Q/SDJ1196-2013 上海市电力公司 低压电能计量箱技术规范 (试行稿)
低压电能计量箱技术规范 1范围 本标准适用于上海市电力公司所辖范围内贸易结算额定电压为交流220V、380V, 50Hz的低压电能计量箱。 本标准适用于100kW及以下低压供电居民、非居民客户新建或改造所需的计量箱。 本标准规定了低压电能计量箱的结构和制造要求、试验方法以及选用、安装、验收等。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 GB7251.1 低压成套开关设备和控制设备第一部分:型式试验和部分型式试验成套设备GB7251.3 低压成套开关设备和控制设备第3部分:对非专业人员可进入场地的低压成套开关设备和控制设备----- 配电板的特殊要求 GB10963.1 电气附件家用及类似场所用过电流保护断路器第1部分:用于交流的断路器GB2681 电工成套装置中导线颜色 GB/T 4208 外壳防护等级(IP代码) GB/T5169.10 电工电子产品着火危险试验第10部分:灼热丝/热丝基本试验方法灼热丝装置和通用试验方法 GB191 包装储运图示标志 DL/T825 电能计量装置安装接线规则 GB/T16934-1997 电能计量柜 DGJ08-100-2003 低压用户电气装置规程 3术语和定义 电能计量箱(以下简称计量箱) 对居民、非居民客户用电进行计量的专用箱,分为单表位和集中多表位计量箱两大系列。 单表位计量箱 用于计量点分散设置的,只能安装一套计量装置和相关附件设备计量箱。 集中多表位计量箱
1)紧固件的含义 商品紧固件材料不用材料钢号,而用性能等级表达。 ①碳钢: a) 碳钢螺栓、螺柱和螺钉在GB/《紧固件机械性能螺栓、螺钉和螺柱》中的性能等级的标代号由“·”隔开的两部分数字组成: 第一部分数字(“·”前)表示抗拉强度(σb)的1/100; 第二部分数字(“·”后)表示公称屈服点(σs)或公称规定非比例伸长应力(σ)与公称抗拉强度(σb)比值(屈强比)(σs/σb)的10倍。 这两部分数字的乘积为公称屈服点(σs)或公称规定非比例伸长应力(σ)的10倍。 性能系列为:,,,,,,,,,。 例如:“级”即为公称抗拉强度σb=800MPa,公称屈服点σs=640MPa。 b)螺母在GB/《紧固件机械性能螺母粗牙螺纹》中性能等级的标记,当公称高度大于时,用公称抗拉强度σb的1/100来表示性能等级,性能等级系列为:4,5,6,8,10,12;当公称高度大于或等于且小于时(即扁螺母),用“0”及一个数字标记,其中数字表示用淬硬心棒测出的保证应力的1/100,而“0”表示这种螺母组合件的实际承载能力比数字表示的承载能力低,例如:级即公称保证应力400MPa,实际保证应力380MPa。 c)紧定螺钉在GB/《紧固件机械性能紧定螺钉》中的性能等级标记代号由数字和字母组成,数字部分表示最低维氏硬度值的1/10,字母H表示硬度,性能等级系列为:14H,22H,33H,45H。例如22H即维氏硬度220。 d)平垫圈的性能等级标记代号由数字和字母组成,数字部分表示最低的维氏硬度值,字母HV表示硬度,性能等级系列为:100HV,140HV,200HV,300HV。例如:140HV即维氏硬度140。 ②不锈钢。不锈钢螺栓、螺柱、螺钉和螺母在GB/《紧固件机械性能不锈钢螺栓、螺钉和螺柱》中的性能等级的标记由材料组别和性能等级两部分组成: 第一部分由字母和数字组成在“-”前表示钢的组别,标记由字母和一个数字组成,字母表示钢的类别,数字表示该类钢的化学成分范围。 第二部分数字在“-”之后表示产品的性能等级,其数字为公称抗拉强度(σb)的1/10。 性能系列为:A1-50,A2-50,A3-50,A4-50,A5-50,A1-70,A2-70,A3-70,A4-70,A5-70,A1-80,A2-80,A3-80,A4-80,A5-80,C1-50,C1-70,C1-110,C3-80,C4-70,F1-45,F1-60。 例如:“A4”为00Cr17Ni14Mo2;“A2”为0Cr18Ni9。A2-50与A2-70虽然可以是同样的材料,但通过冷作硬化可使σb改变。
钢制螺母性能等级 由碳钢和合金钢制造的螺母,其主要性能指标是保证应力,即当螺母承受该力时,螺纹不会产生任何影响自由转动的塑性变形。钢制螺母的性能等级根据不同的公称厚度有着不同的划分,具体如下: 公称厚度≥0.8D的螺母:对于公称厚度不小于0.8D或有效螺纹长度不小于0.6D(D为螺纹公称直径)的螺母,也就是通常所说的标准厚度螺母,其性能等级是指可与该螺母相配的性能等级最高的螺栓等级。例如,与5级螺母相配的螺栓性能等级有5.8级、5.6级、4.8级和4.6级,其中5.8级便是与该螺母相配性能等级最高的螺栓等级,而螺母的性能等级标记便是用相配的性能等级最高的螺栓性能等级 标记的第一部分数字进行标记,即5级。可见,普通螺纹的“螺栓-螺母”的配用原则是螺母的抗拉嫩里要不小于螺栓的抗拉能力,一旦螺栓连接副破坏时,螺栓应先破坏。这主要是考虑到螺栓的断裂是突然发生的,比较容易发现;而脱扣是逐渐发生的,很难发现,增加了因紧固件失效而造成事故的危险性。 粗牙螺母性能等级共分为7个等级:4级、5级、6级、8级、9级、10级、12级;细牙螺母性能等级共分为5个等级:5级、6级、8级、10级、12级。螺母的性能等级主要反映了螺母的脱扣强度,据计算,同一性能等级、不同规格螺母的保证应力是不同的。如螺母的性能等级为6级i,其最小保证应力为600MPa,螺纹规格从M4到M39,其保证应力的范围则从600MPa到720MPa不等。 0.5≤公称厚度<0.8D的螺母:对于0.5D≤公称厚度<0.8D或0.4D
≤有效螺纹长度<0.6D的螺母,也就是通常所说的薄螺母,其性能等级由一个固定的保证应力表示。该螺母的性能等级分为04级和05级两个级别,不同规格04级螺母的公称保证应力均为400MPa,不同规格05级螺母的公称保证应力均为500MPa。薄螺母的有效承载能力不仅取决于螺母本身的硬度和有效螺纹长度,还与相配螺栓的抗拉强度有关。 螺母性能等级的标记号采用两位数字表示,第2位数字表示用淬硬试验芯棒测出的承载能力要低。即不具有满负载能力,其实际保证应力要小于其公称保证应力。例如,性能等级为04级的螺母,其公称保证应力为4ⅹ100=400(MPa),实际保证应力仅为380MPa. 不锈钢制螺母性能等级:不锈钢螺母的材料分类及分组与不锈钢螺栓完全相同,也分为3大类(奥氏体、马氏体和铁素体)9个组别(A1、A2、A3、A4、A5、C1、C3、C4、F1)。不锈钢螺母的主要性能指标与钢制螺母相似,也为保证应力,性能等级标记中的第二部分就表示保证应力。不锈钢螺母根据公称厚度也分为标准厚度螺母和薄螺母,在相同材料组别和相同制造工艺下,薄螺母的保证应力只有标准厚度螺母的1/2。 本文版权所属标准件之都网,如需转载、摘编或以其它方式使用本文内容,请在授权范围内使用,并标注“来源:标准件之都”
一、项目需求描述(本项目的详细采购需求,含技术要求) 主要供货设备及服务见下表,具体参见招标文件:
1.高压柜: IEC 62271-100 高压交流断路器IEC 60186 电压互感器 IEC 60282 高压熔断器
IEC 60298 额定电压1kV至72.5kV的交流金属铠装开关柜和控制柜IEC 60420 高压交流开关-熔断器联合体 GB 3906 3~35kV交流金属封闭式开关设备 GB-11022 高压开关设备通用技术条件 GB 1984 交流高压断路器 GB 1207 电压互感器 GB 1208 电流互感器 2.干式变压器: GB 6450-89 干式电力变压器 GB/T 10228-1997 干式电力变压器技术参数和要求 GB 1094.1-1996 电力变压器第1部分总则 GB 1094.2-1996 电力变压器第2部分温升 GB 1094.3-2003 电力变压器第3部分绝缘水平和绝缘试验 GB 1094.5-2003 电力变压器第5部分承受短路的能力 GB4208-93 外壳防护等级(IP代码) GB 3096-93 城市区域环境噪声标准 3.低压柜: IEC 60947 低压开关设备和控制设备 GB 7251 低压成套开关设备 GB 9466 低压成套开关设备基本试验方法 GB 14048 低压开关设备和控制设备 GBT 14048.1 低压开关设备和控制设备总则 GB 2681 电工成套装置中的导线颜色 GB 2682 电工成套装置中的指示灯和按钮颜色 GB 4942.2 外壳防护等级的分类 GB 50227并联电容器装置设计规范 五、详细技术说明 1. 电气工作条件 1.1 现场条件: 1.1.1 海拔高度1000米以下。 1.1.2 最高环境温度+40℃。 1.1.3 最低工作温度0℃。 1.1.4 环境相对湿度≥95% 。 1.1.5 年均降雨量1584.6mm。
螺母强度性能等级分类及其力学性能浅析 螺母的强度性能等级按GB3982.2—1982分为7个强度性能等级,螺母的强度性能等级与调节阀的螺栓性能等级的对应关系见表7-9各性能等级螺母的力学性能见表7-10。 螺栓、螺母的材料选择,主要根据其强度级别来决定,阀门一般应使螺母材料比螺栓材料低一级,硬度低20~40HB,可以避免螺栓咬死和磨损。 表7-9 螺母的强度性能等级 性能等级 4 5 6 8 9 10 12 推荐材料碳钢C≤0.50%碳钢C≤0.58%碳钢C≤0.58% 螺纹公称直径 与螺栓对应关系>M16 ≤M16任意任意任意M16~M39 ≤M16任意≤M39 3.6 4.6 4.8 3.6 4.6 4.8 5.6 5.8 6.8 8.8 8.8 9.8 10.9 12.9 注:1.本表只适用于m≥0.8D的螺母,m——螺母高度; 2.碳钢中可增添合金元素。 3.性能等级是用螺栓的强度性能等级代号的前面一个数字标记,表示该螺栓为可与该螺母相配螺栓中最高性能的螺栓,数字乘以100即为其公称保证应力。控制阀螺栓的保证应力由以下方法确定。将螺栓与螺母旋合,进行拉伸试验,螺栓产生12.5μm 的永久变形时的最大拉力与螺纹应力面积的比值即为螺栓的保证应力。 表7-10 螺母的力学性能 螺母公称 直径性能等级 4 5 6 8 9 10 12 04 05 保硬保硬保硬保硬保硬保硬保硬保硬保硬
证 应力 S P M P a 度 H R C 证 应 力 S P MPa 度 HR C 证 应 力 S P MPa 度 H R C 证 应 力 S P MPa 度 H R C 证 应 力 S P MPa 度 H R C 证 应 力 S P MPa 度 HR C 证 应 力 S P MPa 度 H R C 证 应 力 S P MPa 度 H R C 证 应 力 S P MPa 度 H R C ≥M3~M4520 30 600 3 800 3 900 3 104 28 ~3 8 115 3 1 380 1 9 8 ~ 3 2 500 2 7 2 ~ 3 5 3 >M4~M7 580 670 810 915 104 0 115 0 > M7~M10 590 680 830 940 104 116 > M10~M16 610 700 840 950 105 119 > M16~M39 5 1 3 630 720 920 3 8 920 106 120 >39~M100
出厂检验规范 1、引言 1.1本规范适用于本公司生产的标准紧固件的出厂检验 1.2每个紧固件都应当符合相应标准的全部规定,但这在大量生产中总是部可能的,根据紧固件的功能和应用,将全部符合标准的和不完全符合标准的紧固件截然分开是不必要的,也是不经济的。 2 引用标准 下列规范所包含的条文,通过在本规范中引用而构成为本规范的条文,本规范实施时,所示版本均为有效。所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 GB196-81普通螺纹基本尺寸 GB197-81普通螺纹公差与配合 GB3103.1-82紧固件公差螺柱、螺钉和螺母 GB1237-88紧固件的标记方法 GB3098.1-82紧固件机械性能螺栓、螺柱和螺钉 GB3098.6-82紧固件机械性能不锈钢螺栓、螺钉、螺栓和螺母 GB90-85紧固件验收检查标志与包装 GB5779.1-86紧固件表面缺陷——螺栓、螺钉和螺栓——一般要求 3 尺寸检验要求 3.1 AQL的确定 3.1.1六角螺栓: a.本厂公差等级为B级,AQL分别为: 对边宽度、对角尺寸、螺纹通规、螺纹止规均为1.0;头下圆角半径 1.5;其他所有项目2.5. 3.1.3双头螺柱: a.当公差等级为B级,AQL分别为: 对边宽度、对角尺寸、螺纹通规、螺纹止规均为1.0;其他所有项目:2.5. 3.2检查比例(LQ10/AQL)的确定。 按生产者风险不大于5%的抽样方案定LQ10/AQL值为6.2(生产者风险等于5%) 3.3检查项目 3.3.1六角螺栓 a. B级公差等级的主要项目——对边宽度(S),对角尺寸(e),头下圆角半径rmin,螺纹通规,螺纹止规; c. B级公差等级的次要项目——头厚(K),无纹处直径(ds),螺纹长度(b),
ICS 21.010.10 J13 中国机械工业联合会团体标准 T/ CMIF××××—20×× 紧固件机械性能索氏体高强不锈结构钢 螺栓、螺钉和螺柱 Mechanical properties of fasteners Sorbite stainless high-strength structural steel bolts, screws and studs (征求意见稿) 20××-××-××发布20××-××-××实施 ___________________________________________________________________________________________ 中国机械工业联合会发布
目录 前言 (Ⅱ) 1 范围 (1) 2 规范性引用文件 (1) 3 代号 (1) 4 标记制度 (2) 5 化学成分 (2) 6 机械性能 (2) 7 试验方法 (4) 8 标志 (6) 9 表面处理和包装 (8) 附录A(资料性附录)索氏体高强不锈结构钢的特性 (9) 附录B(资料性附录)索氏体高强不锈结构钢物理性能 (10) 附录C(资料性附录)索氏体高强不锈结构钢紧固件性能等级与对应的热处理工艺参数11
前言 本标准按GB/T 1.1—2009给出的规则起草。本标准由中国机械工业联合会提出。 本标准由全国紧固件标准化技术委员会归口。本标准起草单位:
紧固件机械性能索氏体高强不锈结构钢 螺栓、螺钉和螺柱 1范围 本标准规定了由索氏体高强不锈结构钢制造的、在环境温度为10℃~35℃条件下测试时,螺栓、螺钉和螺柱的机械性能。在较高或较低温度下,其性能可能不同。 本标准适用的螺栓、螺钉和螺柱; ──螺纹公称直径d ≤39mm; ──直径和螺距符合GB/T 192、GB/T 193和GB/T 9144普通螺纹; ──任何形状的。 不适用于有特殊性能要求的紧固件,如可焊接性。 注:对超出本部分规定的极限规格(如d >39mm),只要能符合性能等级的要求,则可以使用本部分标记制度。 本标准未规定特殊环境下耐腐蚀和抗氧化性,对高温或零度以下使用的耐腐蚀性、抗氧化性和机械性能,可以由使用者和制造者按每一特殊场合进行协议。有关材料特性的一些信息在附录A和附录B中给出。有关腐蚀和耐腐蚀的定义,见GB/T 10123。 成型加工后的索氏体高强不锈结构钢紧固件是有磁性的(见附录A)。 2 规范性引用文件 下列文件对本文件的应用是必不可少的。凡是注日期的引用文件,仅注日期的版本适用于本文件。凡是不注日期的引用文件,其最新版本(包括所有的修改单)适用于本文件。 GB/T 90.2 紧固件标志与包装 GB/T 90.3 紧固件质量保证体系 GB/T 192 普通螺纹基本牙型 GB/T 193 普通螺纹直径与螺距系列 GB/T 3098.1 紧固件机械性能螺栓、螺钉和螺柱 GB/T 3098.6 紧固件机械性能不锈钢螺栓、螺钉和螺柱 GB/T 4334 金属和合金钢的腐蚀不锈钢晶间腐蚀试验方法 GB/T 5267.4 紧固件表面处理耐腐蚀不锈钢钝化处理 GB/T 9144 普通螺纹优选系列 GB/T 37430-2019 建筑结构用高强不锈钢 T/SSEA 0002—2017 索氏体高强不锈结构钢热轧钢棒 T/SSEA 0003—2017 索氏体高强不锈结构钢热轧盘条 3 代号 A机械加工试件的断后伸长率,% A1断后伸长量,mm A s,公称螺纹公称应力截面积,mm2 b 螺纹长度,mm d螺纹公称直径,mm d2外螺纹基本中径,mm
拉铆螺母技术规范 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
目录
1应用范围 本规范应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动 加速度频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于 1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规范所规定之铆螺母按图1所示方式进行安装: 图1:铆螺母的安装方式 1)将铆螺母放入铆枪内; 2)将装在铆枪内的铆螺母放入需铆接工件已加工好的孔内; 3)铆接到位; 4)铆枪退出。
4铆螺母选型条件 选择铆螺母时按如下条件进行选择。 4.1铆螺母螺纹的公称直径;如:M3~M12; 4.2铆螺母头型;铆螺母的头型如表1所示。 表1:铆螺母头型; 4.3铆螺母类型;盲孔或通孔,采用B和O进行标识,铆螺母类型如表2所示;如 C.FO、H.fB 表2:铆螺母类型; 4.4需铆接工件的板厚; 4.5需铆接工件的材质; 5铆螺母安装孔的加工 铆螺母的安装孔按表3进行加工;
表3:铆螺母安装孔的加工; 6铆螺母安装要求 6.1安装时,铆螺母至少突出工件0.1mm。如图2所示。 图2:铆螺母安装 6.2安装后收缩量(安装后测量,发现安装有问题的须重新安装),如图3所示。 拉铆不够拉铆适当表示拉铆过度 图 3 铆螺母拉铆状态示意图 铆螺母拉铆后收缩状态如图4所示,大致收缩长度见表4。 s ──铆螺母收缩长度 ls ──铆螺母收缩后总长 图 4 铆螺母拉铆收缩示意图 单位为毫米 表 4 铆螺母拉铆后收缩长度表 6.3安装后铆螺母的铆紧力和螺纹失效力 铆螺母拉铆后所能达到的铆紧力及螺纹失效力见表5。
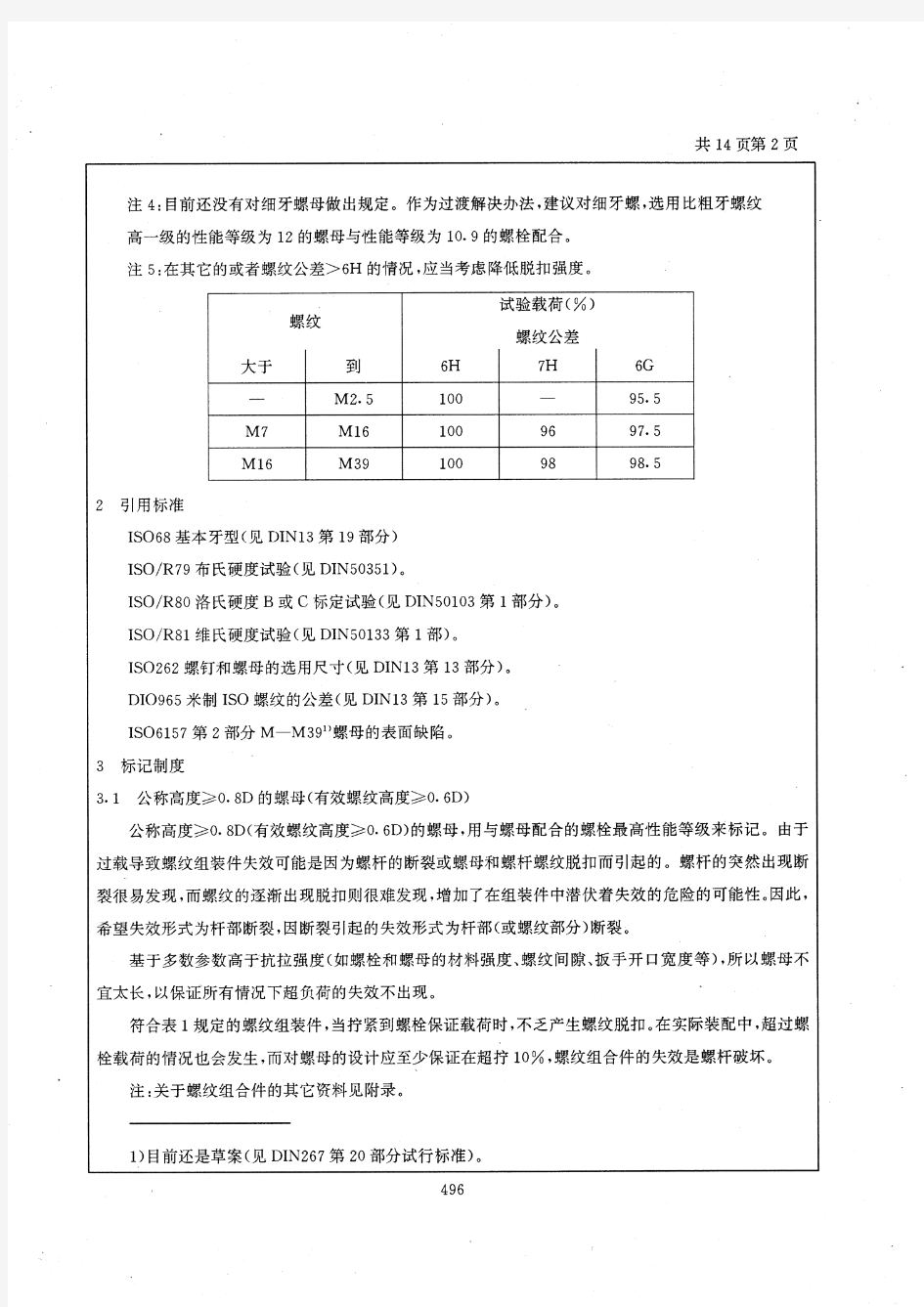
Dimensions, Physical Properties – Metric Series Heavy Hexagon Nuts ASTM A563M Thread Nut Dia and Thread Pitch F G H Dw C Total Runout of Bearing Surface FIM Width Across Flats Width Across Corners Thickness Bearing Face Dia Washer Face Thickness Max Min Max Min Max Min Min Max Min Max M12 x 1.75 21 20.16 24.25 22.78 12.3 11.9 19.2 0.8 0.4 0.38 M14 x 2 24 23.16 27.71 26.17 14.3 13.6 22 0.8 0.4 0.42 M16 x 2 27 26.16 31.18 29.56 17.1 16.4 24.9 0.8 0.4 0.47 M20 x 2.5 34 33 39.26 37.29 20.7 19.4 31.4 0.8 0.4 0.58 M22 x 2.5 36 35 51.57 39.55 23.6 22.3 33.3 0.8 0.4 0.63 M24 x 3 41 40 47.34 45.2 24.2 22.9 38 0.8 0.4 0.72 M27 x 3 46 45 53.12 50.85 27.6 26.3 42.8 0.8 0.4 0.8 M30 x 3.5 50 49 57.74 55.37 30.7 29.1 46.6 0.8 0.4 0.87 M36 x 4 60 58.8 69.28 66.44 36.6 35 55.9 0.8 0.4 1.05 M42 x 4.5 70 67.9 80.83 77.41 42 40.4 64.5 1 0.5 1.22 M48 x 5 80 77.6 92.38 88.46 48 46.4 73.7 1 0.5 1.4 M56 5.5 90 87.2 103.92 99.41 56 54.1 82.8 1 0.5 1.57 M64 x 6 100 96.8 115.47 110.35 64 62.1 92 1 0.5 1.75 M72 x 6 110 106.4 127.02 121.3 72 70.1 101.1 1.2 0.6 1.92 M80 x 6 120 116.4 138.56 132.24 80 78 110.2 1.2 0.6 2.09 M90 x 6 135 130.5 155.58 148.77 90 87.8 124 1.2 0.6 2.36 M100 x 6 150 145 173.21 165.3 100 97.8 137.8 1.2 0.6 2.62
目录 1应用围 (4) 2安装方式 (4) 2.1本规所规定之铆螺母按如下方式进行安装: (4) 3铆螺母选型条件 (4) 3.1铆螺母螺纹的公称直径;如:M3~M12; (4) 3.2铆螺母头型; (4) 3.3铆螺母类型;盲孔或通孔,采用B和O进行标识,如C.FO、H.fB (5) 3.4需铆接工件的板厚; (5) 3.5需铆接工件的材质; (5) 4铆螺母安装孔的加工 (5) 5铆螺母安装要求 (6) 5.1安装时,铆螺母至少突出工件0.1mm。 (6) 5.2安装后收缩量(安装后测量,发现安装有问题的应当重新安装) (6) 5.3安装后铆螺母的特性及拉伸强度 (6) 6检验 (7) 6.1极限安装铆接强度检验 (7) 6.2铆螺母螺纹检验 (7) 6.3铆螺母化学成份检验 (8) 6.4外观检验 (8) 7标识、包装及运输 (8) 7.1标识 (8) 7.2包装及运输 (8)
8附1:C.FB型铆螺母 (9) 9附2:C.FO型铆螺母 (10) 10附3:H.fB型铆螺母 (11) 11附4:H.fO型铆螺母 (12) 12附5:H.FB型铆螺母 (13) 13附6:CDH.kT型铆螺母 (14)
1应用围 本规应用于地铁车辆铝合金车体上铆螺母的选型,规定了地铁铝合金车体常用铆螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2使用条件 铆螺母应能在下列环境条件下正常工作: 2.1环境温度为-40℃~+80℃; 2.2相对湿度为95%; 2.3相对于车辆的垂向、横向、纵向存在着频率为1~50Hz的正弦振动,其振动加速度 频率f为1~10 Hz时等于0.1fg,当频率f为10~50 Hz时等于1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大于3g(g为重力加速度)。 3安装方式 3.1本规所规定之铆螺母按图1所示方式进行安装:
D I N金属锁紧螺母型原 理与机械性能 集团企业公司编码:(LL3698-KKI1269-TM2483-LUI12689-ITT289-
全金属锁紧螺母简介1.锁紧形式 全金属锁紧螺母也称为全金属自锁螺母,主要锁紧形式分为两种: a.靠螺母自身的螺纹变形位置起到锁紧防松功能,此类螺母统称为980-V型,常见形 式如下:端面三点式、椭圆式、侧面挤压式。 b.螺母内嵌金属锁紧片,靠锁紧圈起到防松作用,此类螺母称为980-M型,常见形式 如下: 2.锁紧原理 a.980-V型螺母的锁紧原理为:通过模具冲压,螺母本身的螺纹有3牙左右产生变 形,变形后螺母螺纹内径略小于螺栓螺纹外径。因此,螺母拧紧后螺纹之间的摩擦力远大于普通螺纹,可以起到有效的防松作用。 b.980-M型螺母的锁紧原理为:螺母内嵌经过热处理的金属片,该金属片内径略小于 螺栓螺纹外径,螺母拧紧后,金属片卡住螺栓螺纹,可以有效的起到防松、抗震的作用。 3.安装方法 锁紧螺母安装时必须借助工具拧紧(如棘轮扳手),不锈钢类螺母安装时建议预涂润滑脂防止在快速安装时出现螺母锁死问题。 4.使用建议 锁紧螺母可以重复使用,但不建议反复多次拆卸安装,多次拆卸安装后会造成螺母锁紧力矩出现明显的下降(拆装第五次要比第一次拆装有明显下降)。 5.机械性能
全金属锁紧螺母的机械性能要求与普通螺母的机械性能要求相同,常见等级碳钢类一般为8级、10级、12级,不锈钢类一般为70级、80级。 其中碳钢材质的螺母保载和硬度要求参照普通碳钢螺母标准执行,即可参照标准ISO898-1(碳钢螺母机械性能要求)进行验收。不锈钢类螺母仅参照碳钢螺母要求保载性能,不要求硬度。 锁紧螺母需参照执行ISO2320(预置扭矩锁紧螺母机械性能要求)标准规定的五次拧入拧出的力矩要求,以确保其锁紧性能。普通螺母则无此特殊要求。
DKBA0.480.1381 结构外购件技术要求 DKBA0.480.1381 REV.C 拉铆螺母技术要求 主要起草人:许志敏 审核人:周伟 会签人:斌、汪海清、徐艳丽 标准化审核人:洪霓玉 批准人:钟荣华 2010年10月20日发布2010年10月20日实施 华为技术 Huawei Technologies Co., Ltd. 所有侵权必究 All rights reserved
修订记录
目录 1 目的和适用围 (4) 1.1目的 (4) 1.2适用围 (4) 2 引用的相关标准 (4) 3 项目编码与建模命名 (4) 3.1项目编码 (4) 3.2建模命名 (5) 4 功能描述 (5) 5 要求 (5) 5.1一般要求 (5) 5.1.1结构和外形尺寸 (5) 1)封闭型沉头六角拉铆螺母(BCH) (6) 2)通孔小沉头六角拉铆螺母(SCH) (6) 3)封闭型平头拉铆螺母(BF) (7) 5.1.2 材料工艺 (7) 5.1.3 使用环境 (8) 5.1.4 环保要求 (8) 5.2性能要求及检验方法 (8) 5.2.1 防腐蚀性能: (8) 5.2.2机械结构性能: (9) 6 检验规则 (10) 7 说明 (10) 图目录 图1 拉铆枪尺寸 (5) 图2 封闭型沉头六角拉铆螺母尺寸图 (6) 图3 通孔小沉头六角拉铆螺母图 (6) 图4 封闭型平头拉铆螺母图 (7) 图5 拉铆螺母粘胶密封图 (8) 图6 拉铆螺母变种结构图 (8) 图7 测试加载图 (9) 表目录 表1 通孔小沉头六角拉铆螺母尺寸 (7) 表2 封闭型平头拉铆螺母尺寸 (7) 表3 拉铆螺母抗拉力、抗推力及抗扭矩要求 (9)
常用螺母材料,螺母的材料及螺栓螺母材料 一、螺栓、螺钉和螺柱的材料要求(GB/)性能等级材料和热处理化学成分,% 回火 温度℃ min C P max S max B1) max min max 碳钢————————————低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火 425 低碳合金钢(如硼、锰或铬),淬火并回火或中碳钢,淬火并回火 425 、6) 低碳 合金钢(如硼、锰或铬),淬火并回火) 340 中碳钢,淬火并回火或低、中碳合金钢 (如硼、锰或铬),淬火并回火或合金钢淬火并回火7) 425 、8)、9)合 金钢,淬火并回火7) 380 1)硼的含量可达%,其非有效硼可由添加钛和(或)铝控 制。 2)这些性能等级答应采用易切制造,其硫,磷及铅的最大含量为:硫%;磷%;铅%。 3) 为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对级规定的钢。 4)含碳量 低于%(桶样分析)的低碳合金钢的锰最低含量为:级:%;、和级:%。 5)该产品应在性能 等级代号下增加一横线标志。级应符合对级规定的所有性能,而较低的顺火温度对其在提讥 温度的条件下,将造成不同程度的应力削弱。 6)用于该性能等级的材料应具有良好的淬透 性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。 7)合金钢 至少应含有以下远素中的一种元素,其最小含量为:铬%;镍%;钼%;钒% 8)考虑承受抗拉 应力,级的表面不答应有金相能测出的白色磷聚集层。 9)该化学成分和回火温度尚在调查 研究中。二、螺母 1.螺母(精牙螺纹)的材料技术要求(GB/)性能等级化学成分,% C max Mn min P max S max 41)、51)、61)———— 8、9 041) 102) 051) 122) —— 1)该性能等级可以用易切钢制造(供需双方另有协议除外),其硫、磷及铅的最大 含量为:硫%;磷%;铅%. 2)为改善螺母的机械性能,必要时可增添合金元素。性能等级 为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。 2.螺母(细牙螺纹) 的材料技术要求(GB/)性能等级化学成分:% C max Mn min P max S max 51)、6 ———— 82) 041) 102) 052) 122) —— 1)该性能等级可以用易切钢制造(供需双方 另有协议除外),其硫、磷及铅的最大含量为:硫%;磷%;铅%. 2)为改善螺母的机械性能, 必要时可增添合金元素。性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回 火处理。 3.铆螺母的材料(GB/)产品材料标准号钢平头、沉头、小沉头、1200小沉 头及平头六角铆螺母 08F GB/T699 ML10 GB/T6478 铝合金平头及沉头铆螺母 5056(原 LF5-1) GB/T3190 6061(原LD30) 4.有效力矩型钢六角锁紧螺母的材料技术要求()制 造螺母体的材料应与螺母(粗牙螺纹)的材料相同。制造金属或非金属嵌件的材料由制造 者确定。三、紧定螺钉的材料技术要求(GB/)性能等级材料热处理化学成分,% C P max S max min max 14H 碳钢1)、2)———— 22H 碳钢3)淬火并回火—— 33H 碳 钢3)淬火并回火—— 45H 合金钢3)、4)淬火并回火 1)使用易切钢时,其铅、 磷及硫的最大含量为:铅%;磷%;硫% 2)方头紧定螺钉答应表面硬化。 3)可以采用最大含 铅量为%的钢材。 4)应含有一种或多种铬、镍、钼、钒或硼合金元素。注:性能等级45H 的紧定螺钉在能满足GB/标准中第条规定的保证扭矩要求时,亦可采用其他材料制造。四、 耐热用螺纹连接副()适用于既能随高温、交变载荷,又要在相当大的程度上保持预紧力 和耐疲惫强度的工况条件下使用的紧固件材料要求。 1.用于大于+300℃的材料,见表。持 续工作的极限温度(参考)℃螺栓、螺柱螺母材料牌号标准牌号材料牌号标准牌号 400 35A 45 GB699 35 GB699 500 30CrMo 35CrMo 35CrMoA GB3077 35、45 GB699 20CrMoA GB3077 510 21CrMoV 20CrMoA 35CrMoA GB3077 550 20CrMoV 21CrMoV 30CrMo 35CrMo GB3077 570
I C S21.060.10 J13 中华人民共和国国家标准 G B/T3098.21 2014 代替G B/T3098.21 2008 紧固件机械性能不锈钢自攻螺钉 M e c h a n i c a l p r o p e r t i e s o f f a s t e n e r s S t a i n l e s s s t e e l t a p p i n g s c r e w s (I S O3506-4:2009,M e c h a n i c a l p r o p e r t i e s o f c o r r o s i o n-r e s i s t a n t s t a i n l e s s s t e e l f a s t e n e r s P a r t4:T a p p i n g s c r e w s,MO D) 2014-06-24发布2015-03-01实施 中华人民共和国国家质量监督检验检疫总局 中国国家标准化管理委员会发布
中华人民共和国 国家标准 紧固件机械性能不锈钢自攻螺钉 G B/T3098.21 2014 * 中国标准出版社出版发行 北京市朝阳区和平里西街甲2号(100029)北京市西城区三里河北街16号(100045)网址:w w w.s p c.o r g.c n 服务热线:400-168-0010 2014年7月第一版 * 书号:155066四1-49327 版权专有侵权必究
G B/T3098.21 2014 前言 G B/T3098‘紧固件机械性能“包括以下部分: G B/T3098.1紧固件机械性能螺栓二螺钉和螺柱; G B/T3098.2紧固件机械性能螺母粗牙螺纹; G B/T3098.3紧固件机械性能紧定螺钉; G B/T3098.4紧固件机械性能螺母细牙螺纹; G B/T3098.5紧固件机械性能自攻螺钉; G B/T3098.6紧固件机械性能不锈钢螺栓二螺钉和螺柱; G B/T3098.7紧固件机械性能自挤螺钉; G B/T3098.8紧固件机械性能 -200?~+700?使用的螺栓连接零件; G B/T3098.9紧固件机械性能有效力矩型钢锁紧螺母; G B/T3098.10紧固件机械性能有色金属制造的螺栓二螺钉二螺柱和螺母; G B/T3098.11紧固件机械性能自钻自攻螺钉; G B/T3098.12紧固件机械性能螺母锥形保证载荷试验; G B/T3098.13紧固件机械性能螺栓与螺钉的扭矩试验和破坏扭矩公称直径1~10m m; G B/T3098.14紧固件机械性能螺母扩孔试验; G B/T3098.15紧固件机械性能不锈钢螺母; G B/T3098.16紧固件机械性能不锈钢紧定螺钉; G B/T3098.17紧固件机械性能检查氢脆用预载荷试验平行支承面法; G B/T3098.18紧固件机械性能盲铆钉试验方法; G B/T3098.19紧固件机械性能抽芯铆钉; G B/T3098.20紧固件机械性能蝶形螺母保证扭矩; G B/T3098.21紧固件机械性能不锈钢自攻螺钉; G B/T3098.22紧固件机械性能超细晶非调质钢螺栓二螺钉和螺柱三 本部分是G B/T3098的第21部分三 本部分按照G B/T1.1 2009给出的规则起草三 本部分代替G B/T3098.21 2008‘紧固件机械性能不锈钢自攻螺钉“三 本部分与G B/T3098.21 2008相比主要变化如下: 在环境温度为15?~25? ,改为 在环境温度为10?~35? (见第1章,2008版 第1章); 以 硬度等级 代替 性能等级 (见第1章,2008年版的第1章); 新增 自攻螺钉按G B/T5267.4钝化处理,可增加标记 P (见图1); 调整了包装标识要求,新增 标志或标签应包括制造者和/或经销者商标(或识别标志) 和 按 G B/T90.3规定的生产批号 (见3.2.4); 调整了表面精饰要求,新增 按特殊定单制造的自攻螺钉,应有附加标志,并且既适用于自攻螺 钉,也适用于标签三但从仓库发送的自攻螺钉,该附加标志仅适用于标签三 (见3.3); 新增 注:表2给出的化学成分与G B/T3098.6 2014表1相应组别的化学成分是一致的三 (见第4章)三 本部分修改采用I S O3506-4:2009‘耐腐蚀不锈钢紧固件机械性能第4部分:自攻螺钉“(英文 Ⅰ
Re:螺栓螺母的等级8.8 8.0级这表示的是什么意思啊? 对统一英制螺纹,外螺纹有三种螺纹等级:1A、2A和3A级,内螺纹有三种等级1B、2B和3B级,全部都是间隙配合。等级数字越高,配合越紧。 1、1A和1B级,非常松的公差等级,其适用于内外螺纹的允差配合。 2、2A和2B级,是英制系列机械紧固件规定最通用的螺纹公差等级。 3、3A和3B级,旋合形成最紧的配合,适用于公差紧的紧固件,用于安全性的关键设计。 公制螺纹,外螺纹有三种螺纹等级:4h、6h和6g,内螺纹有三种螺纹等级:5H、6 H、7H。螺纹配合最好组合成 H/g、H/h或G/h,对于螺栓、螺母等精制紧固件螺纹,标准推荐采用6H/6g的配合. 碳钢:强度等级标记代号由“?”隔开的两部分数字组成。标记代号中“?”前数字部分的含义表示公称抗拉强度,如4.8级的“4”表示公称抗拉强度400N/MM2 的1/100。标记代号中“?”和点后数字部分的含义表示屈强比,即公称屈服点或公称屈服强度与公称抗拉强度之比。如4.8级产品的屈服点为320 N/mm2。 不锈钢产品强度等级标志由“—”隔开的两部分组成。标志代号中“—”前符号表示材料。如:A2,A4等标志“—”后表示强度,如:A2-70 碳钢:公制螺栓机械性能等级可分为:3.6、4.6、4.8、5.6、5.8、6.8、8.8、9.8、10.9、12.9共10个性能等级。 不锈钢分为 60,70,80( 奥氏体);50,70,80,110(马氏体);45,60(铁氏体)三类 螺栓和螺母的性能等级不能一样,螺栓选A2-70,螺母选A1-50。A2-50 一般按等强度原则,8.8级螺栓选8级螺母,10.9级螺栓选10级螺母. 不锈钢紧固件锁死原因及对策 一、不锈钢螺栓、螺母配合螺纹锁死原因分析: 1、材料的本质原因:锁死或称咬死,常常发生在不锈钢、铝合金及钛合金制的紧固件螺纹上,这几类的金属合金具有良好的延展性,与碳钢具有本质的差别;本身具有防锈蚀的特性,会在表面受损伤时,在金属表面产生一层薄薄的氧化层(以奥氏体不锈钢而言,就是氧化铬)来防止进一步更深入的锈蚀。当不锈钢紧固件被锁紧时,牙纹间所产生的压力与热力会破坏并抹去其间的氧化铬层,使得金属牙纹直接发生阻塞/剪切,进而发生黏着的现象。当黏着的现象持续发生时(通常
全金属锁紧螺母简介 1.锁紧形式 全金属锁紧螺母也称为全金属自锁螺母,主要锁紧形式分为两种: a.靠螺母自身的螺纹变形位置起到锁紧防松功能,此类螺母统称为980-V型, 常见形式如下:端面三点式、椭圆式、侧面挤压式。 b.螺母内嵌金属锁紧片,靠锁紧圈起到防松作用,此类螺母称为980-M型,常 见形式如下: 2.锁紧原理 a.980-V型螺母的锁紧原理为:通过模具冲压,螺母本身的螺纹有3牙左右产生 变形,变形后螺母螺纹内径略小于螺栓螺纹外径。因此,螺母拧紧后螺纹之间的摩擦力远大于普通螺纹,可以起到有效的防松作用。 b.980-M型螺母的锁紧原理为:螺母内嵌经过热处理的金属片,该金属片内径略 小于螺栓螺纹外径,螺母拧紧后,金属片卡住螺栓螺纹,可以有效的起到防松、抗震的作用。 3.安装方法 锁紧螺母安装时必须借助工具拧紧(如棘轮扳手),不锈钢类螺母安装时建议预涂润滑脂防止在快速安装时出现螺母锁死问题。 4.使用建议
锁紧螺母可以重复使用,但不建议反复多次拆卸安装,多次拆卸安装后会造成螺母锁紧力矩出现明显的下降(拆装第五次要比第一次拆装有明显下降)。 5.机械性能 全金属锁紧螺母的机械性能要求与普通螺母的机械性能要求相同,常见等级碳钢类一般为8级、10级、12级,不锈钢类一般为70级、80级。 其中碳钢材质的螺母保载和硬度要求参照普通碳钢螺母标准执行,即可参照标准ISO 898-1(碳钢螺母机械性能要求)进行验收。不锈钢类螺母仅参照碳钢螺母要求保载性能,不要求硬度。 锁紧螺母需参照执行ISO 2320(预置扭矩锁紧螺母机械性能要求)标准规定的五次拧入拧出的力矩要求,以确保其锁紧性能。普通螺母则无此特殊要求。
目录 1 应用围 (3) 2 安装方式 (3) 2.1 本规所规定之钏螺母按如下方式进行安装: (3) 3 钏螺母选型条件 (4) 3.1 锄螺母螺纹的公称直径;如:M3~M12 (4) 3.2 锄螺母头型; (4) 3.3 钏螺母类型;盲孔或通孔,采用B和。进行标识,如C.FO、H.fB (4) 3.4 需锄接工件的板厚; (5) 3.5 需锄接工件的材质; (5) 4 锄螺母安装孔的加工 (5) 5 锄螺母安装要求 (6) 5.1 安装时,锄螺母至少突出工件0.1mm (6) 5.2 安装后收缩量(安装后测量,发现安装有问题的应当重新安装)6 5.3 安装后钏螺母的特性及拉伸强度 (7) 6 检验 (8) 6.1 极限安装锄接强度检验 (8) 6.2 锄螺母螺纹检验 (8) 6.3 锄螺母化学成份检验 (9) 6.4 外观检验 (9) 7 标识、包装及运输 (9) 7.1 标识 (9) 7.2 包装及运输 (9)
8 附1: C.FB型锄螺母 (11) 9 附2: C.F。型锄螺母 (12) 10 附3: H.fB型锄螺母 (14) 11 附4: H.fO型锄螺母 (15) 12 附5: H.FB型锄螺母 (16) 13 附6: CDH.kT型锄螺母 (17)
本规应用丁地铁车辆铝合金车体上钏螺母的选型,规定了地铁铝合金车体常用钏螺母的代号、基本尺寸、材料等。型号及尺寸见附件。 2 使用条件 钏螺母应能在下列环境条件下正常工作: 2.1 环境温度为-40 C?+ 80 C ; 2.2相对湿度为95%; 2.3相对丁车辆的垂向、横向、纵向存在着频率为1?50Hz的正弦振动,其振动加速度 频率f为1?10 Hz时等丁0.1fg,当频率f为10?50 Hz时等丁1g;因车辆连挂时的冲击,沿机车纵向激起的加速度不大丁3g (g为重力加速度)。 3 安装方式 3.1本规所规定之钏螺母按图1所示方式进行安装:
紧固件机械性能常用术语 扭矩( Torque ) 扭矩是一种产生旋转的力量. 下面是一些最普通的扭矩的事例: 1.给表上弦2. 旋开瓶盖3. 旋转门把手4. 拧入螺丝. 扭矩在大多数的应用场合都需要着重考虑. 下面四种扭矩有着些微小的差别. 1.驱动扭矩( Driving Torque ) 2.锁紧扭矩( Seating Torque ) 3.松动扭矩( Break away Torque ) 4.预置扭矩( Prevailing Torque ) 所有这些扭矩在实际应用中都会遇到, 但不同的使用状况其重 要性不相同. 1.驱动扭矩—使机件组合在一起必须的施予之旋转力量. 2.锁紧扭矩—使机件组合达到预先设定的松紧程度所需要的力量. 3.松动扭矩—使组合在一起的机件分离所必需要的施予之旋转力量. 4.预置扭矩—在紧固件上设置的一种特性, 使紧固件在一锁入配 合螺纹工件即因磨擦力产生阻力以达成防松的目的, 克服该磨擦力矩所需要的驱动旋转力矩即称为预置扭矩. 驱动力矩: 驱动扭矩在螺丝切削, 螺丝滚制和自锁机件应用中是主要考虑的问题. 作为旋转机件必须的最大力, 要求是必须的. 过高的驱动扭矩会使旋转失效和旋转失败, 所有这些将增加紧固件的成本, 所以尽可能地降低驱动扭矩是十分必要的. 这需求就引导出另一个工程要求”驱动-拉脱比”. 它是驱动紧固件需要的扭矩值与抗脱或破坏所配合的内螺纹所需扭矩值的关系, 此值范围越大, 越有利于减少装配不良, 重复装配和降低相应的成本, 紧固件便越适用. 对于螺纹滚制自攻螺丝而言, 其要求的驱动-拉脱比( Drive to Strip Ratio )为1 : 3, 即有一个单位的驱动扭矩, 就需要有三个单位的抗拉脱强度的配合螺纹强度.