焊条电弧焊与电弧切割设备的基本结构和工作原理
图3—6焊机分类
焊条电弧焊所用焊机按电源的种类可分为交流弧焊机和直流弧焊机两大类。其中直流弧焊机按变流的方式不同又分为:弧焊整流器、逆变弧焊机和旋转式直流弧焊发电机(现已淘汰)等。每一类型的焊机根据原理和结构特点又可分为多种型式,具体见图3—6
一、交流弧焊机
(一)结构
交流弧焊机的三个类别的结构分别如图3—7~图3—9所示。
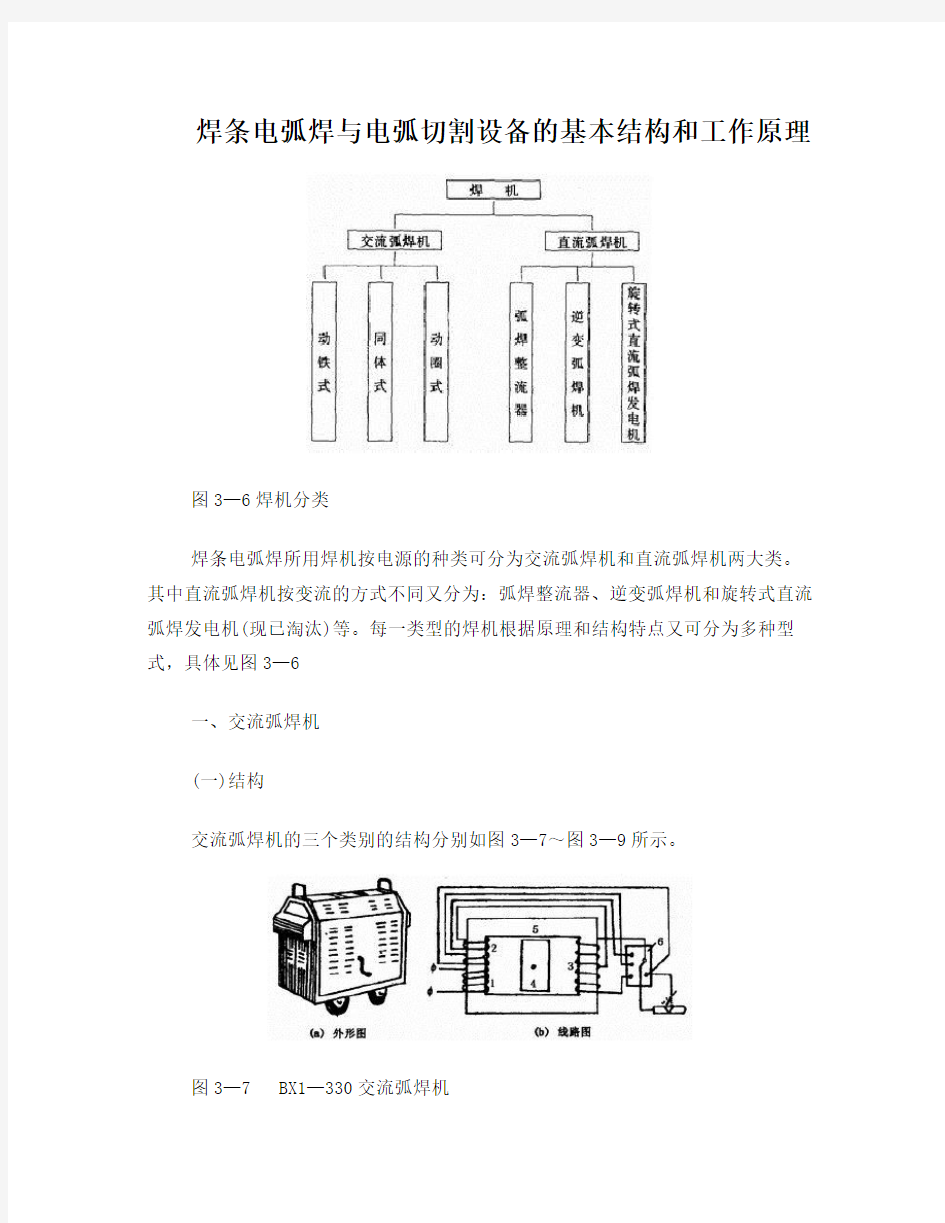
图3—7 BX1—330交流弧焊机
1—初级绕组;2、3—次级绕组;4—动铁芯;5—静铁芯;6—接线板;7—摇把
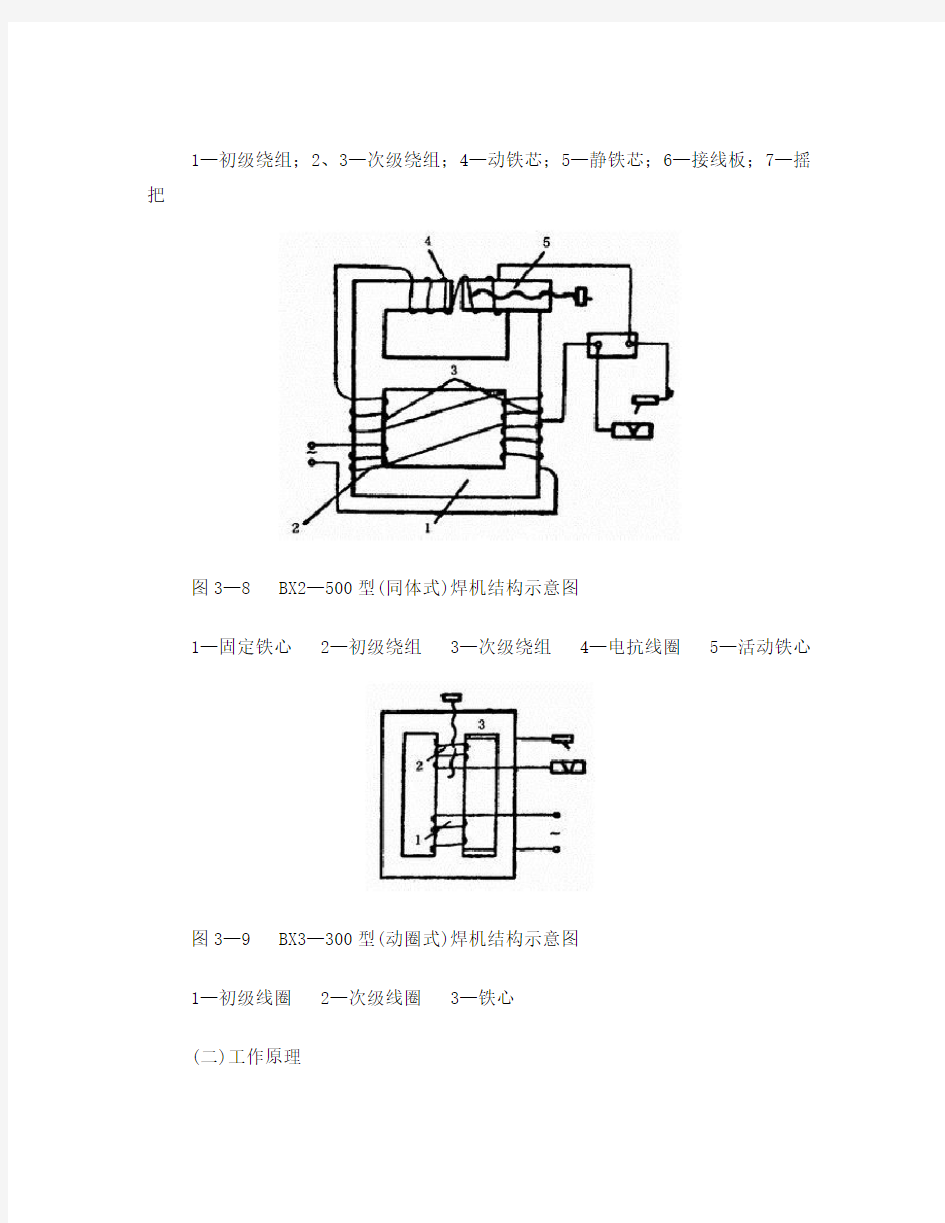
图3—8 BX2—500型(同体式)焊机结构示意图
1—固定铁心 2—初级绕组 3—次级绕组 4—电抗线圈 5—活动铁心
图3—9 BX3—300型(动圈式)焊机结构示意图
1—初级线圈 2—次级线圈 3—铁心
(二)工作原理
目前应用最广泛的“动铁式”交流焊机如图3—7所示。它是一个结构特殊的降压变压器,属于动铁芯漏磁式类型。焊机的空载电压为60~70V。工作电压为30V,电流调节范围为50~450A。铁芯由两侧的静铁芯5和中间的动铁芯4组成,变压器的次级绕组分成两部分,一部分紧绕在初级绕组1的外部,另一部分绕在铁芯的另一侧。前一部分起建立电压的作用,后一部分相当于电感线圈。焊接时,电感线圈的感抗电压降使电焊机获得较低的工作电压,这是电焊机具有陡降外特性的原因。引弧时,电焊机能供给较高的电压和较小的电流,当电弧稳定燃烧时,电流增大,而电压急剧降低;当焊条与工件短路时,也限制了短路电流。
焊接电流调节分为粗调、细调两档。电流的细调靠移动铁芯4改变变压器的漏磁来实现。向外移动铁芯,磁阻增大,漏磁减小,则电流增大,反之,则电流减少。电流的粗调靠改变次级绕组的匝数来实现。
该电弧焊机的工作条件为应在海拔不超过1000m,周围空气温度不超过
+40℃、空气相对湿度不超过85%等条件下使用,不应在有害工业气体、水蒸汽、易燃、多灰尘的场合下工作。
二、直流弧焊机
(一)结构
由于整流或直流弧焊机与直流弧焊发电机比较,因没有机械旋转部分,具有噪音小,空载损耗小、效率高、成本低和制造维护简单等优点。因此,有取代直流弧焊发电机的趋势,在这里只介绍整流式直流弧焊机。整流式直流弧焊机常用型号如ZXG—300、ZXG—400等。硅整流电弧焊机是利用硅半导体整流元件(二极管)将交流电变为直流电作为焊接电源。图3—10为硅整流电弧焊机的结构示意图。