环缝焊机机械设计方案说明
机械完成指标要求;
1. 完成对长度为1000mm 的柱形钢管的焊接,钢管直径在20mm-200mm 之间。
2. 焊接位置不定,要求焊枪能够在小范围内进行左右和上下移动。
3. 焊接时的转动一圈的时间在3-4min 之间,要求设计合理的减速装置。
4. 要求焊接时,钢管能在竖直平面能转动,转动角度≥90°。
机械结构设计说明;
1. 环缝焊机整体结构说明
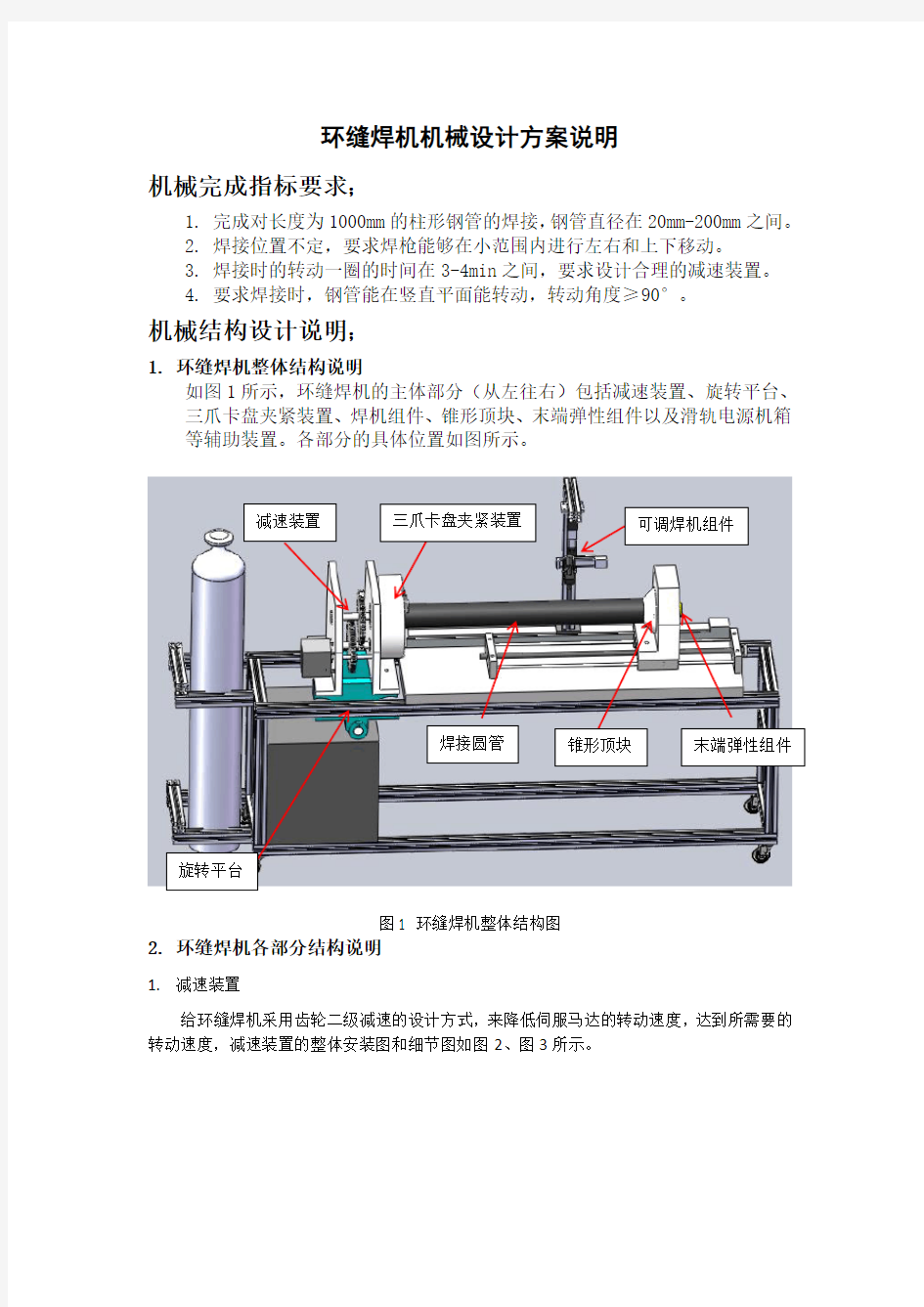
如图1所示,环缝焊机的主体部分(从左往右)包括减速装置、旋转平台、三爪卡盘夹紧装置、焊机组件、锥形顶块、末端弹性组件以及滑轨电源机箱等辅助装置。各部分的具体位置如图所示。
图1 环缝焊机整体结构图
2. 环缝焊机各部分结构说明
1. 减速装置
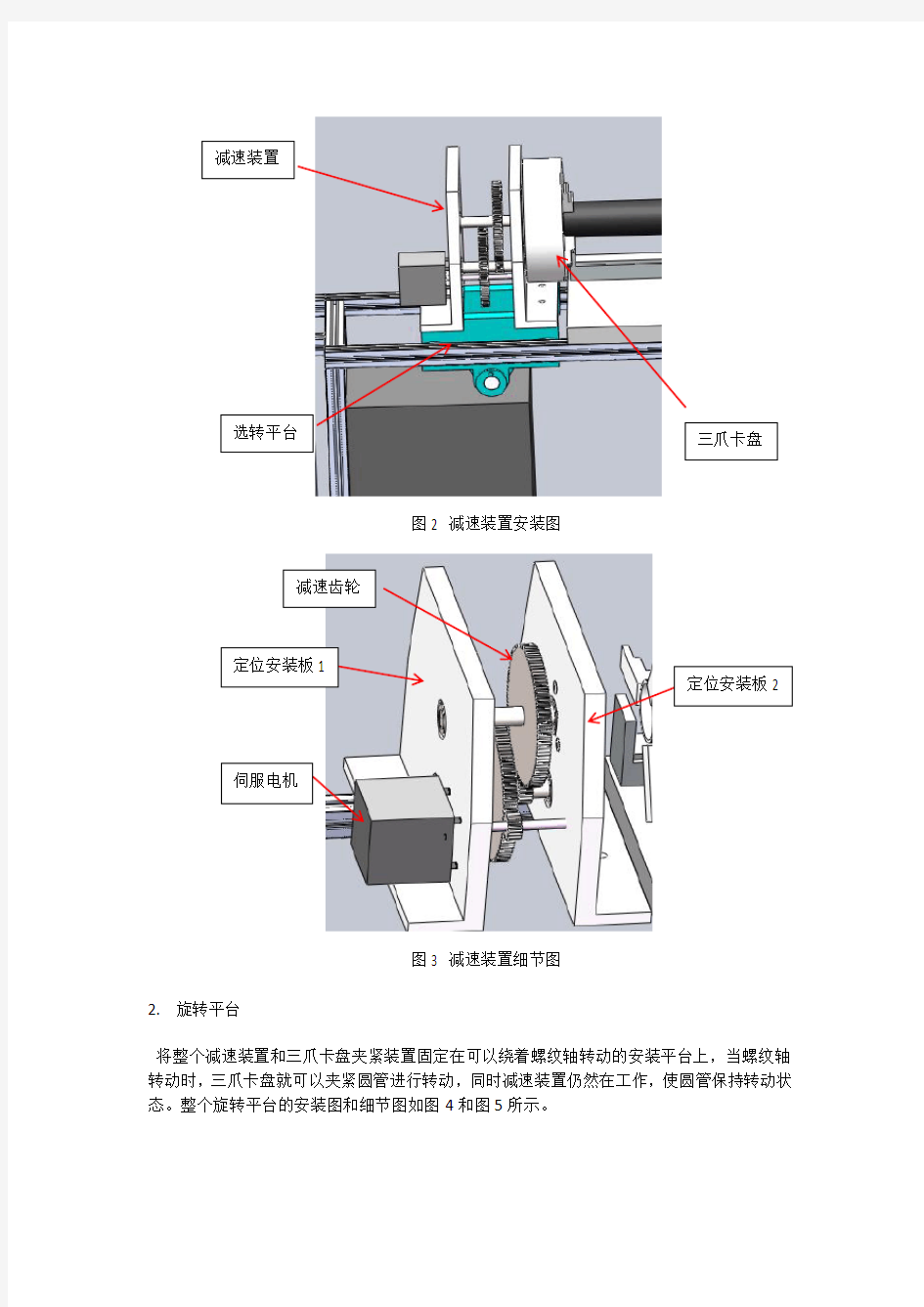
给环缝焊机采用齿轮二级减速的设计方式,来降低伺服马达的转动速度,达到所需要的转动速度,减速装置的整体安装图和细节图如图2、图3所示。
减速装置
三爪卡盘夹紧装置
可调焊机组件
旋转平台
锥形顶块 末端弹性组件
焊接圆管
减速装置
选转平台三爪卡盘
图2 减速装置安装图
减速齿轮
定位安装板1
定位安装板2 伺服电机
图3 减速装置细节图
2.旋转平台
将整个减速装置和三爪卡盘夹紧装置固定在可以绕着螺纹轴转动的安装平台上,当螺纹轴转动时,三爪卡盘就可以夹紧圆管进行转动,同时减速装置仍然在工作,使圆管保持转动状态。整个旋转平台的安装图和细节图如图4和图5所示。
图4 转动平台安装图
图5 转动平台细节图
3. 圆管固定装置
整个圆管夹紧装置包括左端的三爪卡盘和右端的锥形顶块,利用左端的三爪卡盘来夹紧圆管,同时为防止圆管在竖直平面由于重力影响发生偏斜,右端利用锥形顶尖顶紧,最后为了便于更换圆管,将锥形顶块及其安装板固定在丝杆螺纹副上,通过转动右端舵盘,即可实现快速跟换圆管,整个固定装置整体图如图6所示。
减速装置
旋转平台 三爪卡盘
铝合金机架
旋转舵盘 固定安装板
减速装置连接板
螺纹轴
图6圆管固定装置安装图
左端的三爪卡盘在夹紧圆管,同时减速装置的输出轴通过轴承、法兰来带动三爪卡盘,使得在焊接过程中,三爪卡盘带动圆管转动,三爪卡盘的基本细节图如图7所示。右端的锥形顶块通过轴承和顶棍固定在安装板上,在焊接过程中随圆管的转动1而转动,该锥形顶尖的细节图如图8所示。
图7三爪卡盘夹紧装置细节图
三爪卡盘
焊接圆管
焊枪组件
锥形顶块
安装板
丝杆螺母副
齿轮输出轴
固定安装板2
止推轴承
法兰
三爪卡盘
环缝焊机安全操作作业指导书 1.0. 目的: 1.1. 制定本规程,确保环缝焊机的安全运行处于受控状态,保证产品的稳定性和可靠性。 2.0. 范围: 2.1. 本规程适用于环缝焊机的安全运行和操作以及新员工培训之用. 3.0. 安全须知: 3.1. 本设备要求操作人员应有熟练的焊接操作技术及一定程度的电工安全知识,所有作 业必须接受专业培训后进行。 3.2. 必须熟悉设备的“操作”和“急停”按钮的位置,了解环焊机的功能及相关的安全 预防措施。 3.3. 操作人员操作前必须认真阅读使用说明书,按程序操作,非操作人员不得擅自开机 操作。 3.4. 操作人员必须佩带人体安全预防用品,如安全帽、护目镜、防火衣,安全手套等。 3.5. 不得穿戴宽松衣服操作,不得使用披肩、手镯等物品,以免带来隐患。 3.6. 本机要有标准的安全接地,操作人员应与大地和工件绝缘。 3.7. 保证焊接回路安全可靠。 3.8. 本机焊接时有强光并伴有烟气出现,烟气有害健康,工作场地应有通风,排气设备。 3.9. 焊接地的飞溅会引起火灾,因此工作场地不能有易燃物品。 3.10. 电气柜、焊接电源等带强电部位,通电工作时,不得违规操作和接触,以防止触电。 3.11. 非具有专业资格的人员不得维修和改动本设备。 4.0. 操作和使用: 4.1. 根据焊接的材质,厚度,选用焊丝及保护气体来确定焊机的参数,在焊机电源上设 定。
4.2. 根据工艺要求,接好混合气体并调整好气体流量。 4.3. 将电器箱上的电源开关合上,电源接通,电源指示灯亮。 4.4. 在操控盒上按对应的按钮,检测旋转机构、气缸伸缩等,注意限位开关是 否正常工作,若发现有任何一路发生卡阻及异常情况,要立即使用急停按钮,切断 电源,使所有的接触器都处于断路状态,然后维修,确保人身安全。 4.5. 将操控箱面板上的状态开关至手动位,将待焊接产品及工装放如相应位置,按下进 枪按钮,调节焊枪位置。 4.6. 焊机在作各种功能的运行时不得出现抖动,停顿或异常声响,如有应立即停车,检 查排除故障。 4.7. 设备使用完毕后,将焊接头移至合适位置,然后切断电源。 5.0. 工艺参数控制要求: 5.1. 电流:3-5A;时间:1-2秒;气压:0.3-0.8MPA,休止时间:0.1秒. 6.0. 维护保养及注意事项: 6.1. 每台设备必须接地线,以保障安全。 6.2. 当设备发生故障时,应立即切断电源,然后进行检查维修,方可继续使用。 6.3. 定期检查机器旋转机构、气缸运行情况。 6.4. 发现传动机构有不正常现象,如振动、异常声响,卡阻等,应立即停止使用,检查 修复。 6.5. 维修电气部分时,必须由电气专业人员执行,以确保安全。 6.6. 经常检查主插头、主电缆、焊枪和负极连接是否受损,是否牢固。
环缝电脑自动焊接设备(使用前请详细阅读本说明书) 使 用 说 明 书
尊敬的用户: 欢迎您使用本公司设计制作的环缝电脑自动焊接设备。本设备主要采用直流或直流脉冲电流焊接不锈钢,冷轧板等金属的水平圆周焊接,焊缝光洁美观,焊缝强度高,操作简单,是必不可少的专用设备。 一、结构: 该设备有以下几部分组成:主机、焊接电源、气源、移动尾架气动进退装置、工件升降、焊枪上下气动控制系统、电器控制系统等组成。下面分别予以叙述: (一)、主机: 主机是该设备的主体结榴弹,由全部钢结构焊接而成。机体电源电压为:220VAC,0.75KW,采用变频调速电机,通过多级减速和变频调速控制,工作频率在0-50HZ之间,实现无级调速。 (二)、焊接电源: 本设备采用逆变精密脉冲直流氩弧焊机WSM-315(数显)作为焊接电源(50/60HZ)。电流调节范围5-315A连接可调。具有电流递增、电流衰减、脉冲电流频率快力量对比、滞后关气等功能。祥见逆变精密脉冲直流氩弧焊机WSM-315A(数显)使用说明书。(三)、气源: 使用经过过滤的压缩空气作为气源,压力调节为:0.4-0.6MPA (偏大为直),油雾器采用7#机械油(缝纫机油)润滑,要经常检查和添加7#机械油,放掉积水,确保气缸使用寿命,禁止无油操作本机。
(四)、移动尾架气动进退装置: 采用亚德客气动元件。由电磁气阀、单向节流阀、气缸、进出气接口、直流导轨、调节机构等构成。 (五)、工作升降控制系统: 该部分由手动式气动开关、气缸、进出气接口、地址导轨、升降调节机构等组成。手动式气动开关安装在主机箱体上,操作简单、快捷。手动阀向上则升,反之则降。 (六)、焊枪上下,销紧气动控制系统: 该部分是通过可调式上下气缸控制焊枪升降。焊枪对准焊缝时,按下控制面板上“锁紧”按钮,通过锁紧气缸将焊枪固定在直线导轨上。并细调三维调节机构,使焊枪和拖罩对准焊缝焊接。(七)、电器控制系统: 采用台湾中达公司的PLC等电器元件组成。可以根据工作需要设定修改工作参数。操作简洁,方便。动作状态如下: (A)手动状态:各按钮动能见“控制面板简介”说明。将“手动、自动开关”处于“手动”状态。“检气”为氩气背气保护开 关,按一下则开,再按一下则关;“正转”或“反转”按钮 使电机正转或反转;“点焊”按钮;按一下则引燃焊接电弧, 再按一下则停止焊接;“焊枪”按钮按一下则上,再按一下 则停止焊接;“焊枪”按钮按一下则上,再按一下则下;“锁 紧”按钮按一下则按一下锁紧焊枪位置,再按一则松开。
环缝焊机安全操作作业指导书 (新版) Security technology is an industry that uses security technology to provide security services to society. Systematic design, service and management. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0071
环缝焊机安全操作作业指导书(新版) 中山市小榄镇泰阳模具塑胶制品厂 支持性文件 文件编号:WI-SC-20 版本:A/0 生效日期:2012.09.15 文件名称 环缝焊机安全操作作业指导书 页码:1/2 1.0.目的: 1.1.制定本规程,确保环缝焊机的安全运行处于受控状态,保证产品的稳定性和可靠性。 2.0.范围:
2.1.本规程适用于环缝焊机的安全运行和操作以及新员工培训之用. 3.0.安全须知: 3.1.本设备要求操作人员应有熟练的焊接操作技术及一定程度的电工安全知识,所有作业必须接受专业培训后进行。 3.2.必须熟悉设备的“操作”和“急停”按钮的位置,了解环焊机的功能及相关的安全预防措施。 3.3.操作人员操作前必须认真阅读使用说明书,按程序操作,非操作人员不得擅自开机操作。 3.4.操作人员必须佩带人体安全预防用品,如安全帽、护目镜、防火衣,安全手套等。 3.5.不得穿戴宽松衣服操作,不得使用披肩、手镯等物品,以免带来隐患。 3.6.本机要有标准的安全接地,操作人员应与大地和工件绝缘。 3.7.保证焊接回路安全可靠。 3.8.本机焊接时有强光并伴有烟气出现,烟气有害健康,工作
环缝焊机机械设计方案说明 机械完成指标要求; 1. 完成对长度为1000mm 的柱形钢管的焊接,钢管直径在20mm-200mm 之间。 2. 焊接位置不定,要求焊枪能够在小范围内进行左右和上下移动。 3. 焊接时的转动一圈的时间在3-4min 之间,要求设计合理的减速装置。 4. 要求焊接时,钢管能在竖直平面能转动,转动角度≥90°。 机械结构设计说明; 1. 环缝焊机整体结构说明 如图1所示,环缝焊机的主体部分(从左往右)包括减速装置、旋转平台、三爪卡盘夹紧装置、焊机组件、锥形顶块、末端弹性组件以及滑轨电源机箱等辅助装置。各部分的具体位置如图所示。 图1 环缝焊机整体结构图 2. 环缝焊机各部分结构说明 1. 减速装置 给环缝焊机采用齿轮二级减速的设计方式,来降低伺服马达的转动速度,达到所需要的转动速度,减速装置的整体安装图和细节图如图2、图3所示。 减速装置 三爪卡盘夹紧装置 可调焊机组件 旋转平台 锥形顶块 末端弹性组件 焊接圆管
减速装置 选转平台三爪卡盘 图2 减速装置安装图 减速齿轮 定位安装板1 定位安装板2 伺服电机 图3 减速装置细节图 2.旋转平台 将整个减速装置和三爪卡盘夹紧装置固定在可以绕着螺纹轴转动的安装平台上,当螺纹轴转动时,三爪卡盘就可以夹紧圆管进行转动,同时减速装置仍然在工作,使圆管保持转动状态。整个旋转平台的安装图和细节图如图4和图5所示。
图4 转动平台安装图 图5 转动平台细节图 3. 圆管固定装置 整个圆管夹紧装置包括左端的三爪卡盘和右端的锥形顶块,利用左端的三爪卡盘来夹紧圆管,同时为防止圆管在竖直平面由于重力影响发生偏斜,右端利用锥形顶尖顶紧,最后为了便于更换圆管,将锥形顶块及其安装板固定在丝杆螺纹副上,通过转动右端舵盘,即可实现快速跟换圆管,整个固定装置整体图如图6所示。 减速装置 旋转平台 三爪卡盘 铝合金机架 旋转舵盘 固定安装板 减速装置连接板 螺纹轴
毕业设计 论文任务书 一、题目及专题: 1、题目立式环缝自动焊接机虚拟设计 2、专题 二、课题来源及选题依据 气电立焊是80年代发展起来的一种熔化极气体保护电弧垂直对接焊方法,采用药芯焊丝作熔化极,用能自动控制的上升系统带动焊枪进行连续焊接,在水冷滑块的强制成型作用下以CO2气体保护实现单面焊双面一次成型。 过去我国对气电立焊的设备主要依赖进口,并被广泛应用于石油天然气的储油罐建设这些设备,虽然性能良好但价格昂贵,国内一些中小企业无力购买,受进口设备和国内药芯焊丝技术不过关的制约,其应用范围和发展受到限制。所以,开发拥有我国自主知识产权的气电立焊设备,以解决困扰我国众多企业的焊接问题,成为当务之急。 在开发气电立焊设备的过程中,如果在设计初告段落时采用计算机虚拟技术进行运动仿真,将使产品设计更为可靠。采用计算机虚拟技术,将使得设计者在产品制造出来前即能看到产品的装配信息和运行状态,并能检测装配干涉,预先测得重要的运动参数,以便与设计要求进行对比,提高了设计可靠性,缩短产品的设计周期。由此可知,采用计算机运动仿真,将对气电立焊设备的设计开发产生重要的积极影响。
三、本设计(论文或其他)应达到的要求:本课题要求根据任务书完成立式环缝自动焊接机虚拟设计。这个课题能充分体现专业知识,对虚拟设计能力有较强锻炼。通过本课题的研究,我们需要达到的要求有: ①熟悉气电立焊的国内外历史及其发展前景; ②正确合理分析理解气电立焊原理、特点及其工艺特点和设备知识; ③了解立式环缝自动焊接机主要零部件的特点及作用; ④充分理解,明白各个零部件的位置及作用; ⑤对于虚拟设计,能够掌握各个部分的设计原则以及合理分析各因素对设计的影响; ⑥熟练运用Pro/ENGINEER软件。 四、接受任务学生: 班姓名 五、开始及完成日期: 自2012年11月12日至2013年5月25日 六、设计(论文)指导(或顾问): 指导教师签名 签名
目录 前言 (1) 1 绪论 (3) 1.1 我国焊接技术的发展水平 (3) 1.2 本课题的目的和研究意义 (4) 2 研究现状及设计目标 (6) 2.1 相近研究课题的特点及优缺点 (6) 2.2 现行研究存在的问题及解决方法 (7) 2.3 本课题要达到的设计目标 (80) 3 焊接过程中要解决的几个问题 (9) 3.1 需要解决的问题 (9) 3.2 具体实现中采用的技术及分析 (9) 3.2.1 焊接裂纹 (9) 3.2.2 未焊透 (13) 3.2.1 夹渣 (13) 3.2.2 气孔 (14) 3.2.1 焊缝外观缺陷 (14) 4 系统结构与模型 (17) 4.1 结构特点及主要技术参数 (17) 4.2 整体结构与原理 (17) 4.2.1 整体结构 (17)
4.2.2 技术原理 (18) 5 系统各部分实现方法及部件选择 (20) 5.1 系统各部分实现方法及部件选择 (20) 5.1.1 平台的升降 (20) 5.1.2 伸缩臂进给 (23) 5.1.3 台车的运行 (24) 5.2 设计实现策略及算法描述 (25) 5.2.1 驱动伸缩臂的齿轮校核 (25) 5.2.2 行走机构计算 (25) 5.2.3 升降机构计算 (29) 5.2.4 伸缩机构计算 (32) 6 设计中的注意事项及环形缝焊机的未来展望 (34) 6.1 设计中的注意事项 (36) 6.2 环缝焊机的发展前景 (36) 6.2.1 爬行小车式焊管机 (36) 6.2.2 长输管道自动焊接机 (36) 6.2.3 环缝焊机焊头自动跟踪系统 (38) 6.2.4 焊接机器人 (39) 7 结束语 (40) 致谢 (41) 参考文献 (42)
CSW-600卧式单枪环缝焊接技术方案 (编号:20110729B) 编制: CSW-600卧式单枪环缝焊接专机技术方案 一、设备用途:设备可以满足的焊接工件参数及焊接工艺要求(根据客户要求设计) 1、工件直径范围:300-600mm,工件长度范围:≤1500mm;工件最大重量:≤200kg,材质:碳钢、 不锈钢,材料厚度范围:2-6mm; 2、工件先组对点焊;焊缝同心度、错边量不大于板厚的10%; 3、焊前要去油污、锈蚀等杂物; 4、焊接形式:单枪TIG+填丝焊、MIG/MAG焊 5、夹具部分:专机配前花盘、后配尾顶,客户自配夹具 6、重要提示:本方案没有配置焊缝跟踪器,对工件组对的同心度、平行度等尺寸精度要求较高, 否则需要靠人工调整焊接过程,方能达到良好的焊接效果。 二、CSW-600环缝自动焊接机床示意图:
CSW环缝焊接专机(实际为单枪)示意图 (仅供说明方案用,实际以最终设计为准) (一)用途介绍 CSW-600环缝自动焊接专用机床是针对环形焊缝施焊而设计的自动化焊接系统。该系统由焊接机床、焊接电源(另配)、直柄焊枪(另配)及PLC控制系统所组成;适用于碳钢、不锈钢工件的环缝及环型角焊缝焊接。 (二)机床基本构成及参数 该机床由底座、主动力驱动机构、龙门式焊枪支架及导轨、气动进枪机构及焊枪微调机构、可调式滚轮托架、气动尾顶、挡弧装置和进口LC控制系统所组成。采用较低的床身,工件装卸方便,使用是稳定性能好。将点焊装配好的工件放在滚轮托架上,前端有配花盘和用户提供的夹具夹紧,后端用气动尾顶或用户提供的夹具顶紧;根据焊接工艺调整好焊枪与水平旋转线的夹角,即可进行一系列焊接过程。焊接完毕后,焊炬气动回位,气动夹紧同时松开,可卸下工件。本机具有模拟及实焊等功能。控制中心采用进口原装PLC控制。 1、机床底座:采用直线设计,以优质钢板焊接的框架结构,台面上安装有尾顶导轨。机身总长约 为2600mm ,高度约350mm,保证主床头箱、尾座、焊枪支架精确放置;有效装夹工件的长度范围为500-1500 mm以内; 2、主动力驱动机构:动力驱动机构为箱式结构,安装在床身之上,采用交流齿轮减速电机驱动, 扭矩充分,电机功率大,主轴转速为0.15-1.5rpm无级调速,配备有专门焊接地线碳刷导电机
自动焊接机工作原理 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展. 自动焊接设备的构成: 自动焊接机由机械装置、供电装置、控制装置三大部分组成。为了适应焊接工艺要求,加压机构(焊钳)采用了双行程快速气压传动机构,通过切换行程控制手柄改变焊钳开口度,可分为大开和小开来满足焊接操作要求。通常状态为焊钳短行程张开,当把控制按钮切换到“通电”位置,扣动手柄开关则焊钳夹紧加压,同时电流在控制系统控制下完成一个焊接周期后恢复到短行程张开状态。 自动焊接机的主电力电路由电阻焊变压器、可控硅单元、主电力开关、焊接回路等组成。由于多种车型共线生产,焊钳要焊接高强度钢板和低碳钢薄板,焊钳枪臂要传递较大的机械力和焊接电流,因此焊钳的强度、刚度、发热要满足一定要求,并且要具有良好的导电和导热性,同时要求焊钳采用通水冷却,所以选择焊钳电极臂能够承受400kg压力的新型焊钳。 自动焊接设备的工作原理: 1.设备焊接电源形式的配置与比较 众所周知,焊缝质量的关键因素之一是焊接电源的配置。目前围内外有四种电源配置或焊接方法,为了择优选取,我们进行了对比分析。 (1)CO2气体保护电源(熔化极)利用CO2气体做保护。优点:CO2气体价格低、生产效率高、焊接电流密度大、焊件基体熔池深、熔化效率高、熔敷速度快,生产效率比手工焊高2~4倍,而且抗锈、抗裂性能好;缺点:大电流焊接时,焊接表面成形较差、飞溅较多,焊后需人工除掉粘在工件上的飞溅物。 (2)MIG气体保护焊(熔化极),利用氩气做保护。优点:焊接熔池深度大、焊接电弧稳定、焊缝成形好、生产效率高;缺点:因保护气体用氩气来实现焊接过程,氩气价格偏高且MIG焊接电源较CO2/MAG焊接
HF系列环缝自动焊接专机 HF系列环缝自动焊接专机主要用于不同尺寸规格的筒体、管件、轴、盘类产品的高品质环缝自动焊接,焊接工艺可采用PAW\TIG\MIG\MAG\SAW等多种方式,适用于碳钢、不锈钢、铝及铝合金、钛合金等材料的焊接,广泛应用于汽车、摩托车、家电、压力容器、五金制品以及工业加工等行业。配以专用夹具可适用于各种产品的高效自动化焊接,控制系统采用PLC+人性化触摸式操作界面,有效保证焊接质量,操作简单可靠。 设备特点: 1、焊接主机采用卧式机床结构,机床底座导轨、主轴箱及尾座焊接后退火去应力处理,保证结构件长期不变形; 2、机头旋转动作采用直流或交流减速电机驱动,精密齿轮副或蜗轮蜗杆副传动,转动平稳,焊接稳定可靠; 3、尾座采用气动伸缩顶紧,可消除或减少定位焊带来的不利影响; 4、气动尾座可沿床身导轨方向可调,可适应不同长度工件焊接要求; 5、焊接机头位置、角度手动可调,适应不同形状工件的自动焊接,保证焊枪处于最佳的焊接姿态; 6、连续焊、100%熔透焊缝、单面焊双面成型; 7、所有气管、电缆安放在拖链内,外观整洁美观,同时避免线缆断线。 8、节约操作时间,增加生产率; 9、减轻操作员的劳动强度; 10、减少焊接易损件成本。 设备技术参数 规格型号HF-500 HF-1000 HF-1500 HF-2000 HF-2500 HF-3000 适用工件(mm) 长度≤500 ≤1000≤1500≤2000≤2500≤3000 直径¢20-¢200 ¢30-¢300 ¢50-¢400 ¢100-¢500 ¢150-¢800 ¢200-¢1000 适用焊接工艺PAW/TIG/CO2/MIG/MAG/SAW 回转速度(rpm) 1-10 0.5-5 0.3-3 0.15-1.5 0.1-1 0.05-0.5
中英文中英文文献翻译-环缝自动焊机 一定义:环缝自动焊机是一种能完成各种圆形、环形焊缝焊接的通用自动焊接设备。可用于碳钢、低合金钢、不锈钢、铝及其合金等材料的优质焊接,并可选择氩弧焊(填丝或不填丝)、熔化极气体保护焊,等离子焊等焊接电源组成一套环缝自动焊接系统。可广泛地应用于液压油缸、汽车方向架、传动轴、贮气筒、化工及医疗容器、液化气罐、消防器材、矿山及生产线用滚筒及储液筒等产品的焊接。 根据工件形状大小不不同,可将环缝自动焊机分为以下几种:⒈a立式环缝自动焊机b卧式环缝自动焊机⒉焊接变位机⒊焊接操作机(又名焊接中心)⒋仿形环缝自动焊机。 下面将种焊机适用于哪种焊件,主要构造特点说明如下 ⒈a立式环缝自动焊机的表示方法:HF(L)其意为环缝(立),下面举一焊接环直径为200mm的型号技术参数如下 控制电源:单相220V,50HZ 结构形式:单立柱可倾式 倾斜调节方式:无级,蜗轮蜗杆调节 倾斜角度范围:0-±90度 可焊工件直径(mm):0~200 主轴转速:0~7rmp或0.5~14rmp 环缝焊接范围:0~1080度 焊枪气动行程:100 焊枪手动微调距离:x,y,z向60mm 集电环最大电流300A
立式环缝自动焊机是一种小巧、价廉物美、操作简单方便,能完成各种小型的圆形、环形焊缝焊接的通用自动焊接设备。其最大特点就是适用于一些小型工件的环缝焊接,而且工件不宜过,长如手指长短的工件较适合焊接。 主控制器采用运动控制器可编程控制器为核心控制单元,根据用户要求,可通过修改控制软件的程序及参数来调节设备的功能,实现圆形、半圆形、分段多段圆弧、环形焊缝的焊接,使整个设备具有很强的智能性和柔性,是一个具有较高档次,较高性价比和可靠性的控制器。该控制器具有手动调节和自动焊接控制功能;回转机构由直流伺服电机驱动,无级调节焊接速度,焊接速度由控制面板上的数显显示;采用独立的调速电路,焊缝的搭接量可预先数码设定,焊后焊枪高速复位;该控制器可根据焊接工艺要求采用多种控制输出信号选择和输出接口,具有抗干扰强、可靠性高、调速稳定、操作方便、自动化程度高等特点,可广泛地应用环形焊缝工件的焊接控制 b卧式环缝自动焊机 卧式环缝自动焊机与立式环缝自动焊机相比,其对焊件的长度没有过多的限制.三、四米的长管都可轻松焊接。该设备可广泛地应用于液压油缸、汽车方向架、传动轴、贮气筒、化工及医疗容器、液化气罐、消防器材、矿山及生产线用滚筒及储液筒等产品的焊接。 性能特点: 床身采用卧式结构,由焊接结构件经退火后精加工而成,保证床身导轨不变形; 回转机头采用直流电机或交流变频电机驱动,速度稳定可靠; 主轴端部安装有焊接夹具或三爪卡盘,用于装夹定位工件;
摘要 气电立焊是由普通熔化极气体保护焊和电渣焊发展而形成的一种熔化极气体保护电弧焊方法,焊接效率及焊接质量均较高,主要应用于船舶的外壳板的中厚板焊接,也可应用于相应尺寸的桥梁箱式梁腹板及大型储罐侧板的中厚板的焊接。为了提高快速响应能力,必须实现快速虚拟设计。 本论文首先介绍了气电立焊机,包括它的原理、特点、工艺特点,并介绍了其设备和用途,详细介绍了船体气电自动立焊机。 其次,我们完成了丝杆的三维建模。另外,为了应对繁多的齿轮传动,我们专门开发了PRO/E参数化齿轮建模方法,完成了参数化齿轮建模。综合运用PRO/ENGINEER软件、CAXA软件、AUTOCAD软件,我们完成了轴承三维模型的创建。利用PRO/E的零件族表功能,我们完成了大量标准件的三维建模,诸如轴承、螺栓、垫片、螺帽等等。 然后,我们在PRO/E中进行机构运动仿真,介绍一些具有代表性的装配过程,这些装配过程用到了一些实用的装配技巧。我们介绍了基本装配约束,多个螺栓的重复性装配,链条的阵列化装配,装配件中的改名操作,轴组件的装配。 最后,我们进行了机构运动虚拟设计。把各个零部件通过装配模块组装成一个完整的机构后,在PRO/E中直接启动机构运动分析模块,定义机构中的连接,设置伺服电机,分析运行机构,观察机构的整体运动轨迹和各零件之间的相对运动,进行运动仿真举例,最终能将机构运动录制成JPEG格式的动画。 关键词:气电立焊;三维建模;虚拟设计;仿真
Abstract Electro-gas welding is a kind of melting by the ordinary gas metal arc welding and electro-slag welding development and the formation of polar gas shielded arc welding method, welding efficiency and welding quality is high, thick plate welding of the shell plate is mainly applied to the ship, but also can be applied to the corresponding size of bridge box girder webs and large storage tank side welding of plate. In order to improve the rapid response capability, to achieve rapid virtual design. This paper firstly introduces the electro-gas welding machine, including the principle, characteristics, its process characteristics, and introduces the equipment and use, details of the ship body electric automatic vertical welding machine. Secondly, we completed the three-dimensional modeling of wire rod. In addition, in order to deal with various kinds of gear transmission, we specializes in the development of gear parametric modeling method of PRO\/E, the parametric modeling of gear. Comprehensive use of PRO\/ENGINEER software, CAXA software, AUTOCAD software, we completed the creation of three-dimensional model of bearing. With the family table function parts of PRO\/E, we completed the three-dimensional modeling of many standard parts, such as bearings, bolts, gaskets, nut etc.. Then, we performed the mechanism movement simulation in PRO\/E, introduces some representative assembly, the assembly process to use some practical assembly skills. We introduced the basic assembly constraints, repeated assembly of a plurality of bolt, chain array assembly, assembly of renaming operation, shaft assembly. Finally, we carried out the movement of virtual design. The assembled into a complete mechanism of each parts of the assembly module, direct start mechanism motion in PRO\/E analysis module, connect definition mechanism, a servo motor is arranged, analysis of the operation mechanism, the relative movement between the overall trajectory of institutions and all parts of the simulation exercise, for example, can finally mechanism motion records into JPEG format animation. Keywords:electro-gas welding; 3D modeling; virtual design; simulation
Safety is the goal, prevention is the means, and achieving or realizing the goal of safety is the basic connotation of safety prevention. (安全管理) 单位:___________________ 姓名:___________________ 日期:___________________ 环缝焊机安全操作作业指导书 (最新版)
环缝焊机安全操作作业指导书(最新版)导语:做好准备和保护,以应付攻击或者避免受害,从而使被保护对象处于没有危险、不受侵害、不出现事故的安全状态。显而易见,安全是目的,防范是手段,通过防范的手段达到或实现安全的目的,就是安全防范的基本内涵。 中山市小榄镇泰阳模具塑胶制品厂 支持性文件 文件编号:WI-SC-20 版本:A/0 生效日期:2012.09.15 文件名称 环缝焊机安全操作作业指导书 页码:1/2 1.0.目的: 1.1.制定本规程,确保环缝焊机的安全运行处于受控状态,保证产品的稳定性和可靠性。 2.0.范围: 2.1.本规程适用于环缝焊机的安全运行和操作以及新员工培训之用.
3.0.安全须知: 3.1.本设备要求操作人员应有熟练的焊接操作技术及一定程度的电工安全知识,所有作业必须接受专业培训后进行。 3.2.必须熟悉设备的“操作”和“急停”按钮的位置,了解环焊机的功能及相关的安全预防措施。 3.3.操作人员操作前必须认真阅读使用说明书,按程序操作,非操作人员不得擅自开机操作。 3.4.操作人员必须佩带人体安全预防用品,如安全帽、护目镜、防火衣,安全手套等。 3.5.不得穿戴宽松衣服操作,不得使用披肩、手镯等物品,以免带来隐患。 3.6.本机要有标准的安全接地,操作人员应与大地和工件绝缘。 3.7.保证焊接回路安全可靠。 3.8.本机焊接时有强光并伴有烟气出现,烟气有害健康,工作场地应有通风,排气设备。 3.9.焊接地的飞溅会引起火灾,因此工作场地不能有易燃物品。 3.10.电气柜、焊接电源等带强电部位,通电工作时,不得违规操作和接触,以防止触电。
编号:HQ—使用—026 DZJX800 集箱环缝焊接工作站 使用说明书 北京中电华强焊接工程技术有限公司Wise Welding T echnology & Equipment Co., Ltd. 北京市翠微路2号院主楼二层东100036 Building NO.2, CuiWei Road,Haidian District,Beijing, China 100036 公司总机:(010)68164514 68224992 88229004 T el: (010)68164514 68224992 88229004 88229309 68172745 68175774 88229309 68172745 68175774 公司传真:(010)68184774 FAX:(010)68184774 市场部:(010)88229005 88229006 传真:68164515 Sales&Marketing Dept:(010)88229005 88229006 FAX:68164515 生产运行部:(010)68241350 68241351 传真:68217476 Production Manag.Dept:(010)68241350 68241351 FAX:68217476 https://www.doczj.com/doc/b611922273.html, E—mail:wtec@https://www.doczj.com/doc/b611922273.html,
1.用途及特点: 本工作站是用于集箱环逢自动焊接的专用设备,工件固定后,不需点焊固定,直接焊接。工作站具备自动TIG焊封底和细丝窄间隙细丝埋弧焊填充、盖面功能,也配臵了常规自动埋弧焊机头。该工作站是数控技术与焊接工艺相结合的先进加工系统,其主要特点: 1.1 三轴数控焊枪运动机构: 工件放臵在滚轮架上,焊口对准后不动,通过三轴数控使TIG焊枪作圆弧向心等速切线运动,实现对集箱120°弧长(即1/3周长)的封底。根据实际情况,也可在设定角度处停止运动。 1.2 激光自动检测筒体圆心: 通过三维激光束分别检测集箱上、侧表面的Z、X轴坐标,自动计算出工件圆心坐标,根据的焊枪长度、筒体直径及起始角度即能自动确定焊枪起始三维(X、Z、θ)坐标,快速方便。 1.3 A VC控制弧长: 补偿检测误差及工件的槽圆度,实现TIG封底焊过程中保持弧长不变。 1.4 同步驱动双滚轮架: 两套由AC伺服电机驱动的滚轮架,通过二轴运动同步控制,最大程度降低两侧集箱旋转时对已焊焊缝产生的扭力,保证剩余240°弧长的焊缝质量。 1.5细丝窄间隙埋弧焊: 采用窄间隙坡口,TIG打底后,通过焊枪旋转、焊缝跟踪及自动排焊道,直接用细丝埋弧焊填充,从根本上取消手工焊工序,获得优质的焊缝。 2.设备组成 该工作站由作架、滚转架、TIG焊机、SAW焊机及电控部分组成。 2.1 操作架: 由地车、立柱、横臂组成的操作架放臵在导轨上,能适应不同直径及位臵的集箱环缝焊接。 2.1.1 地车: 放臵在轨道上的地车可以带动操作架沿集箱轴线方向运动,使焊枪到达所需焊接的位臵,采用交流变频调速,使地车按设定的加、减速度及快、慢速度运动以实现地车平稳、快速、精确对位。 2.1.2 立柱: 通过旋转支承机构,座落在地车上的立柱可以180°转动,分别使固定在横臂两端的TIG及SAW焊接装臵到达焊接位臵,加设气动定位锁紧装臵以实现快速定位,立柱上有升降滑座,由电机驱动通过双排链带动滑座作升降运动。 2.1.3 横臂: 安装在滑座内的横臂,两端分别安装TIG及SA W焊接机头及运动机构,由滑座带动,作升降及伸缩运动,通过转动立柱,使焊枪到达焊接部位。