
编制:
审核: 李仕龙 批准:杨树军
VERICUT 模拟操作步骤
VERICUT 是一种专用的数控加工仿真软件。它用三维图形直观显示机床、刀具、工件及辅助设备的位置及运动情况,能直观安全地模拟、验证、分析切削过程,在虚拟的环境下完成对NC 程序的校验及优化。
对于加工结构方面,VERICUT 主要用于校验NC 程序的安全性。其操作步骤一般为:
1:新建一个用户文件夹,用于存放此次模拟的全部文件。 2:严格按照相点构建毛坯,毛坯与铸件越接近越好。 3:导出 .ply 格式毛坯文件。(File →Export →Polygon File )并将其放入步骤1所建的文件夹里。
4:后处理需要模拟的程序,并将其放入步骤1所建的文件夹里。 5:VERICUT 软件的操作:
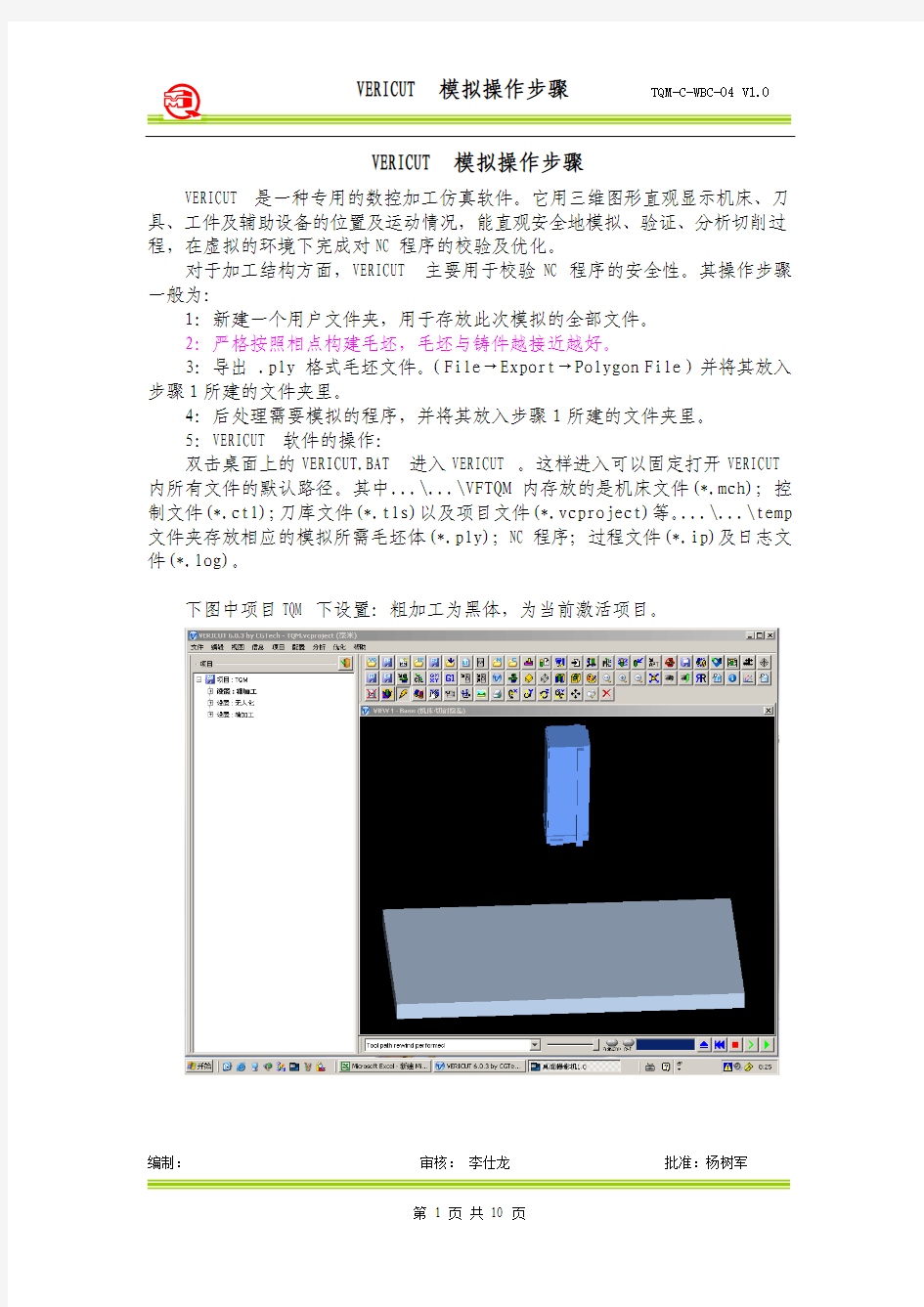
双击桌面上的VERICUT.BAT 进入VERICUT 。这样进入可以固定打开VERICUT 内所有文件的默认路径。其中...\...\VFTQM 内存放的是机床文件(*.mch);控制文件(*.ctl);刀库文件(*.tls)以及项目文件(*.vcproject)等。...\...\temp 文件夹存放相应的模拟所需毛坯体(*.ply);NC 程序;过程文件(*.ip)及日志文件(*.log)。
下图中项目TQM 下设置:粗加工为黑体,为当前激活项目。
编制:
审核: 李仕龙 批准:杨树军 (1)机床设置
每个VERICUT Polygon 对应一个机床主轴,选择你所需要的主轴用来模拟,可以同时选择几个主轴头进行混合头的模拟。没用的删掉即可。
编制:
审核: 李仕龙 批准:杨树军 (2)毛坯设置
毛坯的ply 文件导入的方法与主轴头导入方法相同。大致过程为:
编制:
审核: 李仕龙 批准:杨树军
如果模拟底面,将床身隐藏即可,如图:
编制:
审核: 李仕龙 批准:杨树军 (3)程序输入
先清除原来的程序,再添加所需模拟的程序。
选择所有文件后方可显示NC 程序名称,按程序单所列加工顺序选择所要模拟的NC 程序。
编制:
审核: 李仕龙 批准:杨树军
NC 程序输入完后,点确认。 若后处理代码内无刀具号码,则选择换刀为文件名方式并给每个程序选择相应的加工刀具。若有刀具号码则只需选择换刀为刀具名方式。
编制:
审核: 李仕龙 批准:杨树军 无人化程序的输入与单个程序基本相同,只是不用选择刀具,只要当前设置的加工刀具为无人化刀库即可。若无无人化程序可将该设置删除或在程序内导入一雷尼绍找正程序以便模拟可以顺利计算到下一设置。
(4)、模拟前的设置。
等待程序输入完成后一定要保存初始进程文件,例如000.ip ,以便误操作或某些不可预知的错误造成重复工作。
编制:
审核: 李仕龙 批准:杨树军 保存日志文件
自动保存过程文件
以上各步骤操作完毕后点开始,进行仿真模拟。
编制:
审核: 李仕龙 批准:杨树军
(5)模拟过程及错误分析
模拟结束后可以进入制件视图,对制件进行精化显示以观察错误及程序的加工情况。
进入数控程序检阅察看错误程序名称及错误原因。还可以显示错误行刀具所在的加工位置
编制:
审核: 李仕龙 批准:杨树军
最后要查看你所保存的*.log 文件。搜索Number of Errors:的值,不为零的查看错误原因,主要有以下几种类型
1、Error: Holder "SHANK" of the tool "CQ_63L300" collided with stock at record 95………………………………………每层切削超过规定值、刀杆与毛坯碰撞(可能有悬空挡墙没加工到位或顺序有问题)
2、Error:Holder "Holder1" of the tool "CQ_63L300" collided with stock at record 17………………………………………刀卡与毛坯碰撞(刀长不够)。
3、Fast feed rate removed 98628.1145 units of material at record 15………………………刀具以超过限定的速度去除材料如扎刀(镗刀退刀时报此错误可以不予考虑)。
4、Error: "Z" collided with "Cut Stock" at block: (19) X-1350.000……………………………………… 主轴与毛坯碰撞。
5、Error: "Spindle" collided with "Cut Stock" at block: (19) X-1350.000……………………………………… 主轴与毛坯碰撞。
6、 Error: "Tool CUTTER" collided with "Cut Stock" at block: (19) X-1350.000………………………………切削刃与毛坯碰撞(刀具以超过限定的速度与毛坯碰撞)。
7、 Error: Collision between Cutter of the tool "BOR63L375" and Cut Stock with Spindle off at block: (19) X-1350.000………主轴停转后切削刃去除毛坯量。
如果错误中出现X(床面)、BASE 与刀具或主轴干涉更属于严重错误。
VERICUT的功能及其基本模块介绍 VERICUT是全世界NC验证软件的领导者。使用VERICUT可在产品实际加工之前仿真NC加工过程,以检测刀具路径中可能存在的错误,并可用于验证G代码和CAM软件输出结果,VERICUT可在UNIX、Windows NT/95/98/2000/XP系统下运行。 本系统有五大主要功能:仿真、验证、分析、优化、模型输出。 一、选用VERICUT可以给企业/学校带来什么? 1、应用VERICUT软件后可以做到:数控编程者最终给出的加工程序(G.、M代码)保证是 100%的正确,绝无碰撞、干涉等现象。如还发现实际加工零件不合格,则只会发生在机床操作者的操作过程和数控机加工艺是否正确或合理等方面。比如,操作者使用刀具有错,零件装夹不正确,编程零点与实际零件基准没有精确找正,机床切削参数(F、S)人工有所变动,加工工艺对刀具、零件装夹、加工工序引起的工件变形考虑不周, 等因素都可影响到加工零件的最终精度结果! 2、应用VERICUT软件可以在短时间内反复比较多种加工方法(应用各种三轴、四轴、五轴 机床,各种走刀路径,进给精度等)的优劣,以找到或优化出一个适合客户目前生产要素(机床、刀具、工装、夹具、人员素质)的最佳加工方案!这对新产品开发、试验由为重要! 3、应用VERICUT软件可省去费时、费钱的真实机床程序试切、验证过程,并节约大量昂贵 的试切材料,缩短产品加工周期。 4、应用VERICUT软件可以优化CAD/CAM软件给出的加工程序( 以定义的优化策略来修改F和S值),达到始终保持一个最佳的切削模式, 不但缩短了零件加工时间,降低了成本,更重要的是还增加了机床及刀具的使用寿命(潜在和长远的效益十分可观)。 5、应用VERICUT软件可以在短时间内对初学者(如学生或刚进厂没有实际编程经验的员工)进行数控编程培训。因为在计算机上进行编程及加工模拟仿真,不需在实际机床上试切,因此成本十分低廉,并且可以将同一类加工零件在计算机上仿真不同的加工机床进行切削加工,以评定其可行性、合理性、经济性。反之要通过在不同的加工机床上进行实验是不现实的,就是可能,也会造成实验加工成本难以承受的结果。因此,该软件对教学、科研、人员技能培训非常有效和实用。 二、常用模块功能简介: 1.VERIFICATION(验证模块): 对三轴铣、钻、车、车铣复合、线切割、放电加工的数控 程序进行模拟、验证、分析。 该模块是VERICUT软件系列模块的基础。包括3轴铣、2轴车和多轴定位所必须的功能,既可以模拟由CAM软件输出的刀位文件,也可以模拟G代码文件。该模块包含由标准控制系
Vericut 基础培训一构建三轴机床、仿真宏程序 Vericut 基础培训1 ——构建三轴机床,仿真宏程序 作者:LJG 使用Vericut仿真,必须包含毛坯、数控程序、刀具三个部分,但为了仿真的准确性和真实性,我们还需要机床、夹具用于仿真碰撞,设计模型用于比对仿真结果的正确性等。 这一章我们从基本的三轴机床构建讲起。 在Vericut里有两种方法构建机床,一种是通过Vericut自带的简单建模工具建立机床模型,另外一种是使用其它CAD软件先建立好机床模型,再将机床模型文件导出为Vericut可以接受的文件格式,再导入Vericut。用Vericut自带的建模工具建立机床模型比较麻烦,这里我们用第二中方法,利用NX将建好的机床模型文件导出为.STL 格式文件,并导入Vericut用以构建三轴机床。 一、从NX输出机床模型 从论坛https://www.doczj.com/doc/dc12841238.html,上下载机床模型文件,用NX6打开,如下图1所示。 图 1 一般像机床外壳,控制系统操作面板等实际仿真过程中不需要的部件可以不导出,不过在Vericut里导入不参与仿真的部件可以增加机床的真实感。这里我们不导出机床外壳,控制系统操作面板这两个部件,将这两个部件隐藏如图2所示。
图 2 将不用的部件隐藏后,我们可以看见如图3所示的主轴端面的坐标系。 图 3 在机床建模的时候,我们一般会按照机床的机械零点位置来建立各个机床运动部件的模型,而机床的Z轴的机械原点一般在主轴端面,如图3所示。但从这个机床模型可以看出X、Y轴的位置并不在机械原点,所以我们导出后还要在Vericut里进行调整。 下面先输入机床床身,即在仿真过程中不运动的部件。选择主菜单File > Export >STL…,弹出Rapid Prototyping对话框,这里可以设置输出模型的公差,公差的大小会影响STL文件的大小,不改变参数,单击OK,在弹出的对话框中输入要保存的文件名,输入Based_Y,双击鼠标中键(单击两次OK),选择绿色的底座和导轨,如图4所示的高亮显示部件,选择完成后所有弹出的窗口,都选择OK。 图4
光顺处理插件使用说明 1.安装 把SmoothPath.plg文件拷贝到C:\program files\en3d6.0\plug 目录下即可. 注意:SmoothPath.plg只能在En3d6.04下使用,而且Pci40卡的驱动程序必须更新。 Pci40卡的驱动程序更新方法:把vjd40d.vxd文件拷贝到C:\windows\system下,重新启动计算机即可。 2.使用 打开要加工的文件,选择需要加工的路径,再运行“加工”菜单下的“路径光顺处理”命令,入下图。 然后显示下面对话框,按“OK”即可。
使用技巧 1.小线段光滑技术的优点 a.加工效率更高,刀具在光滑路径段采用高速走刀,中间不减速。 b.侧面质量更好,刀具在平面轮廓切割过程中,在光滑段不减速,运动更加平滑, 中间不留疤痕 c.表面质量更好,刀具在曲面加工过程中,在光滑段不减速,切削更加均匀,表 面质量更高。 2.如何使用小线段光滑技术? a.轮廓切割中使用,侧面更光滑,加工速度更快(平均提高10%); b.区域修边使用,侧面更光滑,加工速度更快(平均提高10%); c.区域粗加工使用环切走刀使用,加工速度更快(平均提高15%)。 d.开槽加工使用,加工过程更平稳,开槽速度更快(平均提高50%); e.曲面精加工使用,加工过程更平稳,开槽速度更快(光滑曲面100%,浮雕曲 面60%)。 f.螺旋下刀、斜线下刀有效, 加工过程更平稳,开槽速度更快(平均提高50%); 3.小线段光滑技术在何处失效? a.钻孔无效; b.行切粗加工无效; c.曲面粗加工无效 d.折线下刀无效 e.路径由长直线连接,直线之间的夹角超过10度;
五防操作步骤 1.双击打开CDSKCS的快捷方式。 2.点图形开票→弹出用户登录,输入用户:1 密码:1 3.点开始→点所需操作设备→点结束 →弹出编辑操作票框 →依次写入票号、电压等级、间隔名称、操作任务。
4.如需添加检查项,则在右边点其他操作术语,先选择一次设备,写入所需语句,在相应位置点前插入或后插入。 (注:方便以后操作,可保存。)
5.核对完操作内容后,点确定 →弹出当前操作票→点五防校验→点打印操作票(前期操作可存为典型票,方便以后直接调用)。 点发送到钥匙→钥匙会显示当前操作→拿钥匙去现场,根据钥匙提示进行操作,所以操作相操作完成后,钥匙会显示操作“当前操作票完成,结果等待回传”,将钥匙放回适配器,提示语音“回传结束”,即当前操作结束。 6.通讯若断开,点报文查看,点断开,再点开始就行。
7.(图中若有显示 ,则表示当前再操作状态,点置位,恢复原有状态 即可。) 8.若反馈信息显示,则需将 适配器(放钥匙的大盒子)重启。 9.若退出遥控,点数据库管理→拓展到相应的间隔→点一次设备 →点编辑→双击将锁类型改成机械锁 →点保存→点系统设置→点系统初始化→点电脑钥匙初始化→结束。
2.6.2.2执行操作票 按屏幕提示的操作步骤进行解锁操作,在插入正确的锁时钥匙会语音提示“正确,请操作”,按前面2.5.4所述的操作方式完成解锁操作后,钥匙界面会提示钥匙会提示“本部操作已完成”,请继续。 2.6.2.3终止操作票 点击右上角下拉菜单中的“终止操作票”,在输入框中输入需要取消的操作票的票号,即可取消该操作票。 中止操作票 2.6.2.5回传操作票 将钥匙连上后台电脑,即可自动已执行或终止的操作票回传。
Vericut 7.0 新功能 Vericut 7.0的增强功能 亮点 加强了项目树(Project Tree)功能,减少了弹出对话框的数量,我们只要通过导航就可以创建一个仿真项目。Vericut 7.0在创建仿真项目方面与Vericut 6.2是有很大区别的。 ●项目必须通过项目树来配置。 ●以前版本中那些弹出对话框中的常用功能,都放置到项目树中。 ●选定项目树中的任意节点,在项目树的底部都会出现此节点的配置菜单。 ●在项目树中还增加了一种新的文件选择方法 ●在项目树配置菜单中的更改会直接应用,而不需要按“确定”、“应用”、“取消”等按钮。 ●由于项目树中也可以显示机床组件,则取消了组件树。 现在的项目树能引导您使用项目树的各种功能完成一个项目中的所有的设置的配置,例如: ●通过项目树从上到下的结构,可以完成项目树中所有的节点的配置。 ●在创建和配置某一个设置的过程中,可以有选择的在项目树底部显示配置面板。 ●配置面板中显示的设置操作都是配置项目时最常用的。 ●配置面板中显示的设置功能是根据项目树中选定的各个节点而不同,是各节点特有的。 ●在配置面板中的任何操作(填写的文字和数字、确认的选项、或点击的按钮)都会直接应用,不需要你按“确定”、“应用”等等。 ●不常用的功能可以通过鼠标右键项目树中各个节点弹出的快捷菜单,或者通过左键单击菜单工具栏弹出的对话框来设定。 VERICUT在计算和动画仿真NC代码的运动轨迹时,采用了一种新的方法。 ● 动画运动在所有的视图里都是等同的。 ● 在不同的视图类型中刀具的显示是一样的。
● 对于所有的动作类型和视图类型,放慢和跳跃切削都是一样的。 ● 碰撞公差和运动显示是相互独立的。 功能的增强 刀轨和机床验证 *VC增加了模拟自动倒圆、自动倒角的功能:approaching/departing, inside/outside, and CW/CCW. *工具条可以完全用户定制。每个人可以根据自己的需要添加或去掉某些按钮,并且可以调整按钮的显示顺序。 *在工件视图里,材料去除和刀具显示的功能增强了,可以在X方向或Y方向偏置刀具驱动点。*现在在VC的图形显示力可以很好的显示出水切割刀具的三段不同的区域,和其在刀具管理菜单的刀具显示区域显示得是一模一样的。 *BLOCK定义和描述的,以前只能用数字表示的变量现在也可以用。 *按钮“Preserve Stock Transition”现在已经移到了切削过程毛坯的右键菜单和切削过程毛坯的“Configure Model”的装配子菜单中。具体操作:运行VC的程序后,会自动生成一个cut stock,鼠标右键点击,就会看打“Preserve Stock Transition”,或者左键点击cut stock,在项目树的下方会出现一个“Configure Model”对话框,点击“Assemble”,就会看见“Preserve Stock Transition”。 *VC现在能参考NX的PART格式的文件。VC 是通过一个NX\OPEN的应用程序来打开文件的。 *VC的机床和控制系统文件的格式是XML格式的。 *工作目录可以可以保存到用户选择的文件夹中。 *现在可以鼠标右键点击项目树中的坐标系来实现坐标系的重命名。 *在项目树里可以指定G代码偏置,比如编程原点、工件偏置等等。 *在File>Preferences增加了一个勾选项:自动将工作目录设置到当前项目文件夹。当勾选的时
VALWELL华伟CWBS-II防误闭锁系统操作步骤: 登录→对位→模拟→打印操作票→传送操作票→就地/监控操作→回传 1、登录桌面:① 2、(双击)→②→ 3、③→ 4、④→
⑤进入主界面 1、对位:检查图形中设备状态是否与现场一致,如果和现场设备状 态一致,点在系统主菜单条上点击按钮进入手工设备对位状态(此时其它图标变为灰色),操作人员可以整定设备分、合状态,将一次图位置与 现场设备一致,完成后点击按钮退出对位状态,系统保存对位 2、模拟:→点击设备即可(二次部分在一次图上有即级连窗口点击就可以进入二次操作界 面)→(结束模拟)
→弹 3、打印操作票:点击上图中的 4、传送操作票:点击上图中的→ (出现该画面时可 由监控机操作,如果需要就地操作时点上图的→
→打开电脑钥匙,点击 5、就地/监控操作:拿传好的电脑钥匙到就地操作, 如果遇到操作开关时需要转为监控操作,那么将电脑钥匙插入 传送座,点中的后就会出现步骤5中的 6、回传:操作完后将电脑钥匙打开后放入设备器,点击 态一致) 操作步骤 进入程序→开始模拟→结束模拟→传送票→回传
1、双击桌面“五防闭锁”图标,进入登陆窗口。 2 、选择“用户名”,输入密码‘1’,按“确定”键进入主界面。 3、用鼠标单击“开始模拟”按钮或者按票模拟按钮,进入模拟环境 4、用户鼠标点击一次或二次图(单击)要操作的设备(在左边选中设备框内会 显示该设备的数字编号)。 5 、选中设备后,用鼠标单击该设备,下面的操作步骤框内显示当前操作的操作 票内容。 6、如果模拟操作过程中需要更正,可以按“撤销”按钮,每按一次撤销退后 一个步骤。 7、任务模拟结束后,用鼠标单击“直接提交票”按钮;按票模拟任务模拟结 束后用鼠标点击“传送操作票” 8、将电脑钥匙打开电源放入设备器,单击"传送票"按钮,将本次操作任务的一次 操作内容输入到电脑钥匙, 传送完毕显示“确定回传”提示框。(如果第一步操作的是后台远动设备,系统会弹出“等待监控系统完成监控操作”窗口,后台操作完后此窗口自动消失,然后将剩下步骤传送给钥匙)。 9、拿电脑钥匙到现场进行解锁倒闸操作(如有需要后台远动操作的设备,将钥匙打开电源插入传送座,按“确定”按钮回传,又会自动弹出“监控操作”窗口,重复上述步骤)。 10 、操作完后,将钥匙打开电源插入传送座,按程序界面上的"确定"读钥匙 11 、将钥匙放回设备器充电,本次任务结束 附:“对位”功能按纽能将没有遥信点的设备进行对位(即改变现状态)。
VERICUT虚拟加工仿真过程研究 随着现代工业的发展,零件的复杂程度、精度要求越来越高,经过软件自动生成的刀具路径处理后,生成的NC程序也更加复杂。因此,如何保证NC程序的精确性,成为数控加工生产中的一个难点。虚拟制造技术正是在这种背景下近年来出现的一种新的先进制造技术;在实际加工过程前,能够对具体加工过程进行仿真、优化,并对虚拟结果进行分析,可预先发现和改进实际加工中出现的问题,以较优的加工工艺投入生产。虚拟制造技术由建模技术、仿真技术、控制技术及支撑技术组成。其中,建模与仿真是虚拟制造技术的基础与核心。虚拟制造依靠建模与仿真技术模拟制造、生产和装配过程。虚拟加工环境是进行制造过程仿真、预测加工问题的前提和基础。 本文将在虚拟制造软件VERICUT平台上,提出建立仿真机床的方法与过程,并结合具体实例,说明在VERICUT平台上进行虚拟机床建模的过程。 1 VERICUT主要功能 VERICUT是CGTech公司提供的一种专用于数控加工仿真的软件,具有较强的机床和NC程序的仿真功能。其主要功能模块如下: 1)Verification:三轴加工验证及分析。 2)OptiPath:对切削用量进行优化设计,以满足最小加工时间的目标函数及最大机床功率等约束条件的要求。 3)Model Export:从NC刀具路径创建CAD兼容模型。 4)Machine Simulation:提供虚拟机床及其工作环境建模功能;解读可识别的数控代码。 5)Mult-iAxis:四轴及五轴验证。 6)AUTO-DIFF:实时擦伤检查和模型分析,并与CAD设计模型相比较。 7)Machine Developerps Kit:定制VERICUT功能,用来解释复杂或不常用的数据。 8)AdvancedMachine Features:提高VERICUT仿真复杂机床功能的能力。 9)CAD/CAM Interfaces:可从Pro/E、UG、CA TIA等CAD/CAM系统内部无缝运行VERICUT。 10)VERICUT Utilities:模型修复工具和转换器(包括在验证模块中)。 2 虚拟机床的建模 虚拟机床是随着虚拟制造技术的发展而提出的一个新的研究领域,通过虚拟机床加工系统可以优化加工工艺、预报和检测加工质量,同时还可以优化切削参数、刀具路径,提高机床设备的利用率和生产效率。 在虚拟制造软件的研究领域中,建模的对象大多是局限于某一种或某一系列的机床,这种建模的方法不仅通用性差,工作量大,而且效率不高,影响仿真效果、制造周期和生产成本。针对不同类型机床的通用化建模方法是解决问题的必然出路,下面综合分析机床的结构特点,抽象出其功能模块,总结出通用性的建模方法。 机床结构分析与模块分解:常见的数控机床在结构上主要有床身、立柱、运动轴和工作台等部件,再配合刀具、夹具和一些辅助部件共同组成。其中床身起到支承和承载机床组件的作用;立柱在结构上起到了拉开加工刀具和工件的空间距离,实现运动轴的布局;工作台则用来摆放工件,通过夹具等辅助工具实现工件的定位与夹紧。根据结构的特点可将机床的组件划分为三种类型:通用模块、辅助模块、专用模块。其中,通用模块是指各类机床共有的零/部件,如床身、立柱、工作台等等;辅助模块是指刀具、夹具等机床工具;专用模块
Session 44 构建一个二轴运动的车铣中心 在这一课中演示怎样定义一个 VERICUT 二轴运动的车铣中心。通过这课演示定义有刀塔和多种刀具 加载的机床的应用。课文中集中在定义部件和模型来构建一个功能型的机床。极少的考虑部件显示的性质。 图 106.1 所示例子被定义的数控机床刀具。图中确定机床坐标(XcYcZc axes),运动坐标系和主要部件。使用 Fanuc 15T 车床控制系统。一个倾斜 45o的卧式车床;因此 X 轴有 45o的斜度。塔盘上有 12 个指针位 置。样板程序将使用三把刀具。构建好二轴车床以后并且配置一个合适的项目文件,VERICUT 将配置好以 后再通过数控程序仿真机床运动。 图 106.1 所示,XcYcZc 坐标系表示机床零点坐标系统。图示机床位置在 X460 Z520。 图 106.1 车铣中心 步骤: 1.建立一个公制的项目文件。 运行 VERICUT 应用程序。 223
选择File> New Project > Millimeter 菜单按钮。 2.在 Machine/Cut Stock 视图中显示坐标系。 在图形区,右击,从系统弹出的快捷菜单中选择View Type> Machine/Cut Stock 菜单命令。 在图形区,右击,从系统弹出的快捷菜单中选择Display Axes > Component 菜单命令。 重复操作显示 Model 坐标系。 重复操作显示 Driven Point Zero 坐标系。 在图形区,右击,选择View > H-ISO 菜单命令。 3.打开 Fanuc 15T 为车床配置系统控制文件。 Project,从系统弹出的右键快捷菜单中选择Expand All Children 在 Project tree(项目树)中,右击 菜单命令。 在 Project tree(项目树)中,右击Control,从系统弹出的右键快捷菜单中选择Open 菜单命令。 在 Shortcut 下拉列表框中选择 Library 选项。 在文件列表框中选择文件 fan15t_t.ctl。 单击 Open 按钮,图 106.2 所示。 图 106.2 配置控制系统 接下来步骤定义部件从"Base" to "Tool"。 在机床的刀具侧部件:Base > Z > X> Tool。 4.显示部件树。 ),系统弹出 Component Tree 窗口,如图 106.3在主菜单中,选择Configuration > Component Tree ( Or 所示。 224
. . . .. . . 摘要: 此文档是工程服务中心_____一体五防调试流程(共创版)_______。(标题) 关键字: 一体五防共创版初始化电脑钥匙操作说明 版本及修订说明: .
一体五防调试流程(共创版) 一、功能描述 1、使操作人员在电气操作的整个过程中都置于五防系统的提醒和监视约束之中,从而有效地防止误操 作,实现人们至为关注的五防功能; 2、五防系统通过接收综合自动化系统或RTU数据采集装置的开关位置信息,也可通过电脑钥匙回送部 分非实时开关的状态(如网门、临时地线等),使五防一次系统运行图与当前的实际运行状态相一致; 3、一体五防只用于电气操作的防误操作,至于软件中附带的操作票编辑、操作票打印、模板票制作等 功能,大家要弱化这些功能项(尤其在广东地区,由于用户都有专门的操作票系统,所以我一体五防不用于操作票的编辑及打印,更不要去做模板票),因为要使用这些功能,会增加成倍的调试工作量,所以大家在介绍一体五防系统时,要注意这点; 4、五防系统所实现的五种防止电气误操作: ?防止带负荷分合刀闸 ?防止误入带电隔离区间 ?防止误分合断路器 ?防止带电挂接地线 ?防止带地线合刀闸 二、系统安装及设置 1、一体五防作为监控软件的一个功能插件,是内嵌于监控系统的,所以其系统的安装就等同于安装后 台监软件,这里就不再累述; 2、一体五防的设置 ?系统设置→遥控设置→“遥控五防校验”和“监控内部五防校验”打√ ?系统设置→节点设置→配置为五防机节点其“五防操作票”打√
?运行d:\RCS9700\BIN\WFSysConfig.exe,出现五防系统配置窗体,如图形进行设置: 说明:“规则校验时判断测点状态”含义:该测点所在的装置通讯中断的情况下,五防校验是无法通过的;一般建议该项不选,因为通讯中断的情况下,我监控后台或者五防系统是可以手工对位的,只要位置对位了,仍然可以进行五防模拟及操作的; 说明:如果使用的共创27版电脑钥匙,则上图中选择“共创27版电脑钥匙”,两者区别在于五防锁的编码位数差异,26版是十位编码,27版是十二位编码;
Session 53 配置一个带刀库的机床 这一课将演示怎样配置一个有自动换刀配置的 VERICUT 机器。这一课将介绍用户使用刀具库部件和控制刀具更换的子系统。 1. 打开项目文件“tool_chain.vcproject”。 已经配置好的项目文件没有刀具库的功能,传送装置仅仅显示在图形窗口中。这一课将演示修改传送装置成为有刀具更换功能的刀具库。 运行 VERICUT 应用程序。 选择 File> Open 菜单命令,系统弹出 Open Project 对话框。 在 Shortcut 下拉列表框中选择 Training 选项。 选择文件 tool_chain.vcproject。 单击 Open 按钮确认打开文件,如图 115.1 所示。 选择工具条上按钮设定你的工作路径。 图 115.1 Machine 2.定义一个刀具放置链部件。 在主菜单中,选择Configuration > Component Tree ( Or),如图 115.1 所示。 276
图 115.1 部件树 右击 TC_Carousel ,从系统弹出的快捷菜单中选择Append > Tool Chain 命令。 双击 Tool Chain,系统弹出 Modeling 窗口。 在 Component Attributes 选项卡,在 Machine 选项组右侧单击 Toolchain Parameters 按钮,系统弹出Toolchain 窗口,如图 115.2 所示。 图 115.2 Toolchain 注意:传送装置的刀具数量能在 Toolchain 窗口中定义,以及每把刀具之间的距离。公式在计算器中能 被调用来计算刀穴之间输入值的距离。 在 Number of pockets 文本框中输入:10。 在Pocket-to-pocket distance (2 * π * r / 刀穴数)文本框中输入:4.744。 单击 OK 按钮。 277
DAW-2100型五防系统使用说明 无锡捷瑞科技有限公司 2009年7月1日
目录 1程序的运行环境: (2) 1.1操作系统的要求: (2) 1.2其他软件的要求及安装次序: (2) 2操作前的内容的说明 (2) 2.1数据库的添加操作步骤为 (2) 3画图软件的使用说明 (3) 3.1工具栏的说明: (3) 3.2图元的定义: (4) 3.3右键菜单的功能说明: (4) 3.4桌布模板的设置 (4) 4配置程序软件的功能说明 (5) 4.1配置软件运行 (5) 4.2菜单栏的说明 (5) 4.3设备和按钮的定义 (13) 4.4定义后的设备右键菜单 (15) 5微机五防操作票系统 (16) 5.1运行微机五防软件 (16) 5.2菜单中功能的说明 (16) 5.3管理: (19) 5.4测试:用来测试点信息是否正确; (21) 5.5规则的定义:选择已定义的设备,在非下票的状态喜爱右键菜单中有 (21) 5.6显示设备属性:查看该设备的定义情况 (22) 5.7查看操作提示:查看已添加的自定义的非操作后的提示性操作术语 (22) 5.8远程遥控:当点击了定义有遥控功能的设备时就会可用,在非操作票模式下, 用来测试遥控点是否正确; (22) 5.9清除闪烁:是单个设备的清闪;用来停止单个设备的闪烁。 (22) 5.10查看设备锁号:可以查看当前设备的锁类型及锁码值 (23) 5.11在编辑操作票状态下:右键菜单的功能说明 (23) 5.12全画面的清闪操作:右击界面的空白处会弹出此对话框 (23) 5.13操作票的编辑步骤: (23) 6数据查看 (24) 6.1界面及功能说明: (24)
目录 WFBX系统使用说明 (2) 系统启动 (2) 预演模拟 (3) 预演开票 (4) 传票及存票、调票及执行票操作 (6) 系统退出 (7) WFBX系统维护说明 (7) 图形编辑 (7) 参数设置 (8) 规则库编写 (10) 操作术语维护 (10) 用户管理 (12) 锁具维护 (13) 系统重装步骤 (15)
WFBX系统使用说明 系统启动 方法一:开启五防机,五防系统即随机启动。 方法二:在桌面快捷图标中找到“五防系统”快捷方式,鼠标双击即可运行五防系统。 方法三:进入“我的电脑”,依次进入C:\Fjnt\bin\ ,找到FjFace.exe 程序鼠标双击即可运行五防系统。 进入五防系统后,界面如下: 挂牌操作: 系统启动或开票预演时,均可使用挂牌功能,即用鼠标右击选择挂牌菜单,选择需挂牌的选项。其中前四个可以直接选,其他的在其他菜单中选择。
预演模拟 方法一:进入五防系统界面后,从系统菜单栏“五防操作”下拉条选项中选中“开始预演”,进入预演选项框,依次选择两个不同人名(一个操作员,一个监护员)并分别输入密码后即可 开始预演模拟操作。 方法二:进入五防系统界面后,点击快捷工具栏 中的图标,依次选择两个不同人名(一个操作员,一个监护员)并分别输入密码后即可开 始预演模拟操作。 方法三:进入五防系统界面后,鼠标右键在图形界面空白处点击,出现右键快捷菜单,选择操作票预演→开始预演,依次选择两个不同人名(一个操作员,一个监护员)并分别输入密码 后即可开始预演模拟操作。
注意:进入预演模拟前,全图设备一定不能处于人工强制对位状态,否则系统将不允许进入模拟开票状态。所以在此之前,请检查快捷工具栏 中的图标未处于凹下去的状态,确保其在凸起状态,保证全图的自动刷新。 进入开票预演的界面如下: 预演开票 方法一:将鼠标置于要进入预演的设备上,待鼠标呈现手形图状后,鼠标右键点击出现快捷菜单,选择“五防操作→五防合(分)”,操作票窗口上即会出该操作票项。 方法二:将鼠标置于要进入预演的设备上,待鼠标呈现手形图状后,鼠标左键点击相应设备,操作票窗口上即会出该操作票项。 附注:对于系统中本站使用到的常用快捷工具栏作用说明如下:
珠海共创防误系统 用户使用说明 目录 1登录 (2) 1.1 菜单功能 (2) 1.1.1菜单说明 (2) 1.1.2系统功能 (4) 2对位 (5) 2.1 监控对位 (5) 2.2 手工对位 (6) 3图形模拟开票 (6) 3.1 自由模拟开票 (6) 3.2 典型票开票模拟 (11) 4操作票系统 (12) 4.1 操作票开票方式 (13) 4.2 修改操作票 (15) 5黑匣子 (16)
1登录 运行FY2004主程序,在FY2004型图形系统的“登录”菜单内点击登录选项,系统弹出对话框。如图: 选择用户名并输入密码后并确认,进入一次主接线图界面。 1.1菜单功能 1.1.1菜单说明 点击进入操作票目录,可以进行典型票开票、修改操作票等; 点击进入对位环境,可以对设备进行手工强制对位,整订设备状态; 点击进入模拟开票,
点击进入手工开票; 点击打印操作票; 点击可以放大一次接线图; 点击缩小一次接线图; 点击将一次图返回实际大小; 点击切换至上一副图; 点击切换至下一副图; 点击切换到首图; 点击进入导航窗口; 点击注销当前用户,再操作时需重新登录;式;
1.1.2系统功能 选择“登录情况查询”可以查询用户登录记录; 选择“开票及操作记录”可以查询用户操作记录; 选择“黑匣子记录”可以查询钥匙操作记录; 选择“设备状态统计”可以查询一次设备数量以及分合情况;选择“隐藏临时地线”隐藏图形中的临时地线设备; 选择“隐藏网门”隐藏图形中的网门设备; 选择“数据备份”程序备份数据文件和图形文件等; 选择“数据恢复”恢复上次备份的数据; 选择“监控主机通讯监测”可以监测程序收到或发出的遥信;选择“智能语音提示”操作时程序带有语音提示功能; 选择“模拟时显示提示窗口”程序模拟时提示操作内容;
VERICUT6.0.4软件 软件模块结构: 各模块详细功能介绍: (一)验证模块(V erification Module) (1)验证模块具有仿真和验证三轴铣和两轴车削所需的所有功能,用来检测错误,比如: 编程不精确 快速移动时接触材料 错误的走刀路径 与装夹具发生的碰撞 图纸或读图错误 刀具和刀柄的碰撞 CAD/CAM和后处理器错误 按用户要求拟和刀具路径,生成新的G代码 (2)精确的错误检测及报告
经过十几年的开发,VERICUT的错误检测已经非常精确了。错误会以你所选的颜色显示出来,只须点击错误处即可看到相关的刀具路径记录。所有错误都记录在一个结果文件中。你可以在批处理模式下运行仿真功能并设置VERICUT将所有错误的瞬态记录下来。 (3)毛坯及刀具仿真 你可以在VERICUT中定义毛坯模型或从CAD系统输入毛坯模型。VERICUT可为多步或分阶段安装提供多个独立运动的毛坯模型提供支持。 VERICUT可仿真多个同步运动的刀具。它带有一套完整的Ingersoll公司的刀库。如果您所用刀具不在此刀库里,你可以修正或定义你自己的刀具。刀杆可被指定为刀具的“非切削”部分,用来检查碰撞。VERICUT支持凹面或非中心切削端铣刀,例如:硬质合金端铣刀,你可以充分利用设备而无须担心由于错误的摆动损坏工件或切刀。 (4)模型处理及分析 你可以平移、缩放、翻转及旋转切削模型。你可在任何方向作剖面视图,查看那些原本无法看到的区域(例如钻孔的截面)。X-CaliperTM工具能提供详细的测量结果,例如:毛坯厚度、体积、深度、间隙、距离、角度、孔径、转角半径、刀痕间的残留高度等等。 (5)用FastMill TM加速验证 FastMill切削模式可快速处理大型NC程序,对模具制造商特别有用。FastMill可完全控制速度、精度和模型质量。 (6)VERICUT支持绝大多数常用功能,例如: 转轴转动中心 ·预知或三维刀具补偿 ·刀尖的编程和刀具长度补偿 ·主轴转动点编程 ·封闭循环和夹具偏置 ·变量、子程序和宏指令 ·子程序,循环或分支逻辑 你也可以灵活地修改控制系统。使用下拉对话框,将G代码字符和数字定义为逻辑“字
Session 43 构建一个二轴运动的车床模型 在这一课中演示怎样配置一个 VERICUT 二轴运动的车床文件。并且在 VERICUT 中为机床添加一个仿真的数控程序。二轴车床使用一个 Fanuc 16T.二轴控制系统,运行一个车加工程序“mcdturn.mcd”,如图105.1 所示 图 105.1 两轴车床 机床零点在主轴端面并且在主轴中心。上图显示机床回到 X12.0 Z14.0 的位置。 步骤: 1.建立一个英制的项目文件。 运行 VERICUT 应用程序。 选择File> New Project > Inch 菜单按钮。 显示项目树“Project Tree”。 2.给机床配置 Fanuc 16T 控制系统文件。 在 Project tree(项目树)中,右击Setup : 1,,从系统弹出的右键快捷菜单中选择Expand All Children 菜单命令。 在 Project tree(项目树)中,右击Control,从系统弹出的右键快捷菜单中选择Open 菜单命令。 在 Shortcut 下拉列表框中选择 Library 选项。 在文件列表框中选择 fan16t.ctl 文件。 单击 Open 按钮。 接下来步骤定义部件从"Base" to "Tool"。 216
在机床的刀具部分部件:Base > Z > X> Tool 3.显示部件树。 在主菜单中,选择Configuration > Component Tree ( Or 所示。 ),系统弹出 Component Tree 窗口,如图 105.2 图 105.2 部件树 4.增加"Z" to "Base"。 在部件树中,选择右击Base(0,0,0)。 Base(0,0,0),从系统弹出的快捷菜单中选择Append > Z Linear 菜单命令如图 105.3 所示。 图 105.3 添加Z 217
300MW微机防误装置规程 1.1五防装置简介: 1.1.1我厂#1、2机组电气系统采用FY2000LY型微机防误闭锁系统(以下简称五防系统),由模拟屏、五防主机、解锁钥匙、模拟操作电脑构成。五防使用范围:一期所有电源系统开关、6KV开关。 1.2防误功能的实现 1.2.1防止误切、合断路器:使用操作闭锁盒; 1.2.2防止带负荷拉、合隔离开关:小车开关使用关闭屏门、刀闸把手上装挂锁; 1.2.3防止带电合(挂)接地隔离开关(接地线):规范接地桩,运行装设临时接地线的接地点统一安装,并规范; 1.2.4防止带接地刀闸(接地线)合隔离开关:屏门挂锁 1.2.5防止误入带电间隔:屏门挂锁 1.3操作使用方法: 1.3.1准备要操作任务的倒闸操作票; 1.3.2在模拟屏上或五防主机上进行模拟预演操作; 1.3.3将操作票传送至电脑解锁钥匙上; 1.3.4图形界面上此时弹出“操作选择”浮动框,根据需要选择“传送操作票”方式; 1.3.5这时图形界面上又弹出“传送方式”对话框; 1.3.6选择方式,在钥匙选项中任意选择“#1或#2”钥匙,也可以同时选择,在方框前打“√”选中,点击“确定”按钮; 1.3.7系统窗口将出现“操作票执行情况”对话框; 1.4实际倒闸操作 1.4.1此时可以携带钥匙到设备操作区域,寻找相对应的五防锁具进行解锁操作,任何一把钥匙操作并确认后,主系统将对图形、及另一钥匙(两把钥匙同时接收到操作票的情况)进行状态及步骤整定; 1.4.2五防锁具的操作 1.4. 2.1开、闭锁操作: (1)对电动操作设备(如开关等),将钥匙插入该设备的电气锁中,待钥匙发出“条件符合,可 以操作!”语音指示后,转动设备的KK把手操作设备,钥匙检测设备操作完成后语音提示“本步操作完成,请继续!”,将钥匙从电气锁中取下; (2)对手动操作设备(如隔离刀闸、接地刀闸等),将钥匙插入该设备的机械锁中,待钥匙发出 “条件符合,可以操作!”语音指示后,将钥匙推钮推向开锁位置,钥匙发出“锁已打开”语音提示,将机械锁的闭锁销拉出,解除设备闭锁,操作人员可以对设备进行操作。设备操作完成后重新闭锁设备,将钥匙推钮拨回闭锁位置,钥匙发出“钥匙已回位,可以取下”,将钥匙从机械锁中取
系统构成: UT-2000Ⅳ型微机防误操作系统是基于PC机的防误操作系统,是利用计算机的图形界面代替模拟屏的一种闭锁方案。该系统配置简单、使用方便,既可应用于单站,也可应用于集控站.在与UT-ZJXT型操作票专家系统配合使用时,可实现图形开票、手工开票、预存开票、典型票开票等多种开票方式,提供了操作票打印、浏览以及操作票统计查询等功能,系统构成图如下: 一、五防的概念. 包括如下内容: 1、误分合断路器; 2、带负荷分合隔离开关; 3、带电挂(合)接地线(接地刀闸); 4、误入带电间隔; 5、带地线(接地刀闸)合断路器(隔离开关). 二、了解微机防误与操作票专家系统的构成,弄清楚系统是如何借助软件与硬件来做到全面的电气防误. 主要通过两个方面实现防误,一是从软件上面事先输入设备的操作逻辑条件,事先约定好在不同的运行方式下,设备的正确操作步骤,从而使模拟操作时不会将设备的操作顺序搞错,对于实际的操作安全有前提的保障.二是通过硬件,主要是通过电脑钥匙和安装在现场的一些锁具和锁码片,这些锁具本身都是唯一编码,不会重复出现,这样通过将一次现场的设备与这些锁具对应起来,就可以保证使
用电脑操作时,不会将现场设备的操作顺序弄错,也不会误操作其他未经开票的设备. 三、操作步骤简述 1、接到调度命令 2、核对主界面设备与现场设备状态一致 通常来说,该步骤一般只是在第一次使用该系统的时候进行,另外就是有经过非正常操作而变位的设备,比如开关跳闸等.需要注意的是需要设置状态的设备一般都是没有与监控通讯的设备,比如某些刀闸和地刀,地线和网门. 设置设备状态方法如下 单击工具条上的”设置设备状态”按扭 ,单击接线图上的某一设备,该设备的状态便转换到另一状态,对于多态设备可以继续单击该设备直至设备状态转换成预期的状态为止. 设置状态结束后,再次单击工具条上的”设置设备状态”按扭后出现窗口: 选择是(Y) 确认后本次状态设置生效;选择否(N) 则取消本次状态设置,系统中的设备状态自动恢复到设置前的状态. 3、模拟开票 单击系统工具条上的”图形开票”按钮或选择”操作票”菜单中的”图形开票”,单击接线图上的某一设备,如果该设备符合操作条件则该项操作会追加到操作票中,此时,接线图上的设备状态显示成操作后的状态,如果被单击的设备操作条件不满足,则会出现错误信息窗口来说明设备不可操作的原因.当所有操作模拟完之后,再次单击工具条中的图形开票按扭便可完成本次图形开票工作,如果在本次开票过程中开出操作票项数不为零,则系统会显示出”操作票传送窗口”:
Session 45 添加一个铣刀到车铣中心 在这一课中,我们将增加一些铣刀到两轴车铣中心。这些工作在刀具管理器中完成,因此刀具得到正确的引导到刀塔中,如图 107.1 所示。 图 107.1 车铣中心 1.打开项目文件 mill_turn.vcproject。 运行 VERICUT 应用程序。 选择 File> Open 菜单命令,系统弹出 Open Project 对话框。 在 Shortcut 下拉列表框中选择 Training 选项。 在文件列表框中选择 mill_turn.vcproject 文件。 单击 Open 按钮确认打开文件。 显示项目树 Project Tree。 242
2.打开刀具管理器并增加刀具#3, Flat End Mill 0.5”Dia, 2.0” Long, .625” Flute Length。 在 Project tree(项目树)中,双击Tooling:Mill_turn 选项,从系统弹出 Tool Manager 窗口。 在 Tool Manager 主菜单中选择Add > Tool > New > Mill 菜单按钮,系统弹出 Tool 窗口。 单击(Flat Bottom End Mill)按钮。 在Flat Bottom End Mill 选项组中输入: Diameter (D) = 0.5 Height (H) = 2 Flute Length = 0.625 单击 Add 按钮。 选项卡左上方,在 Component Type 下拉列表框中选择 Holder 选项。 单击(Reference)按钮。 在 Reference 选项组中单击 Pick…按钮,系统弹出 Search Tool 窗口。 单击 Search 按钮。 选择 Live_spindle 选项。 单击 OK 按钮。 单击 Add 按钮。 单击 Close 按钮关闭 Tool 窗口。 在 Tool Manager 窗口,在 3 同样一行选择对应的Gage Point(0 0 0)。 移动光标到窗口右侧图形区的刀柄顶部。 单击鼠标中键仅仅记录 Z 值。 注意:单击鼠标中键方法仅仅是在 VERICUT 中动态的方式控制。 Gage Point 的值应该是:(0 0 4.6)。 刀具列表框顶部,单击 ID 按钮刀具按类排序,如图 107.2 所示 243
UT2000-Ⅳ型微机防误系统 基本操作流程说明 实例说明: 1、操作部分:堂营线由运行转热备用 首先需要登陆五防系统,点登陆,使用自己的用户名和密码登陆系统。 然后进行设备状态对位,点【对位】按钮: 会弹出如下图的对话框:
选择用户,输入密码,然后可以直接点击设备进行对位。设置完毕后再点击【对位】按钮,会弹出如下对话框: 选择【是】,这次设备对位就结束了。 然后可以进行模拟,点【开票】按钮,此时【开票】按钮将会凹下去,如图: 然后可以在一次接线图上进行模拟: 1、2、3、 模拟结束后再点一下【开票】按钮,【开票】按钮会恢复正常状态,此时会弹出一个对话框:
此时可以保存典型票,选择【存入典型票库】,会弹出如下图的对话框: 选择好【电压等级】【运行方式类别】【运行方式内容】【所操作线路名】然后点【确认】即可,以后就可以直接调用了。调用方法如下图:【操作票】【调用典型票】
然后根据需要选择对应电压等级下的线路,就可以调用所需要的典型票了。 要进行操作就直接传票到电脑钥匙,点【传到电脑钥匙】,确认传输适配器电源开着,且电脑钥匙放在右边的座上,电脑钥匙在主菜单即可进行接票。 接票完毕后拿着电脑钥匙到现场按照提示操作即可。 特殊情况(重开上一把锁):比如我已经打开了526刀闸的锁,但是在没进行操作的情况下就去进行下一步,结果通不过,现在想回头重新开526刀闸的锁,只需要将电脑钥匙重新插入526刀闸的锁,此时电脑钥匙上会出现提示“等待重新开锁”,等待10秒钟,钥匙会再次出现语音提示“正确,请操作!”,按开锁键就可以重开这把锁了。 回传: 一般情况下操作完毕后将电脑钥匙放回右边传输座钥匙会自行回传。 如果有特殊情况,比如操作进行到一半,需要中止操作,则要在电脑钥匙上选【返回】选【钥匙回传】点“进入”【中止回传】“进入”,此时电脑钥匙屏幕上出现一行字:“钥匙等待中止回传”,将电脑钥匙放回到右边传输座上即可。 操作完成后记得退出登陆: