加工时,加工速度远超攻丝 5、首件通止规检测后,后面的零件加工质量稳定 使用方法 G65 P1999 X_ Y_ Z_ R_ A_ B_ C_ S_ F_ XY 螺纹孔或外螺纹的中心位置X=#24 Y=#25 Z 螺纹加工到底部,Z轴的位置(绝对坐标) Z=#26 R 快速定位(安全高度)开始切削螺纹的位置 R=#18 A 螺纹螺距A=#1 B 螺纹公称直径B=#2 C 螺纹铣刀的刀具半径C=#3 内螺纹为负数外螺纹加工为正数 S 主轴转速 F 进给速度,主要用于控制刀具的每齿吃刀量 如: G65 p1999 X30 Y30 Z-10 R2 A2 B16 C-5 S2000 F150; 在X30y30的位置加工 M16 螺距2 深10的右旋螺纹加工时主轴转速为2000转进给进度为150mm/min 宏程序代码 O1999; G90G94G17G40; G0X#24Y#25; 快速定位至螺纹中心的X、Y坐标 M3S#19; 主轴以设定的速度正转 #31=#2*0.5+#3; 计算出刀具偏移量 #32=#18-#1; 刀具走螺旋线时,第一次下刀的位置 #33=#24-#31; 计算出刀具移动到螺纹起点的位置 G0Z#18;刀具快速定位至R点 G1X#33F#9; 刀具直线插补至螺旋线的起点,起点位于X的负方向 N20 G02Z-#32I#31;以偏移量作为半径,以螺距作为螺旋线Z向下刀量(绝对坐标)
刀具号刀具类型刀具材料 刃长伸出长度 夹头 规格 刀具分布/刀具状态 1 1BNS 2 15 00I 1911J 2022K 2133L 2244M 2355N 246 6O 2577P 2688Q 27#500自动变数总数 99R 28#501千位-10S 29#502百位A 11T 30#503十位B 12U 31#504 个位 C 13V 32 D 14W 33E 15X 34F 16Y 35G 17Z 36H 18 空格 37 字高#3的数值#1初始位数1.5#3=0.6#2刻字位数2#3=0.8#3缩放倍数 2.5#3=1.0#4 刻字间距3#3=1.23.5#3=1.4#6字间变量4 #3=1.6 #7刻字深度#8 字间变量 刀 具 单 客户名称: 图纸号: 刻字宏程序+自动刻序列号 需要用到缩放功能时请去除 G50和G51X0Y0I#3J#3的括号 只有Hartford支持此功能#2=刻字位数,多于位数的字就不刻了。(下图第22-24位的字就不刻了)只要修改刻字内容和刻字位数其它不用变。 对应的刻字内容 刻字内容加工材料: 自动刻序列号 刻字代号缩放倍数表 变量 刻字内容刻字代号根据需要不用变不用变 默认=2.5 可适当调整不用变跟据刻字位数根据比例 加工步骤 工件大于42.29刻一行,工件在25.65-42.29之间刻二行,工件小于25.65就不要用此程序刻。
刻字宏程序+自动刻序列号REV2 1.刻字范围0-9 A-Z 2.刻字位数24 3.支持字高1.5-4MM 4. 刻字宏程序文件大小8KB 5. 自动刻序列号 6.把O0001到M30之间内容复制到记事本,保存成NC文件。
fanuc 加工中心宏程序+G10的应用 G10指令的应用非常广泛,通过G10来设置机床刀具的有关数据来实现分层铣削.对任意轮廓倒圆角. G10的基本格式 刀具长度补偿G10 L10 P(刀具号)R(补偿值) 刀具长度磨损G10 L11 P R 刀具半径补偿G10 L12 P R 刀具半径磨损G10 L13 P R 这个格式中的p 为刀具号可以为变量 R为半径值可以为变量 只要设定G10 中R的参数值那么在刀补中的相应的值将失效.举个例子 假如刀具半径为10 我们可以这样设定 G10L12P01R10 这样就给1号刀的半径补偿中设定半径为10在用半径补偿是就会掉用此值. 下面我们来看一个简单的例子铣削一个40的正方形刀具半径为10 O1200 G54G17G90G80G49G40G98 G00X-60Y-60 Z5 G10L12P01R10 G01Z-5F100 G01G41X0Y0D01F100 Y40 X40 Y0 X0 G40G00X-60Y-60 G0Z100 M30 这个是个很简单的例子当然我们可以再半径补偿的半径是用变量来表示 同样用上面的这个例子我们留0.1的加工余量来精加工.程序怎么写 O1200 #100=1 G54G17G90G80G49G40G98 G00X-60Y-60M3S600 Z5 #5=10.1 N10 G10L12P01R#5 G00X-60Y-60Z10 G01Z-5F100 G01G41X0Y0D01F100 Y40 X40 Y0 X0
G40G00X-60Y-60 #10=10 改半径值精加工 #100+#100+1 计数 M3S2000 精加工高速 IF[#100LE2]GOTO10 G0Z100 M30 下面我们来看这个比较复杂的零件怎么来价工.
刀具号刀具类型刀具材料 刃长伸出长度 夹头规格 刀具分布/刀具状态 1 1BNS 2 15 00I 1911J 2022K 2133L 2244M 2355N 246 6O 2577P 2688Q 27#500自动变数总数 99R 28#501千位-10S 29#502百位A 11T 30#503十位B 12U 31#504 个位 C 13V 32 D 14W 33E 15X 34F 16Y 35G 17Z 36H 18 空格 37 字高#3的数值#1初始位数1.5#3=0.6#2刻字位数2#3=0.8#3缩放倍数 2.5#3=1.0#4 刻字间距3#3=1.23.5#3=1.4#6字间变量4 #3=1.6 #7刻字深度#8 字间变量 刀 具 单 客户名称: 图纸号: 刻字宏程序+自动刻序列号 需要用到缩放功能时请去除 G50和G51X0Y0I#3J#3的括号 只有Hartford支持此功能#2=刻字位数,多于位数的字就不刻了。(下图第22-24位的字就不刻了)只要修改刻字内容和刻字位数其它不用变。 对应的刻字内容 刻字内容加工材料: 自动刻序列号 刻字代号缩放倍数表 变量 刻字内容刻字代号根据需要不用变不用变 默认=2.5 可适当调整不用变跟据刻字位数根据比例 加工步骤 工件大于42.29刻一行,工件在25.65-42.29之间刻二行,工件小于25.65就不要用此程序刻。
刻字宏程序+自动刻序列号REV2 1.刻字范围0-9 A-Z 2.刻字位数24 3.支持字高1.5-4MM 4.刻字宏程序文件大小8KB 5. 自动刻序列号 6.把O0001到M30之间内容复制到记事本,保存成NC文件。
加工中心宏程式 一变量 普通加工程序直接用数值指定G代码和移动距离;例如,GO1和X100.0。使用用户宏程序时,数值可以直接指定或用变量指定。当用变量时,变量值可用程序或用MDI面板上的操作改变。 #1=#2+100 G01 X#1 F300 说明: 变量的表示 计算机允许使用变量名,用户宏程序不行。变量用变量符号(#)和后面的变量号指定。 例如:#1 表达式可以用于指定变量号。此时,表达式必须封闭在括号中。 例如:#[#1+#2-12] 变量的类型 变量根据变量号可以分成四种类型 变量号变量类型功能 #0 空变量该变量总是空,没有值能赋给该变量. #1-#33 局部变量局部变量只能用在宏程序中存储数据,例如,运算结果.当断电时,局部变量被初始化为空.调用宏程序时,自变量对局部变量赋值, #100-#199 #500-#999 公共变量公共变量在不同的宏程序中的意义相同.当断电时,变量#100-#199初始化为空.变量#500-#999的数据保存,即使断电也不丢失. #1000 系统变量系统变量用于读和写CNC运行时各种数据的变化,例如,刀具的当前位置和补偿值. 变量值的范围 局部变量和公共变量可以有0值或下面范围中的值: -1047到-10-29或-10-2到-1047 如果计算结果超出有效范围,则发出P/S报警NO.111. 小数点的省略 当在程序中定义变量值时,小数点可以省略。 例:当定义#1=123;变量#1的实际值是123.000。 变量的引用 为在程序中使用变量值,指定后跟变量号的地址。当用表达式指定变量时,要把表达式放在括号中。 例如:G01X[#1+#2]F#3; 被引用变量的值根据地址的最小设定单位自动地舍入。 例如: 当G00X#/;以1/1000mm的单位执行时,CNC把123456赋值给变量#1,实际指令值为G00X12346. 改变引用变量的值的符号,要把负号(-)放在#的前面。 例如:G00X-#1 当引用未定义的变量时,变量及地址都被忽略。 例如:当变量#1的值是0,并且变量#2的值是空时,G00X#1 Y#2的执行结果为G00X0。 双轨迹(双轨迹控制)的公共变量
FANUC宏程序使用举例 单轴外圆数控磨床,径向采用数控轴(X轴)控制,轴向仍用液压油缸驱动,因此无法使用两轴磨床数控系统提供的磨削循环功能。在实践中,可以使用FANUC系统提供的用户宏程序,编制单轴的磨削循环功能。根据机床的具体结构,又编制了砂轮手动修整、自动补偿及手动测量工件、自动补偿的控制功能。在青海重型机床厂生产的CA8311B轴颈车磨床上,经过一年多的生产使用,证明是实用的。下面分别介绍软件的内容。 1 功能介绍 1.1 外圆磨削循环 由于只有径向控制轴(X轴),无法实现连续进给磨削,只能实现两端进给的轴向磨削循环。因此在左右两端各设1个轴向行程识别开关(如图1所示)。 当砂轮移到工件的左端时,左端行程开关闭合,发出到位信号,程序中用接口输入变量#1005=1表示。控制系统接到该信号后,发出X轴进给移动指令,砂轮前进一个A值;同理,当系统接到右端行程开关发出的到位信号,程序中用接口输入变量#1006=1表示,砂轮前进一个B值。依次循环,直到到达指令的位置。 实现给定磨削量的磨削加工,可以按A、B两值相加为一个循环,将被磨除量均分。砂轮快速移至R点,经n次(A+B)磨削之后,其剩余量为h ?。若砂轮在工件左端,且h?<A时,按h?进给,否则按A值进给。若在工件右端,且h?<B值时,按h?进给,否则按B值进给。软件必须保证只在工件两端进给,中间不得进给。当磨除量变为零时,必须磨到另一端才能退砂轮。整个磨削过程分粗磨、精磨和光磨。在实际使用中,在R点设置一个暂停,操作者可以插入手动磨削,以利于修活使用,也可以再转为自动磨削。磨削初值用现在位置变量#5041取值。
宏程序的简单运用 WHIL[条件]DO1、2、3:满足此“条件”执行WHIL到DO1之间的程序; 1、回转体上打均布孔: O7; M26; G00 G90 G54 B#1; M25 #1=#1+10. IF[#1GT360.] GOTO 100; M99 N100 M30 2、三角函数的计算: O0008 #1=135. #2=SIN[#1] #3=COS[#1] #4=TAN[#1] M01 % 3、法兰上打孔: % O0001 T16M6 G00G90G55X0.Y0.M3S1500 G43H16Z100. G98G81Z-1.5R5.F50.K0 WHIL[#3LT360.]DO1 #4=40. #3=[#3+45.] #1=#4*COS[#3] #2=#4*SIN[#3] X[#1]Y[#2] END1 G80 M05 G91G28Z0. G91G28Y0. M30
% 4、Z向分层外形铣削 % O0001 T7M6 M26 G00G90G54X0.Y0.M3S1500B0. M25 G43H7Z50. Z5.M8 WHIL[#1GT-25.]DO1 G01G90Z[#1-0.5]F100. G91G01X8.F500. G03G91I-8. G01G90X0. #1=#1-0.5 END1 G00G90G54Z100.M9 M05 G91G28Z0. G91G28Y0. M30 % 5、斜插外形铣削 % O0001 T7M6 M26 G00G90G54X0.Y0.M3S1500B0. M25 G43H7Z50. Z5.M8 G01G90Z0.F100. G91G01X8.F500. WHIL[#2 GT-5.]DO1 G03G91I-8.Z-0.5 #2=#2-0.5 END1 G01G90X0. G00G90G54Z100.M9 M05 G91G28Z0.
数控铣宏程序实例 §4.1 椭圆加工(编程思路:以一小段直线代替曲线)例1:整椭圆轨迹线加工(假定加工深度为2mm) 方法一:已知椭圆的参数方X=acosθ Y=bsinθ 变量数学表达式 设定θ= #1(0°~ 360°) 那么 X= #2 = acos[#1] Y= #3= bsin[#1] 程序 O0001; S1000 M03; G90 G54 G00 Z100; G00 Xa Y0; G00 Z3; G01 Z-2 F100; #1=0; N1 #2=a*cos[#1]; #3=b*sin[#1]; G01 X#2 Y#3 F300; #1=#1+1; IF[#1LE360]GOT01; GOO Z50; M30;
例2:斜椭圆且椭心不在原点的轨迹线加工(假设加工深度为2mm ) 椭圆心不在原点的参数方程 X=a*C OS [#1]+ M Y=b*SIN [#1]+ N 变量数学表达式 设定θ=#1; (0°~360°) 那么X=#2=a*C OS [#1]+ M Y=#3=b*SIN [#1]+ N 因为此椭圆绕(M ,N )旋转角度为A 可运用坐标旋转指令G68 格式 G68 X - Y - R - X,Y :旋转中心坐标; R: 旋转角度 程序 O0002; S1000 M03; G90 G54 G00 Z100; GOO Xa+M YN; GOO Z3; G68 XM YN R45; #1=0; N99 #2=a*COS [#1]+M; #3=b*SIN [#1]+N; GO1 X#2 Y#3 F300; G01 Z-2 F100; #1=#1+1; IF [#1LE360]GOTO99; G69 ; GOO Z100; M30;
第四章数控铣宏程序实例 §4.1 椭圆加工(编程思路:以一小段直线代替曲线)例1 整椭圆轨迹线加工(假定加工深度为2mm) 方法一:已知椭圆的参数方X=acosθ Y=bsinθ 变量数学表达式 设定θ= #1(0°~ 360°) 那么 X= #2 = acos[#1] Y= #3= bsin[#1] 程序 O0001; S1000 M03; G90 G54 G00 Z100; G00 Xa Y0; G00 Z3; G01 Z-2 F100; #1=0; N99 #2=a*cos[#1]; #3=b*sin[#1]; G01 X#2 Y#3 F300; #1=#1+1; IF[#1LE360]GOTO99; GOO Z50; M30;
例2 斜椭圆且椭心不在原点的轨迹线加工(假设加工深度为2mm ) 椭圆心不在原点的参数方程 X=a*C OS [#1]+ M Y=b*SIN [#1]+ N 变量数学表达式 设定θ=#1; (0°~360°) 那么X=#2=a*C OS [#1]+ M Y=#3=b*SIN [#1]+ N 因为此椭圆绕(M ,N )旋转角度为A 可运用坐标旋转指令G68 格式 G68 X - Y - R - X,Y :旋转中心坐标; R: 旋转角度 程序 O0002; S1000 M03; G90 G54 G00 Z100; GOO X0 Y0; GOO Z3; G68 XM YN R45; #1=0; N99 #2=a*COS [#1]+M; #3=b*SIN [#1]+N;
GO1 X#2 Y#3 F300; G01 Z-2 F100; #1=#1+1; IF[#1LE360]GOTO99; G69 GOO Z100; M30; 例3:椭圆轮廓加工(深度2mm) 采用椭圆的等距加工方法使椭圆的长半轴和短半轴同时减少一个行距的方法直到短半轴小于刀具的半径R 根据椭圆的参数方程可设 变量表达式θ=#1(0°~360°) a=#2 b=#3(b-R~R) X=#2*COS[#1]=#4 Y=#3*SIN[#1]=#5 程序 O0003; S1000 M03; G90 G54 G00 Z100;
1. 数控程序中字母的含义 0:程序号,设定程序号 N:程序段号,设定程序顺序号 G:准备功能 X/Y/Z :尺寸字符,轴移动指令 A/B/C/U/V/W :附加轴移动指令 R:圆弧半径 I/J/K:圆弧中心坐标(矢量) F:进给,设定进给量 S:主轴转速,设定主轴转速 T:刀具功能,设定刀具号 M :辅助功能,开/关控制功能 H/D :刀具偏置号,设定刀具偏置号 P/X:延时,设定延时时间 P:程序号指令,设定子程序号(如子程序调用:M98P1000) L:重复,设定子程序或固定循环重复次数(如:M98 P1000 L2,省略L代表L1) P/W/R/Q :参数,固定循环使用的参数(如:攻牙G98/(G99)G84 X_ Y_ R_ Z_ P_ F_) 2. 常用G 代码解释 G00:定位或快速移动 G01 :直线插补 G02:圆弧插补/螺旋线插补CW G03:圆弧插补/螺旋线插补CCW G04:停留时间或延时时间 如:G04 X1000或G04 X1.0) G04 P1000 表示停留1 秒钟 G09:准确停止或精确停止检查(检查是否在目标范围内) G10 :可编程数据输入 G17:选择XPYP平面XP: X轴或其平行轴 G18:选择ZPXP平面YP Y轴或其平行轴 G19:选择YPZP平面ZP: Z轴或其平行轴 G20:英寸输入 G21:毫米输入 G28 :返回参考点检测 格式:G91/(G90) G28 X__ Y__ Z__ 经过中间点X__ Y__ Z__返回参考点(绝对值/增量值指令) G29:从参考点返回 G91/(G90) G29 X__ Y__ Z__ 从起始点经过参考点返回到目标点X__ Y__ Z__的指令(绝对值/增量值指令) G30 返回第2,3,4 参考点
O5900 G40G90G80G17 T18 M6 G90G55G0X-25.395Y15.T16 M26 G90G0A0. M25 M3S500 G43G0Z20.H18 M08 G0Z-1.5 G1Y-15.F35 G0Z5. G0Y15. G0Z-2.38
G1Y-15.F35 G0Z5. G0Y15. M26 G90G0A180. M25 G0Z-1.5 G1Y-15.F35 G0Z5. G0Y15. G0Z-2.38 G1Y-15.F35 G0Z5. G0Y15.M09 G91G30Z0.M05 G91G28Y0.
G90 M00 T16 M6 G55G0X-56.65Y0.T2 M26 G91G0A-7.8 M25 M3S1000 G90G43G0Z0.H16 M08 #13002=25.05 N100G0X-56.65Y0. G42G1X-56.65Y38.1D2F1000 G02Y-38.1R38.1F35 G40G1X-56.65Y0.F1000
#13002=#13002-1. IF[#13002GE19.05]GO100 G0X-100.M09 G91G30Z0.M05 M1 T2 M6 G90G55G0X0.Y40.T18 M3S1200 G43G0Z20.H2 M08 G0Z-5.08 #105=31.75 #106=0.3 #107=0.09 N200#108=#105-#107 #109=#108+#106
G0Y#109 G1Y#108F6 #107=#107+0.2 IF[#107LE6.]GO200 G0Y40. M26 G91G0A180. M25 G90 #105=31.75 #106=0.3 #107=0.09 N300#108=#105-#107 #109=#108+#106 G0Y#109 G1Y#108F6
加工中心最实用的宏程序 宏程序主体结构
数控系统中,宏程序结构如图1,系统参数中的程序号厂家已经设定为O9010———O9019,只要用自行确定的G代码调用宏程序主体程序号,就可进行相应形状的加工。通过参数设定,可以选择是否将宏程序显示在屏幕上,为避免程序被错改,最好选择屏蔽,但缺点是加工中光标不会移动,直到此功能结束。另外,其它程序号无法调出此宏程序。用户宏程序主体中间部分是加工过程,通过对其变量赋值,即可进行固定循环加工,程序结束通过M99返回主程序
宏程序主体中以变量为主,用变量进行运算、转移。其目的不仅要使类似零件集中到一个范围内,而且结构要简洁,符合加工步骤,占用的内存要小。由于软件系统在工作中是采用中断查询控制方式,在需要改变工作状态时,由PIO向CPU提出中断申请,CPU 经判断发出相应转移指令,机床再根据指令进行运动。现以圆腔加工为例(如图2),来考虑宏程序的设计思路
变量的使用和运算该系统中,设定自变量I中指定的地址与在用户宏程序主体内使用的变量号一一对应,此变量为系统变量,另外用于计算的公共变量,系统未作规定,可任意使用(除系统变量之外)。变量的运算,要按照系统规定编写,如
#100=(#110×#102)1/2写成:100=SQRE [#110*#102]
当#100≥5时,转移到N6段,写成IF [#100GE5]GOTO6
设计程序思路
系统变量的确定在圆腔加工中首先要对自变量I中的变量号与自订的G指令中字母对应,它直接影响零件加工的方式。如圆心坐标值X、Y (#24、#25),圆腔的半径D(#7),刀具半径R(#18),加工深度Z(#26),粗加工次数B( #2) ,加工余量K( #6) ,每次进刀深度Q( #17) ,然后是加工方向A( #1) ,安全高度H( #11) ,走刀量F( #9)。
圆腔加工流程图及程序流程图是编制程序的重要步骤,程序是否合理,流程图是关键,它直接影响加工的运行轨迹以及转移的位置是否合理(如图3)。
O9012;
#100=#26-#6;
#101=#9*5;
#102=#7-#6-#18;
#103=#102/#2;
#104=#25+#7-#18;
#105=#5-#18;
G00X#24 Y#25;
G00Z#11;
#106=0;
N100#106=#106+#17;
G01Z-#106 F#9;
IF[#102 EQ 0]GOTO 150;
#107=0;
N110 #106=#107+#103;
#108=#107+#25;
G01 Y#108 F#101;
IF[#1 EQ 1]GOTO 120;
IF[#1 EQ-1] GOTO 130;
N120 G03 X#24 Y#108 IO J-#107;
GOTO 140;
N130 G02 X#24 Y#101 IO J-#107;
N140 IF[#107 LT #102] GOTO 110;
N150 IF[#106 EQ #26] GOTO 160;
G00 Y#25;
IF[#106 LT #100]GOTO 100;
#106=#106+#6-#17;
GOTO 100;
N160 G01Y#104;
G03 X#24 Y#104 IO J-#105;
G00 Z#11;
M99;
将宏程序设定为固定循环的G指令根据流程图可编写上述宏程序主体,并通过参数将O9012宏程序设定为固定循环的G指令。利用这种方式还可以编写其他G指令,如方腔、均布孔等的加工编程,并用于零件加工。这里通过参数设定宏程序O9012 为G202,指令形式为:
G202 X—Y—Z—H—Q—K—D—R—B—A—F—
其中B—为每切深一次,圆腔需分n次切削余量。
例:加工f100mm×2mm、f80mm×2mm 两个圆腔,圆心分别距离坐标原点为A(40,40)、B(-30,70),铣刀直径16mm,编程如下:
O0012
N1 G54 G90 G40 G17;
N2 S500 M03;
N3 G00 X0 Y0;
N4 Z50;
N5 G202 X 40 Y40 Z2.1 H2 Q1 K0.1 D50 R8 B5 A1 F50;(逆铣A点)
N6 G202 X-30 Y70 Z2.1 H2 Q1 K0.1 D40 R8 B3 A-1 F50 ;(顺铣B点)
N7 G00 Z50;
N8 G00 X0 Y0;
N9 M30;