
机械加工工艺过程卡片
产品名称:机油泵产品图号:
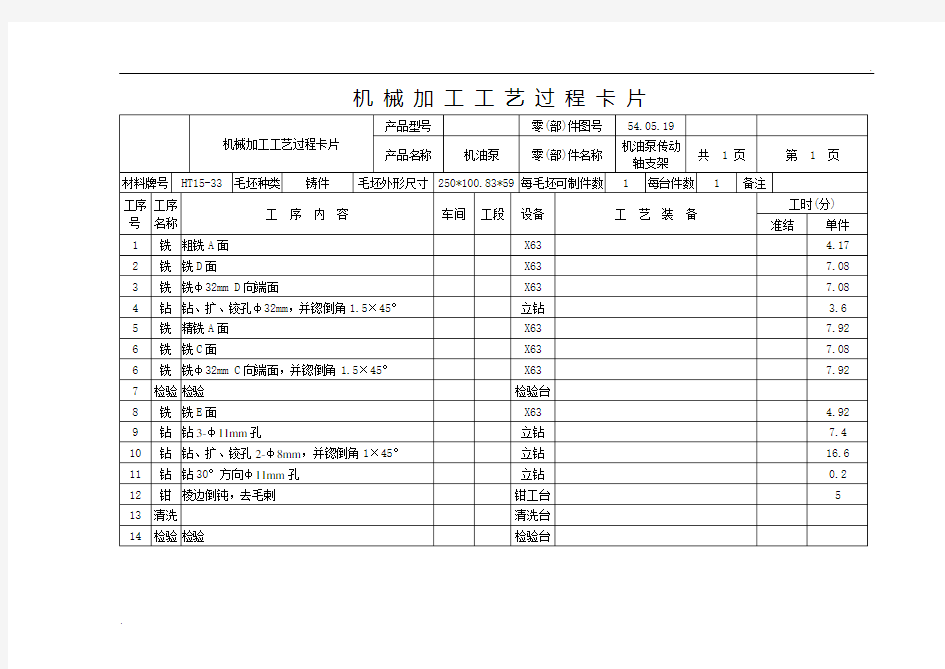
零(部)件名称:机油泵传动轴支架零(部)件图号:54.05.19 设计:审核:
学号:151309240
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
机械加工工序卡片
Hefei University 夹具课程设计COURSE PROJECT 题目:连接座课程设计 系别:机械工程系 专业:机械设计制造及自动化 学制:四年 :晨露 学号: 指导老师: 2012 年6 月24日
学院 机械制造技术学课程设计任务书 题目:“连接座”零件的机械加工工艺规程及工艺装备(年产量为6000件) 容:1.零件图1 2.毛坯图 1 3.机械加工工艺过程综合卡片 1 4.结构设计装配图 1 5.结构设计零件图 1 6.课程设计说明书 1
设计容及要求 在指导老师的指导下,面向机械加工类企业所具备的条件,针对给定零件图样及其生产纲领制定该零件的机械加工工艺过程及其一道工序的工艺规程,并设计该道工序的专用机床夹具(指导老师指定),具体完成的容、形成和要求如下:1.撰写课程设计计算说明书 说明书部分的容包括:零件图分析:确定毛坯钟类、制造方法、加工余量;拟定该零件的机械加工工艺过程,包括定位基准选择、表面加工方案的对比分析,各工序的加工设备和工艺装备(刀具、夹具、量具和辅具)确定;各工序的加工余量、工序尺寸及公差的确定;工序的切削用量选择;工序的时间定额计算;工艺过程技术经济分析;夹具的定位方案、夹紧方案和主要参数拟定;定位元件选择;定位误差计算;夹紧力计算;夹具的其他分析、计算和校核等。要求说明书字数不少于8000字。 2.加工工艺规程卡片 ①该零件的机械加工工艺过程卡 ②该零件机械加工工艺过程指定工序的工序卡(提出专用机床夹具设计任务书)。 3.图纸部分 ①绘制该零件毛坯图1。 ②指定工序的专用机床夹具装配图1。 ③专用机床夹具的主要零件图1(指导老师指定)。 工艺工装课程设计
图书分类号: 密级: 夹具设计(论文) 机油泵传动轴支架机械加工工艺及夹具设计 学生姓名李林波 学院名称山西大同大学 专业名称机械设计制造及其自动化 指导教师王老师 2013年12月20日
摘要 本次设计是对机油泵传动轴支架零件的加工工艺规程及一些工序的专用夹具设计。机油泵传动轴支架零件的主要加工表面是平面及孔。由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。所以本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以机油泵传动轴支架端面作为粗基准,以上表面作为精基准。 关键词机械加工,加工工艺。
目录 摘要.................................................................................................................................................. I Abstract........................................................................................................ 错误!未定义书签。 1 绪论 (1) 2机油泵传动轴支架加工工艺规程设计 (2) 2.1机械加工基准介绍 (2) 2.2基准的选择 (2) 2.3 制定工艺路线 (3) 2.4选择加工设备及刀、夹、量具 (4) 2.4.1设备的选择 (4) 2.4.2刀具量具的选择 (6) 2.5加工工序设计 (7) 3 夹具设计 (10) 3.1定位方案的选定 (11) 3.2夹具夹紧装置的确定 (11) 3.2.1夹紧力的方向和作用点的确定 (11) 3.2.2夹紧力大小的估算 (12) 3.3夹紧机构及元件的选择 (13) 3.4夹具体上排屑措施的确定 (15) 3.5钻模的设计 (15) 3.5.1钻套的选定 (15) 3.5.2钻模板的设计 (16) 4夹具定位方案的分析 (18) 4.1工件定位自由度分析 (18) 4.2工件定位精度分析 (19) 参考文献 (21) 致谢 (22)
机械加工工艺过程卡片河南机电高等 专科机械加工工艺过程卡片 产品型号零(部)件图号共12页 产品名称零(部)件名称连接座第1页 材料牌号HT200 毛坯 种类 铸造 件 毛坯 外形尺寸 142×142×83 每坯 件数 1 每台 件数 1 工序号工序 名称 工序内容车间工段设备工艺装备 工序时间 准终单件 0 备料铸造毛坯铸造车间5 热处理进行人工时效处理热处理车间 10 粗车 粗车右端面至78 粗车外圆Φ125×5 钻通孔Φ16 粗镗内孔Φ34×29 粗车小凸台端面至20 机加工车间CA6140 三爪卡盘 15 粗车 粗车右端面至71 粗车外圆Φ128×9 粗车内孔Φ98×6.8 机加工车间CA6140 三爪卡盘, 90度偏刀, 盲孔偏刀,游标 卡尺 20 半精车 半精车端面保70 半精车外圆Φ121.4×5 法精镗内孔Φ39.6×27 半精镗内孔Φ32×28 半精镗内孔保Φ17.5 半精车小凸台端面保16 机加工车间CA6140 三爪卡盘, YT590度偏刀, YT5镗刀,游 标卡尺,内径百 分尺
描图25 半精车 半精车右端面到69 半精车外圆Φ125.4长9 半精镗内孔Φ199.6长7 机加工车间CA6140 三爪卡盘, 90度偏刀, 盲孔偏刀,游标 卡尺 张泽剑30 钻钻通孔机加工车间Z5125A 钻模,Φ7钻头,游标卡尺 描校35 钻钻孔、攻螺纹机加工车间Z5125A 钻模,Φ7钻头,Φ4.1钻头, M5丝锥,游标卡尺,螺纹塞规 张泽剑40 钳去毛刺机加工车间 底图号45 磨磨内孔保Φ40x5 磨外圆保Φ 121x5 机加工车间 万能外圆磨 床 专用夹具, 砂轮,内径千分 尺,外径千分 尺, 50 磨磨内孔保Φ100x7 磨外圆保Φ 125x9 机加工车间 万能外圆磨 床 专用夹具, 砂轮,内径千分 尺,外径千分 尺, 装订号55 检验机加工车间 设计(日期) 审核 (日期) 会签 (日期) a 5.28 标记处数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签字日期田宇
机械制造连接座加工工艺说明书(附工序卡 片)
机械制造技术课程设计题目:连接座机械加工工艺规程设计 内容:1.机械加工工艺过程卡片 1套 2.机械加工工序卡片 1套 3.机床专用夹具设计图纸 1份 4.设计说明书 1份 专业:模具设计与制造 年级: 2012级 学生姓名: 指导教师: 二〇一一年五月
课程设计的目的 机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节。本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。 另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备。通过本次课程设计,应使学生在下述各方面得到锻炼: (1)熟练的运用机械制造基础、汽车制造工艺学和其他有关先修课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性。 (2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。 (3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等。 (4)在设计过程中培养学生严谨的工作作风和独立工作的能力。 第1章、零件的分析 1.1、零件的作用 题目给的零件是离心式微电机水泵上的连接零件,它位于水泵泵壳内,主要作用是固定水泵叶轮
1.2、零件的形状 零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。具体尺寸,公差如下图所示。
机油泵传动轴支架的夹具设计说明书
目录 前言 0
前言 机械制造工艺学课程设计是我们融会贯通大学所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。 机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。在编制工艺时须保证其合理性、科学性、完善性。 而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。
一、零件的分析 1.1 零件的作用 如右图所示,题目所给定的零 件是机油泵传动轴支架。它位于传 动轴的端部。主要作用是支承传动 轴,连接油口,起到固定机油泵的 作用。是拖拉机里用到的最普遍的 零件之一。它结构简单,体积也较 小,属叉架类零件。其中φ32孔要与轴配合,要求精度较高。 1.2 零件的工艺分析 机油泵传动轴支架共有两组加工加工表面,它们之间有一定的位置要求。现 分述如下: 1.以A 面为基准的加工表面 这一组加工表面包括:0.1072.33+mm, ()+0.025032H7φmm 。其中,主要加工表面 为A 基准面。 2.以2-()+0.01508H7φ沉孔φ10*90°为中心的加工表面 这一组加工表面包括:2-()+0.01508H7φ沉孔φ10*90°,100.05±mm, 260.2±mm, 223±0.05mm ,φ11轴线的位移度不大于R0.25。 这两组加工表面之间有着一定的位置要求,主要是: (1) φ32H7轴线对A 面的不平行度在100长度上不大于0.01 (2) φ32H7轴线对B-B 面的不垂直度100长度上不大于0.05 (3) φ32H7轴线和一个()+0.01508H7φ距离54±0.12mm 。 由以上分析可知,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度。
机械制造学 课程设计说明书 题目名称连接座加工工艺规程编制专业班级11级机械制造及自动化2班学生姓名 学号 指导教师王月英 机械与电子工程系 二○一四年六月二十日
目录 任务书----------------------------------------------------------------------------------------------3 指导教师评阅表----------------------------------------------------------------------------------4 一、序言----------------------------------------------------------------------------------------8 二、零件的分析--------------------------------------------------------------------------------9 三、工艺规程的设计----------------------------------------------------------------------------10 (1). 确定毛坯的制造形式----------------------------------------------------------------12 (2). 基面的选择-----------------------------------------------------------------------------15 (3). 制订工艺路线--------------------------------------------------------------------------17 (4). 机械加工余量、工序尺寸及毛坯尺寸的确--------------------------------------19 (5). 确定切削用量及基本工时-----------------------------------------------------------20 四、设计心得与小结-----------------------------------------------------------------------------23 五、参考文献-------------------------------------------------------------------------------------23
机械制造工艺学课程设计 设计计算说明书 设计题目:设计连接座零件的机械加工工艺规程
目录 目录 (2) 附:机械加工工艺过程卡片、机械加工工序卡片 (2) 第一章序言 (3) 第二章零件分析 (3) 2.1 零件的作用 (3) 2.2 零件的工艺分析 (3) 第三章机械加工工艺规程制订 (3) 3.1 毛坯的选择 (3) 3.2 确定毛坯的制造形式 (3) 3.3 选择定位基准 (3) 3.4 制定工艺路线 (3) 3.5 确定加工余量及毛坯尺寸 (1) 3.5.1 确定加工余量 (1) 3.5.2 确定毛坯基本尺寸 (1) 3.5.3 绘制毛坯简图 (2) 3.6 选择加工设备和工艺装备 (2) 3.7确定切削用量及基本工时 (3) 3.7.1 工序一 (3) 3.7.2 工序二 (6) 3.7.3 工序三 (6) 3.7.4 工序四 (9) 3.7.5 工序五 (9) 3.7.6工序六 (11) 第四章心得体会 (12) 第五章参考文献 (12) 附:机械加工工艺过程卡片、机械加工工序卡片
第一章序言 本次课程设计的任务是针对生产实际中的一个零件——离心式微电机水泵上的连接座,制订其机械加工工艺规程。该零件的工艺过程包括了铣平面,镗内孔,钻孔,攻螺纹等工序,工艺范围广,难易程度适合于工艺课程设计的需要。 机械制造工艺学课程设计是我们大学课程中的最后一个环节,是综合了大学三年所学的知识,对机械加工工艺规程进行制订,制作机械加工工艺过程卡,机械加工工序卡等,让我们对机械加工过程有一个全面的了解。 就我个人而言,我希望能通过这次毕业设计对自己未来将从事的工作进行一次适应性的训练,希望在设计过程中能锻炼自己分析问题、解决问题的能力。 由于能力有限,设计尚有许多不足之处,希望各位老师给予指教。
机械加工工艺过程卡片 兰州理工大 学机械加工工艺过程卡片 产品型号零(部)件图号共12页 产品名称零(部)件名称连接座第1页 材料牌号HT200 毛坯 种类 铸造 件 毛坯 外形尺寸 142×142×83 每坯 件数 1 每台 件数 1 工序号工序 名称 工序内容车间工段设备工艺装备 工序时间 准终单件 0 备料铸造毛坯铸造车间5 热处理进行人工时效处理热处理车间 10 粗车 粗车右端面至78 粗车外圆Φ125×5 钻通孔Φ16 粗镗内孔Φ34×29 粗车小凸台端面至20 机加工车间CA6140 三爪卡盘 15 粗车 粗车右端面至71 粗车外圆Φ128×9 粗车内孔Φ98×6.8 机加工车间CA6140 三爪卡盘, 90度偏刀, 盲孔偏刀,游标 卡尺 20 半精车 半精车端面保70 半精车外圆Φ121.4×5 法精镗内孔Φ39.6×27 半精镗内孔Φ32×28 半精镗内孔保Φ17.5 机加工车间CA6140 三爪卡盘, YT590度偏刀, YT5镗刀,游 标卡尺,内径百
描图25 半精车 半精车右端面到69 半精车外圆Φ125.4长9 半精镗内孔Φ199.6长7 机加工车间CA6140 三爪卡盘, 90度偏刀, 盲孔偏刀,游标 卡尺 张泽剑30 钻钻通孔机加工车间Z5125A 钻模,Φ7钻头,游标卡尺 描校35 钻钻孔、攻螺纹机加工车间Z5125A 钻模,Φ7钻头,Φ4.1钻头, M5丝锥,游标卡尺,螺纹塞规 张泽剑40 钳去毛刺机加工车间 底图号45 磨磨内孔保Φ40x5 磨外圆保Φ 121x5 机加工车间 万能外圆磨 床 专用夹具, 砂轮,内径千分 尺,外径千分 尺, 50 磨磨内孔保Φ100x7 磨外圆保Φ 125x9 机加工车间 万能外圆磨 床 专用夹具, 砂轮,内径千分 尺,外径千分 尺, 装订号55 检验机加工车间 设计(日期) 审核 (日期) 会签 (日期) a 5.28 标记处数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签字日期田宇
机械制造工艺学课程设计是以研究机械加工工艺技术和夹具设计为主技术学科,要求学习过程中应紧密联系生产实践,同时它又具有很强的综合性,是将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。 机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。在编制工艺时须保证其合理性、科学性、完善性。 而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。 由于能力所限,设计尚有许多不足之处,恳请老师给予批评指正。
一、零件的分析 1.1零件的作用 如右图所示,题目所给定的零件是机油泵传动轴支架。它位于传动轴的端部。主要作用是支承传动轴,连接油口,起到固定机油泵的作用。是拖拉机里用到的 最普遍的零件之一。它结构简单,体积也较小,属叉架类零件。其中φ32孔要与轴配合,要求精度较高。 1.2零件的工艺分析 机油泵传动轴支架共有两组加工加工表面,它们之间有一定的位置要求。现分述如下:
1.以A 面为基准的加工表面 这一组加工表面包括:1.003.72+ mm, )(732015 .00+H φmm 。其中,主要加工表面为A 基准面。 2.以2-()+0.015 08H7φ沉孔φ10*90°为中心的加工表面 这一组加工表面包括:2-()+0.015 08H7φ沉孔φ10*90°, 100.05±mm, 260.2±mm, 223±0.05mm ,φ11轴线的位移度不大于R0.25。 这两组加工表面之间有着一定的位置要求,主要是: (1) φ32H7轴线对A 面的不平行度在100长度上不大于0.01 (2) φ32H7轴线对B-B 面的不垂直度100长度上不大于0.05 (3) φ32H7轴线和一个()+0.015 08H7φ距离54±0.12mm 。 由以上分析可知,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度。
机械加工工序卡片(一) 安阳工学院机械加工工序卡片产品型号零件图号0001 产品名称 张紧轮支 架 零件名称共6 页第1页 车间工序号工序名称材料牌号 铸造车间0 张紧轮支架HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件175*90*65 1 1 设备名称设备型号设备编号同时加工件数 1 夹具编号夹具名称切屑液 工位器具编号工位器具名称 工序时间/min 准终单件 工步号工步内容工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀 量/mm 进给次数 工步工时/min 描图机动辅助 1 铸造毛坯保证各尺寸游标卡尺 描校 2 清砂 3 热处理,硬度要求达到 HBS1187-220 底图号 装订号 设计(日期)审核(日期)标准化(日期)会签(日期)
标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片(二) 安阳工学院机械加工工序卡片产品型号零件图号0001 产品名称 张紧轮支 架 零件名称共6 页第2 页 车间工序号工序名称材料牌号 10 张紧轮支架HT200 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件175*90*65 1 1 设备名称设备型号设备编号同时加工件数 铣床 1 夹具编号夹具名称切屑液 工位器具编号工位器具名称 工序时间/min 准终单件 工步号工步内容工艺装备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀 量/mm 进给次数 工步工时/min 描图机动辅助 1 粗铣支架底面立式铣床,铣床专用夹具,高速钢套式面铣刀,游标卡尺144 37.68 0.08 0.8 5 1.6 0.236 描校 2 粗洗支架上表面立式铣床,铣床专用夹具,高速钢套式面铣刀,游标卡尺144 37.68 0.08 0.8 5 1.6 0.236 3 粗洗上表面台阶立式铣床,铣床专用夹具,高速钢套式面铣刀,游标卡尺14 4 37.68 0.08 0.8 5 0.62 0.092 底图号 4 半精铣支架底面 5 半精铣支架上表面 装订号 6 半精铣表面台阶
机械制造工艺学课程设计设计计算说明书设计题目:机油泵传动轴支架机械加工工艺规程制订
目录 第一节序言 (4) 第二节零件分析 (4) 一、零件的功用分析 (4) 二、零件的工艺分析 (5) 第三节机械加工工艺规划制订 (5) 一、确定毛坯制造形式 (5) 二、选择定位基准 (6) 三、选择加工方法 (6) 四、制订工艺路线 (7) 六、确定加工余量及毛坯尺寸 (9) 七、工序设计 (11) 八、确定切削用量和基本时间 (11)
第一节序言 机械制造工艺学课程设计是我们融会贯通大学所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。 机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。在编制工艺时须保证其合理性、科学性、完善性。 第二节零件分析 一、零件的功用分析 本次课程设计我们小组的任务是针对生产实际中的一个零件———机油泵传动轴支架。其用于轴承的传递,当然机油泵传动轴支架并不仅仅用于此,还有很多功能。从零件图上可以看出,标有表面粗糙度符号的表面有平面、内孔等。其中,表面粗糙度要求最低的是孔3*Φ11及孔Φ32,粗糙度为Ra12.5,粗糙度要求最高的是定位销孔2*Φ8,表面粗糙度为Ra3.2以及上表面K。该外圆平面K也是机油泵传动轴支架的主要设计基准。孔Φ32的公差等级为IT7级,表面粗糙度为Ra3.2,可以通过钻、扩、铰来保证。上表面K需要通过初刨和精刨来达到需要保证的尺寸。3*Φ11孔不是很重要,只是固定作用,因此加工该
机械制造技术课程设计题目:连接座机械加工工艺规程设计 内容:1.机械加工工艺过程卡片 1套 2.机械加工工序卡片 1套 3.机床专用夹具设计图纸 1份 4.设计说明书 1份 专业:模具设计与制造 年级: 2012级 学生姓名: 指导教师: 二〇一一年五月
课程设计的目的 机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节。本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。 另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备。通过本次课程设计,应使学生在下述各方面得到锻炼: (1)熟练的运用机械制造基础、汽车制造工艺学和其他有关先修课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性。 (2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。 (3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等。 (4)在设计过程中培养学生严谨的工作作风和独立工作的能力。 第1章、零件的分析 1.1、零件的作用 题目给的零件是离心式微电机水泵上的连接零件,它位于水泵泵壳内,主要作用是固定水泵叶轮
1.2、零件的形状 零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。具体尺寸,公差如下图所示。
机械制造工程原理课程设计任务书 一、设计题目 机油泵传动轴支架钻2×Φ8孔的夹具设计; 二、原始依据 1.生产类型:成批生产; 2.零件图样。 三、设计内容 1.零件图1张; 2.毛坯草图1张; 3.制定零件的机械加工工艺规程,填写机械加工工艺过程卡片及指定工序的机械加工工序卡片各1份。或填入机械加 工工艺过程综合卡片; 4.设计指定的专用夹具,绘制夹具装配总图1张,绘制所设计夹具的大件零件图1张; 5.编写设计说明书1份。
目录 一.零件工艺性分析 二.加工方法的选择及工艺路线的制定三.夹具方案的探讨 四.工件的夹紧 五.机床夹具设计 六.设计总结 七.参考文献
一.零件工艺性分析 1.1零件的作用 本次课程设计我们小组的任务是针对生产实际中的一个零件———机油泵传动轴支架。如右图所示,题目所给定的零件是机油泵传动轴支架。它位于传动轴的端部。主要作用是支承传动轴,连接油口,起到固定机油泵的作用。是拖拉机里用到的最普遍的零件之一。它结构简单,体积也较小,属叉架类零件。其中φ32孔要与轴配合,要求精度较高。 1.2零件的工艺分析 机油泵传动轴支架共有两组加工加工表面,它们之间有一定的位置要求。现分述如下: 1.以A 面为基准的加工表面 这一组加工表面包括:0.1072.33+mm, ()+0.025032H7φmm 。其中,主要加工表面为A 基准面。 2.以2*()+0.01508H7φ沉孔φ10*90°为中心的加工表面 这一组加工表面包括:2*()+0.01508H7φ沉孔φ10*90°,100.05±mm, 260.2±mm, 223±0.05mm ,φ11轴线的位移度不大于R0.25。 这两组加工表面之间有着一定的位置要求,主要是: (1)φ32H7轴线对B-B 面的不垂直度100长度上不大于0.05 (2)φ32H7轴线和一个()+0.01508H7φ距离54±0.12mm 。 (3)由以上分析可知,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度。
文件编号 湖州师范学院机械加工工序卡片产品型号 零(部)件图 号 共10页产品名称张紧轮支架 零(部)件名 称 第1页车间工序号工件名称材料牌号铸造车间0张紧轮支架HT200 毛坯种类 毛坯外形尺 寸 每坯件数每台件数铸件173*87*6311 设备名称设备型号设备编号 同时加 工件数 1 夹具编号夹具名称冷却液 工序时间 准终单件 工 步号工步内容工艺装备 主轴转速 / (r/min) 切削速度 (m/min) 进给量 (mm/r) 进给深 度(mm) 走刀 次数 工时定额 描图机动辅助1铸造毛坯保证各尺寸游标卡尺 描校2清砂 3热处理,硬度要求达到HBS1187-220 底图号 装订号 1
编制审核会签 标记 处 数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日期 文件编号 湖州师范学院机械加工工序卡片 产品型号 零(部)件图 号 共10页 产品名称张紧轮支架 零(部)件名 称 第2页 车间工序号工件名称材料牌号 10张紧轮支架HT200 毛坯种类毛坯外形尺寸每坯件数每台件数 铸件173*87*6311 设备名称设备型号设备编号 同时加 工件数 磨床1 夹具编号夹具名称冷却液 工序时间 机动单件 工步号工步内容工艺装备 主轴转速 / (r/min) 切削速度 (m/min) 进给量 (mm/r) 进给深 度(mm) 走刀 次数 工时定额 描图基本辅助1去毛刺磨床、游标卡尺660500.40.8511 2
描校2中检660500.51510 3 底图号 装订号 编制审核会签 标记处数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日期 文件编号 湖州师范学院机械加工工序卡片产品型号 零(部)件图 号 共10页产品名称张紧轮支架 零(部)件名 称 第3页车间工序号工件名称材料牌号 15张紧轮支架HT200毛坯种类毛坯外形尺寸每坯件数每台件数铸件87*61.511 设备名称设备型号设备编号 同时加 工件数 铣床X53立式1 夹具编号夹具名称冷却润滑液 工序时间 准终单件 3
机械加工工序卡片 产品名称连接座零(部)件名称第1页 车间工序号工件名称材料牌号 铸造车间0连接座HT200 毛坯种类毛坯外形尺寸每坯件数每台件数 铸件156X156X8311 设备名称设备型号设备编号同时加工件数 1 夹具编号夹具名称冷却液 工序时间 准终单件 工步号工步内容工艺装备 主轴转速 / (r/min) 切削速度 (m/min) 进给量 (mm/r) 进给深 度(mm) 走刀 次数 工时定额 描图机动辅助1铸造毛坯保证各尺寸游标卡尺 描校2清砂 底图号 装订号 编制审核会签 标记处数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日期
机械加工工序卡片产品型号零(部)件图号共11页产品名称连接座零(部)件名称第3页车间工序号工件名称材料牌号 机加工车间10连接座HT200 毛坯种类毛坯外形尺寸每坯件数每台件数 铸件156X156X8311 设备名称设备型号设备编号 同时加 工件数 车床CA61401 夹具编号夹具名称冷却液 三爪自定心卡盘 工序时间 机动单件 63 工 步号工步内容工艺装备 主轴转速 / (r/min) 切削速度 (m/min) 进给量 (mm/r) 进给深 度(mm) 走刀次 数 工时定额 描图基本辅助 1粗车右端面至78 90度偏刀、Φ16钻 头、盲孔车刀、 游标卡尺6601100.450.9111 描校2粗车外圆Φ115深56601430.450.9110 3钻通孔Φ161000450.48 3.5111底图号4粗镗内孔Φ34深29510550.30.9119 5粗车小凸台断面至206601100.450.9111装订号 编制审核会签 标记处 数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日期
题目:机油泵传动轴支架夹具设计 专业:机械设计制造及其自动化 姓名: 班级: 学号: 学校:
任务书 一、设计题目 机油泵传动轴支架孔23Φ8H7钻削夹具设计 二、原始依据 1、生产类型:成批生产; 2、零件图样。 三、设计内容 1、零件图1张 2、设计指定的专用夹具,绘制夹具装配总图1张 3、编写设计说明书1份。
摘要 本次设计是对机油泵传动轴支架零件的加工工艺规程及一些工序的专用夹具设计。机油泵传动轴支架零件的主要加工表面是平面及孔。由加工工艺原则可知,保证平面的加工精度要比保证孔的加工精度容易。所以本设计遵循先面后孔的原则。并将孔与平面的加工明确划分成粗加工和精加工阶段以保证加工精度。基准选择以机油泵传动轴支架端面作为粗基准,以上表面作为精基准。
任务书.............................................. 错误!未定义书签。摘要 (2) 1.零件工艺性分析 (4) 1.1零件的作用 (4) 1.2零件的工艺分析 (4) 2. 机械加工工艺规程制订 (5) 2.1机械加工基准介绍 (5) 2.2基准的选择 (5) 2.3选择加工方法 (7) 2.4制定工艺路线 (9) 2.5选择加工设备及刀、夹、量具 (8) 2.5.1设备的选择 (8) 2.5.2刀具量具的选择 (11) 2.6加工工序设计 (12) 3.夹具设计 (19) 3.1工件加工工艺的分析 (21) 3.2确定夹具的结构方案 (22) 4.课程设计总结 (23) 参考文献 (23)
1.零件工艺性分析 1.1零件的作用 本次课程设计我们小组的任务是针对生产实际中的一个零件———机油泵传动轴支架。如右图所示,题目所给定的零件是机油泵传动轴支架。它位于传动轴的端部。主要作用是支承传动轴,连接油口,起到固定机油泵的作用。是拖拉机里用到的最普遍的零件之一。它结构简单,体积也较小,属叉架类零件。其中φ32孔要与轴配合,要求精度较高。 1.2零件的工艺分析 机油泵传动轴支架共有两组加工加工表面,它们之间有一定 的位置要求。现分述如下: 1.以A 面为基准的加工表面 这一组加工表面包括:0.1072.33+mm, ()+0.025032H7φmm 。其中,主要加工表面为A 基准面。 2.以2*()+0.01508H7φ沉孔φ10*90°为中心的加工表面 这一组加工表面包括:2*()+0.01508H7φ沉孔φ10*90°,100.05±mm, 260.2±mm, 223±0.05mm ,φ11轴线的位移度不大于R0.25。 这两组加工表面之间有着一定的位置要求,主要是: (1)φ32H7轴线对B-B 面的不垂直度100长度上不大于0.05 (2)φ32H7轴线和一个()+0.01508H7φ距离54±0.12mm 。 (3)由以上分析可知,对于这两组加工表面而言,可以先加工其中一
文件编号 机械加工工序卡片 产品型号零(部)件图号共11页 产品名称连接座零(部)件名称第1页 车间工序号工件名称材料牌号 铸造车间0 连接座HT200 毛坯种类毛坯外形尺寸每坯件数每台件数 铸件156X156X83 1 1 设备名称设备型号设备编号同时加工件数1 夹具编号夹具名称冷却液 工序时间 准终单件工步工步内容工艺装备主轴转速切削速度进给量进给深走刀工时定额
产品名称连接座零(部)件名称第3页车间工序号工件名称材料牌号机加工车间10 连接座HT200 毛坯种类毛坯外形尺寸每坯件数每台件数 铸件156X156X83 1 1 设备名称设备型号设备编号同时加工件数 车床CA6140 1 夹具编号夹具名称冷却液 三爪自定心卡盘 工序时间 机动单件 63 工 步号工步内容工艺装备 主轴转速 / (r/min) 切削速度 (m/min) 进给量 (mm/r) 进给深 度(mm) 走刀次 数 工时定额 描图基本辅助
1 粗车右端面至78 90度偏刀、Φ16钻 头、盲孔车刀、 游标卡尺660 110 0.45 0.9 1 11 描校 2 粗车外圆Φ115深5 660 143 0.45 0.9 1 10 3 钻通孔Φ16 1000 45 0.48 3.5 1 11 底图号 4 粗镗内孔Φ34深29 510 5 5 0.3 0.9 1 19 5 粗车小凸台断面至20 660 110 0.45 0.9 1 11 装订号 编制审核会签 标记处 数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签 字 日期 文件编号 机械加工工序卡片 产品型号零(部)件图号共11页 产品名称连接座零(部)件名称第4页 车间工序号工件名称材料牌号 机加工车 间 15 连接座HT200
目录 前言 (2) 第一章零件的分析 (3) §1.1 零件的作用 (3) §1.2 零件的工艺分析 (3) 第二章工艺规程设计 (4) §2.1 确定毛坯的制造形式 (4) §2.2 基面的选择 (4) §2.3 制定工艺路线 (5) §2.4 机械加工余量、工序尺寸及毛坯尺寸的确定 (7) §2.5 确定切削用量及基本工时 (9) 第三章夹具设计................................................... 错误!未定义书签。17§3.1 问题的提出. (17) §3.2 夹具设计 (17) 参考文献 (20)
前言 机械制造工艺学课程设计是我们融会贯通大学所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。 机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。在编制工艺时须保证其合理性、科学性、完善性。 而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。
一、零件的分析 §1.1 零件的作用 如右图所示,题目所给定的零 件是机油泵传动轴支架。它位于传 动轴的端部。主要作用是支承传动 轴,连接油口,起到固定机油泵的 作用。是拖拉机里用到的最普遍的 零件之一。它结构简单,体积也较 小,属叉架类零件。其中φ32孔要与轴配合,要求精度较高。 §1.2 零件的工艺分析 机油泵传动轴支架共有两组加工加工表面,它们之间有一定的位置要求。现分述如下: 1.以A 面为基准的加工表面 这一组加工表面包括:0.1 072.33+mm, ()+0.025 032H7φmm 。其中,主要加工表面 为A 基准面。 2.以2-()+0.015 08H7φ沉孔φ10*90°为中心的加工表面 这一组加工表面包括:2-()+0.015 08H7φ沉孔φ10*90°, 100.05±mm, 260.2±mm, 223±0.05mm ,φ11轴线的位移度不大于R0.25。 这两组加工表面之间有着一定的位置要求,主要是: (1) φ32H7轴线对A 面的不平行度在100长度上不大于0.01 (2) φ32H7轴线对B-B 面的不垂直度100长度上不大于0.05 (3) φ32H7轴线和一个()+0.015 08H7φ距离54±0.12mm 。 由以上分析可知,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度。
前言 (2) 第一章零件的分析 (3) § 1.1零件的作用 ..................... § 1.2零件的工艺分析 (3) 第二章工艺规程设计 (4) § 2.1确定毛坯的制造形式 (4) § 2. 2基面的选择 (4) § 2. 3制定工艺路线 (5) § 2. 4机械加工余量、工序尺寸及毛坯尺寸的确定 (7) § 2. 5确定切削用量及基本工时 (9) 第三章夹具设计........................... 错误!未定义书签。17 § 3.1问题的提出 (17) § 3. 2夹具设计 (17) 参考文献 (20)
机械制造工艺学课程设计是我们融会贯通大学所学的知识,将理论与实践相结合,对专业知识的综合运用训练,为我们即将走向自己的工作岗位打下良好的基础。 机械加工工艺是规定产品或零件机械加工工艺过程和操作方法,是指导生产的重要的技术性文件。它直接关系到产品的质量、生产率及其加工产品的经济效益,生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺来体现,因此工艺规程的编制的好坏是生产该产品的质量的重要保证的重要依据。在编制工艺时须保证其合理性、科学性、完善性。 而机床夹具是为了保证产品的质量的同时提高生产的效率、改善工人的劳动强度、降低生产成本而在机床上用以装夹工件的一种装置,其作用是使工件相对于机床或刀具有个正确的位置,并在加工过程中保持这个位置不变。它们的研究对机械工业有着很重要的意义,因此在大批量生产中,常采用专用夹具。
、零件的分析 §.1零件的作用 如右图所示,题目所给定的零件 是机油泵传动轴支架。它位于传动轴 的端部。主要作用是支承传动轴,连接 油口,起到固定机油泵的作用。是拖拉 机里用到的最普遍的零件之一。它结 构简单,体积也较小,属叉架类零件。 其中? 32孔要与轴配合,要求精度较高 §.2零件的工艺分析 机油泵传动轴支架共有两组加工加工表面,它们之间有一定的位置要求。现分述如下: 1?以A面为基准的加工表面这一组加工表面包括:72.33。°.1mm, $32H7(;°.°25)mm。其中,主要加工表面为A基 准面。 2.以2,8H7 (;°.°15)沉孔? 10*90。为中 心的加工表面 这一组加工表面包括:2"8H7 (00.015)沉孔? 10*90 °,10±0.05mm, 26±0.2mm, 223± 0.05mm ? 11轴线的位移度不大于R0.25。 这两组加工表面之间有着一定的位置要求,主要是: (1)? 32H7轴线对A面的不平行度在100长度上不大于0.01 (2)? 32H7轴线对B-B面的不垂直度100长度上不大于0.05 (3)? 32H7轴线和一个?8H7 (;°.°15)距离54± 0.12mm。 由以上分析可知,对于这两组加工表面而言,可以先加工其中一组表面,然后借助于专用夹具加工另一组表面,并且保证它们之间的位置精度。
工艺工装课程设计 说明书 设计题目:连接座的机械加工工艺规程 学校:湖南工业大学科技学院 专业:机械设计制造及其自动化 学生姓名: 学号: 指导老师: 2012年12 月28日
设计内容及要求 在指导老师的指导下,面向机械加工类企业所具备的条件,针对给定零件图样及其生产纲领制定该零件的机械加工工艺过程及其一道工序的工艺规程,并设计该道工序的专用机床夹具(指导老师指定),具体完成的内容、形成和要求如下: 1.撰写课程设计计算说明书 说明书部分的内容包括:零件图分析:确定毛坯钟类、制造方法、加工余量;拟定该零件的机械加工工艺过程,包括定位基准选择、表面加工方案的对比分析,各工序的加工设备和工艺装备(刀具、夹具、量具和辅具)确定;各工序的加工余量、工序尺寸及公差的确定;工序的切削用量选择;工序的时间定额计算;工艺过程技术经济分析;夹具的定位方案、夹紧方案和主要参数拟定;定位元件选择;定位误差计算;夹紧力计算;夹具的其他分析、计算和校核等。要求说明书字数不少于8000字。 2.加工工艺规程卡片 ①该零件的机械加工工艺过程卡 ②该零件机械加工工艺过程指定工序的工序卡(提出专用机床夹具设计任务书)。 3.图纸部分 ①绘制该零件毛坯图1张。 ②指定工序的专用机床夹具装配图1张。 ③专用机床夹具的主要零件图1~3张(指导老师指定)。
摘要
第一章 零件分析 1.1 零件的作用 该零件是离心式微电机水泵上的连接座,是用来连接水泵和电机的.左端Ф125外圆与水泵泵壳连接,水泵叶轮在Ф100孔内,通过4个螺钉固定;右端Ф121外圆与电动机机座连接,Ф40孔与轴承配合,通过3个螺栓固定,实现水泵与电动机的连接,从而起连接固定作用 1.2 零件的工艺分析 由零件图可知,其材料为HT200,该材料为灰铸铁,具有较高强度,耐磨性,耐热性及减振性,适用于承受较大应力,要求耐磨的零件,通常可用作机座、泵体的连接座等。连接座共有两组加工表面,他们之间有一定的位置要求。现分述如下: 右端面的加工表面: 这一组加工表面包括:右端面Φ1210 -0.04的外圆,粗糙度为3.2、6.3; 外径为Φ50、内径为Φ40+0.016 -0的小凸台,粗糙度为3.2,并带有倒角;Φ32的小凹槽,粗糙度为25;钻Φ17.5的中心孔,钻Φ7通孔。其工序采取先粗车——半精车——精车。其中Φ17.5、Φ400.0160 的孔或内圆直接在车床上进行初镗 ——半精镗,Φ40+0.016 -0 的内圆的半精镗的基础上再精镗就可以了。 左端的加工表面: 这一组加工表面包括:左端面,Φ1250-0.025外圆,Φ1000+0.035内圆,倒角,钻通孔Φ7,钻孔并攻丝。这一部份只有端面有6.3的粗糙度要求,Φ1000+0.035的内圆孔有25的粗糙度要求。采用的工序可以是先粗车——半精车——精车。孔加工为钻孔-扩钻-扩孔。 该零件上的主要加工面是Φ40的孔,Φ1250-0.025的外圆和Φ1210 -0.04的 外圆。Φ40+0.016 -0孔的尺寸精度直接影响连接座与轴承的配合精度,Φ1250-0.025的尺寸精度直接影响连接座与水泵的接触精度和密封性,1210-0.04的尺寸精度直接影响连接座与电机的接触精度和密封性。由参考文献【5】中有关和孔加工的经济加工精度及机床能达到的位置精度可知,上要求是可以达到的。零件的结构工艺性也是可行的。