224 第21章 螺纹紧固件连接的防松 一、松动机理 螺纹连接在工作状态下可能会经受所有类别的变动载荷,包括极为激烈的振动和冲击载荷。在变动载荷的作用下,螺纹连接的失效通常是由其自身的松动和疲劳破坏所引起的。在一般情况下,螺纹连接抗振松的寿命比其材料和结构的疲劳寿命短得多,远在疲劳破坏之前,就已经出现了因松动而造成螺纹连接的松脱失效,或者出现了因松动而导致连接件和被连接件的过早疲劳破坏。螺纹连接的失效会影响产品和设备的正常运转,甚至会造成严重的后果。如何防止螺纹连接的松动是研制和设计螺纹紧固件的重要任务之一。 在通常的螺纹连接中,摩擦力产生于内外螺纹接触面或螺纹紧固件支承面与被连接件的接触面上。当螺纹连接开始松转时,克服螺纹接触面上的摩擦所需的力矩M 1为: ()αρ-= tg Qd M 2 2 1……………………………(公式21-1) 式中:Q ——作用于螺栓或螺钉上的预紧力,又称轴力或紧固系统的夹紧力; d 2——螺纹中径; ρ——摩擦角,对于三角形螺纹,β ρcos 1 M tg = ,M 1是螺纹接触面之间的摩擦系数,β是牙型半角; α——螺纹螺旋线的升角,又称导角。 螺纹紧固件被拧紧后,由于螺母或螺钉头支承面上的摩擦而产生的附加力矩M 2为: 2 2 22D Q M μ= …………………………(公式21-2) 式中:μ 2——螺母或螺钉头支承面与被连接件接触面之间的摩擦系数; D 2——螺母或螺钉头支承面的平均直径,在接触压力均匀的情况下,D 2的精确值是: ??? ? ??--=223 3232n n R R R R D ωω ,R ω和R n 分别是支承面的外半径和内半径,如果支承面不平或接触压力不均匀,D 2就可能随着支承面的内半径到外半径而变化。 综上所述,决定螺纹连接开始松转时的总力矩M 为: ()??????+-=+=22 22221D tg d Q M M M μαρ…………………(公式21-3) 分析公式21-3可知,仅在总力矩M 等于或小于零的情况下,螺纹紧固件才开始自行松 转。对于连接用螺纹,在受静载荷作用时,即使润滑条件很理想,其摩擦角也始终大于升角:ρ>α,即满足螺纹的自锁条件,使公式21-3括号内的总值不会等于或小于零,螺纹紧固件也就不会自行松转。但是在经受动载荷时,例如在振动和冲击的作用下,螺纹紧固件在螺纹和支承面上产生了微观的滑移,这种相对的微观运动使摩擦系数由相对高的静态值变为很低的动态值,螺纹连接在各个方向上处于自由摩擦状态。此时,作用在螺纹上的轴向力在圆周方向上形成一个导致螺母松转的内松出力矩,使螺母开始松转,就像一个在斜面上的重物,由于摩擦力的变小或消失而往下滑动一样。这种松转称为螺纹连接的自松。千万次的振动循环耗尽了螺纹连接的防松摩擦阻力,使其从细微的松转直到完全的松脱。 螺纹件在螺纹面和支承面上的微观滑移是怎样产生的呢?对于承受轴向动载荷的螺纹
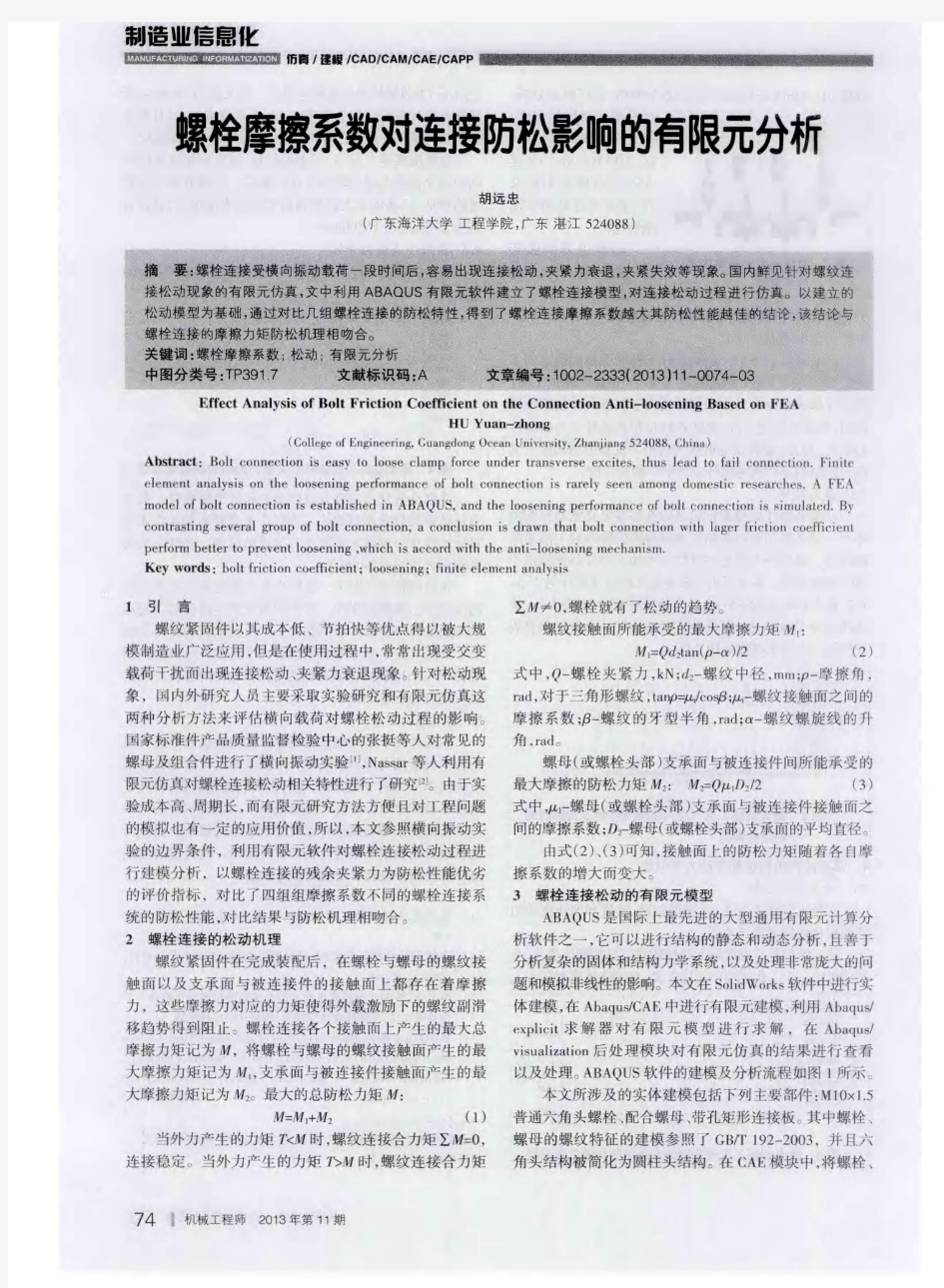
1 概述 螺栓是机载设备设计中常用的联接件之一。其具有结构简单,拆装方便,调整容易等优点,被广泛应用于航空、航天、汽车以及各种工程结构之中。在航空机载环境下,由于振动冲击的影响,设备往往产生较大的过载,对作为紧固件的螺栓带来强度高要求。螺栓是否满足强度要求,关系到机载设备的稳定性和安全性。 传统力学的解析方法对螺栓进行强度校核,主要是运用力的分解和平移原理,解力学平衡方程,借助理论和经验公式,理想化和公式化。没有考虑到连接部件整体性、力的传递途径、部件的局部细节(如应力集中、应力分布)等等。通过有限元法,整体建模,局部细化,可以弥补传统力学解析的缺陷。用有限元分析软件MSC.Patran/MSC.Nastran提供的特殊单元来模拟螺栓连接,过程更方便,计算更精确,结果更可靠。因此,有限元在螺栓强度校核中的应用越来越广泛。 2 有限元模型的建立 对于螺栓的模拟,有多种模拟方法,如多点约束单元法和梁元法等。 多点约束单元法(MPC)即采用特殊单元RBE2来模拟螺栓连接。在螺栓连接处,设置其中一节点为从节点(Dependent),另外一个节点为主节点(Independent)。主从节点之间位移约束关系使得从节点跟随主节点位移变化。比例因子选为1,使从节点和主节点位移变化协调一致,从而模拟实际工作状态下,螺栓对法兰的连接紧固作用。 梁元法模拟即采用两节点梁单元Beam,其能承受拉伸、剪切、扭转。通过参数设置,使梁元与螺栓几何属性一致。 本文分别用算例来说明这两种方法的可行性。 2.1 几何模型 如图1所示组合装配体,底部约束。两圆筒连接法兰通过8颗螺栓固定。端面受联合载荷作用。
螺纹联接防松方法研究 从理论上分析了螺纹松动的原因,得到松动原因包括接触面有变形的情况、受到了轴向和横向的作用力等。对平常使用的防松方法进行了阐述,尤其是对螺母防松、防松胶、预紧力等方法的原理展开了研究,并对这些方法的作用结果进行评价。结果表明,得到预紧力防松方法是当前较为适合的方法,对螺纹间连接的可靠性的提升提供了有益的借鉴。 關键词:螺纹联接;预紧力;锁紧螺母;施必牢螺母;防松胶 引言 螺纹联接由于精度高、装配方便、零件拆装便利等优点,对当前机构设备之间的连接应用非常广泛。由于这种方式具有自锁性等特点,然而,对于有冲击力作用、振动及温度突变等环境下工作,由于支承面的磨损、被连接件的受压下陷、螺栓的过载屈服等各种原因可能松动,导致预紧力下降,使其由拧紧状态的紧连接变为没有预紧力或预紧力不足的松连接。若出现螺纹间的连接不紧,就会出现预紧力下降,严重时没有预紧力作用,使得螺纹之间的连接质量下降,而设备零件易于损坏,严重时连接直接分离开来。对真实的环境中,由于联接件之间连接不紧或分离,导致人受伤或设备受损的情况经常出现。因此,保持紧固件自身的锁紧,使其在一定时间内松而不脱,对防止被连接件因分离而失效至关重要。 一、螺纹联接的连接及防松原理 1.连接原理。螺纹联接是用一个或多个螺栓将两个或多个零部件进行可拆卸的连接,按照设计的位置传递相连零件之间的力和力矩。螺纹联接既要承受外部载荷的作用,又要满足接头的功能要求。在螺纹联接系统中,螺栓相当于拉簧,被连接件相当于压簧,螺栓连接原理如图1所示。由图可以看出被连接件被压缩f P M,螺栓被拉长f SM,由此产生的夹持力将被连接件夹紧,以达到设计要求及抵抗外部载荷。 2.防松原理。为防止螺旋副相对转动,必须使旋合螺纹间始终受到附加压力和摩擦力的作用。工作载荷变动时该摩擦力仍然存在。但在实际应用中螺旋副间的摩擦力瞬时减小或瞬时消失多次后,螺纹联接可能失效,这种失效趋势是必然的。 二、螺纹联接松动原因分析 1.支撑面被压陷引起的松动 a.松动原因。在被拧紧的螺纹联接中,如果螺栓或螺母支撑面的接触压强(即单位接触面积上的轴向压力)过大时,被连接件表面在与螺栓或螺母支撑面接触产生塑性的环状压陷,严重的压陷或在工作中塑性变形的继续而加剧的压陷会使
螺栓摩擦系数的影响因素 一、前言: 不同的工艺条件对螺栓当量摩擦系数的影响,为准确控制螺栓预紧力及采用合适的联结结构提供依据。 螺栓连接的预紧力对接头的可靠性和疲劳寿命有很大的影响,预紧力越大,联结可靠性越好、联结寿命也越长。但是,较大的预紧力可能破坏联结夹层的破坏,所以,控制螺栓的预紧力是很有必要的。但是,在实际安装中,直接控制预紧力是非常困难的,而是通过控制拧紧扭矩的方式间接控制扭矩的。 所以,了解拧紧扭矩和预紧力之间的关系是非常重要的,这也是控制预紧力的关键。 二、理论依据: 螺栓拧紧力矩与预紧力力的关系表达式: 式中: M:拧紧力矩 P:预紧力 R:螺母承力面的外半径 r:螺母承力面的内半径 γ:螺纹升角 ρ:螺旋副当量摩擦角 f c:螺母与磨擦面间的摩擦系数 t:螺距
β:螺纹半角 f’:螺纹副摩擦系数 f:当量摩擦系数 对摩擦系数影响的因素有: 1. 1. 润滑条件; 2. 2. 支撑面材料; 3. 3. 表面处理; 4. 4. 螺栓规格; 5. 5. 螺栓材料; 试验数据:(采用HY-1000N.m型多功能螺栓紧固分析系统进行测量。) 螺栓规格表面处理润滑剂支撑面材料f M5镀锌钝化20130CrMnSiA0.101 M5镀锌钝化MoS230CrMnSiA0.094 M6氧化201200.182 M6镀锌钝化20130CrMnSiA0.116 M6镀锌钝化MoS230CrMnSiA0.095 M6镀镉钝化20130CrMnSiA0.111 M6镀镉钝化MoS230CrMnSiA0.089 M8镀镉钝化20130CrMnSiA0.096 M8镀镉钝化MoS230CrMnSiA0.085 螺栓规格表面处理润滑剂支撑面材料 f M6 氧化201 20 0.182 M6 氧化MoS220 0.157 M6 氧化MoS230CrMnSiA 0.114 M6 镀锌钝化201 20 0.135 M6 镀锌钝化MoS230CrMnSiA 0.095 M6 镀镉钝化201 30CrMnSiA 0.110 M6 镀镉钝化MoS220 0.092 M8 氧化201 20 0.179 M8 氧化MoS220 0.156
---------------------------------------------------------------最新资料推荐------------------------------------------------------ +紧固件常用防松方法 第 21 章螺纹紧固件连接的防松一、松动机理螺纹连接在工作状态下可能会经受所有类别的变动载荷,包括极为激烈的振动和冲击载荷。 在变动载荷的作用下,螺纹连接的失效通常是由其自身的松动和疲劳破坏所引起的。 在一般情况下,螺纹连接抗振松的寿命比其材料和结构的疲劳寿命短得多,远在疲劳破坏之前,就已经出现了因松动而造成螺纹连接的松脱失效,或者出现了因松动而导致连接件和被连接件的过早疲劳破坏。 螺纹连接的失效会影响产品和设备的正常运转,甚至会造成严重的后果。 如何防止螺纹连接的松动是研制和设计螺纹紧固件的重要任务之一。 在通常的螺纹连接中,摩擦力产生于内外螺纹接触面或螺纹紧固件支承面与被连接件的接触面上。 当螺纹连接开始松转时,克服螺纹接触面上的摩擦所需的力矩 M1 为:M1 ?Qd 2 tg ?? ? ? ? ……………………………(公式 21-1)2式中:Q——作用于螺栓或螺钉上的预紧力,又称轴力或紧固系统的夹紧力; d2——螺纹中径;ρ ——摩擦角,对于三角形螺纹, tg? ?M1 ,M1 是螺纹接触面之间的摩擦系数,β cos ?是牙型半角; 1/ 34
α ——螺纹螺旋线的升角,又称导角。 螺纹紧固件被拧紧后,由于螺母或螺钉头支承面上的摩擦而产生的附加力矩 M2 为:M2 ?Q? 2 D 2 …………………………(公式 21-2)2式中:?2——螺母或螺钉头支承面与被连接件接触面之间的摩擦系数; D2——螺母或螺钉头支承面的平均直径,在接触压力均匀的情况下,D2 的精确值是:D2 ?3 3 ? ? Rn 2 ? R? ? ? 2 2 ? ,Rω 和Rn 分别是支承面的外半径和内半径,如果支承面 3? R ? R n ? ? ?不平或接触压力不均匀,D2 就可能随着支承面的内半径到外半径而变化。 综上所述,决定螺纹连接开始松转时的总力矩 M 为:? D ? ?d M ? M 1 ? M 2 ? Q ? 2 tg ?? ? ? ? ? 2 2 ? …………………(公式 21-3)2 ? ?2分析公式 21-3 可知,仅在总力矩 M 等于或小于零的情况下,螺纹紧固件才开始自行松转。 对于连接用螺纹,在受静载荷作用时,即使润滑条件很理想,其摩擦角也始终大于升角:ρ >α ,即满足螺纹的自锁条件,使公式 21-3 括号内的总值不会等于或小于零,螺纹紧固件也就不会自行松转。 但是在经受动载荷时,例如在振动和冲击的作用下,螺纹紧固件在螺纹和支承面上产生了微观的滑移,这种相对的微观运动使摩擦系数由相对高的静态值变为很低的动态值,螺纹连接在各个方向上处于自由摩擦状态。 此时,作用在螺纹上的轴向力在圆周方向上形成一个导致螺母松
1 概述螺栓是机载设备设计中常用的联接件之一。其具有结构简单, 拆装方便,调整容易等优点, 被广泛应用于航空、航天、汽车以及各种工程结构之中。在航空机载环境下,由于振动冲击的影响,设备往往产生较大的过载,对作为紧固件的螺栓带来强度高要求。螺栓是否满足强度要求,关系到机载设备的稳定性和安全性。 传统力学的解析方法对螺栓进行强度校核,主要是运用力的分解和平移原理,解力学平衡方程,借助理论和经验公式,理想化和公式化。没有考虑到连接部件整体性、力的传递途径、部件的局部细节( 如应力集中、应力分布) 等等。通过有限元法,整体建模,局部细化,可以弥补传统力学解析的缺陷。用有限元分析软件 MSC.Patran/MSC.Nastran 提供的特殊单元来模拟螺栓连接,过程更方便,计算更精确,结果更可靠。因此,有限元在螺栓强度校核中的应用越来越广泛。 2 有限元模型的建立 对于螺栓的模拟,有多种模拟方法,如多点约束单元法和梁元法等。 多点约束单元法(MPC)即采用特殊单元RBE2来模拟螺栓连接。在螺栓连接处,设置其中一节点为从节点(Dependent) ,另外一个节点为主节点(Independent) 。主从节点之间位移约束关系使得从节点跟随主节点位移变化。比例因子选为1, 使从节点和主节点位移变化协调一致,从而模拟实际工作状态下,螺栓对法兰的连接紧固作用。 梁元法模拟即采用两节点梁单元Beam其能承受拉伸、剪切、扭转。通过参数设置,使梁元与螺栓几何属性一致。 本文分别用算例来说明这两种方法的可行性。 2.1 几何模型 如图 1 所示组合装配体,底部约束。两圆筒连接法兰通过8 颗螺栓固定。端面受联合载荷作用。
十二种经典的螺栓防松设计 常用的防松方法有三种:摩擦防松、机械防松和永久防松。机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。 常用的永久防松有:点焊、铆接、粘合等,这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。常见摩擦防松有:利用垫片、自锁螺母及双螺母等。常见的机械防松方法:利用开口销、止动垫片及串钢丝绳等。 今天咱们分享12种比较流行或者说在网上分享比较多的防松设计,希望这些设计能给大家提供选择或者带来帮助。
1. 双螺母 对顶防松螺母原理:双螺母防松时产生两个摩擦力面,第一摩擦力面是螺母与被紧固件之间,第二摩擦力面是螺母与螺母之间。安装时,第一摩擦力面的预紧力为第二摩擦力面的80%。在冲击和振动载荷作用时,第一摩擦力面的摩擦力会减小和消失,但同时,第一螺母会被压缩导致第二摩擦力面的摩擦力进一步加大。螺母松退必须克服第一摩擦力和第二摩擦力,由于第一摩擦力减小的同时第二摩擦力会增大。这样防松效果就会比较好。
唐氏螺纹防松原理:唐氏螺纹紧固件也是采用双螺母防松,但是,两个螺母的旋转方向相反。在冲击和振动载荷作用时,第一摩摩擦力面的摩擦力会减小和消失, 第一螺母(图中右旋)会产生松退趋势,即螺母向左旋转。但是第二螺母(图中左旋)的旋向与第一螺母的旋向相反,因此第一螺母的松退力直接转换成第二螺母的拧紧力。这样,螺母万万不会松退。
2. 30°楔形螺纹防松技术 在30°楔形阴螺纹的牙底处有一个30度的楔形斜面,当螺栓螺母相互拧紧时,螺栓的牙尖就紧紧地顶在阴螺纹的楔形斜面上,从而产生了很大的锁紧力。
由于牙形的角度改变,使施加在螺纹间接触所产生的法向力与螺栓轴成60度角,而不是像普通螺纹那样的30度角。显然30°楔形螺纹法向压力远远大于扣紧压力,因此,所产生的防松摩擦力也就必然大大增加了。 施必牢螺纹结构示意图 从下面的图可以看到二个箭头所表示的力均为Pɑ,传统的60度角螺纹的法向压力P=1.15Pɑ;而30°楔形螺纹由于牙底有一个30度角的楔形斜面,其法向压力的角度、大小均有改变,法向压力P=2Pɑ。 这样,30°楔形螺纹与传统60度螺纹,二者的法向压力之比≈12∶7,防松摩擦力相应地增加了。30°楔形螺纹的楔形面还可以消除普通螺纹受力不均匀、脱扣咬死等问题。 3. 自锁螺母 自锁螺母一般是靠摩擦力自锁,咱们上面提到的30°楔形螺纹防松应该属于自锁螺母的范畴。
轨道交通装备螺栓紧固防松标识操作规程 1 / 9文档可自由编辑
轨道交通装备螺栓紧固防松标识操作规程 1 目的 为防止轨道交通装备螺栓紧固防松标识漏划、错划,防松标识线条不规范等现象,本规程规定了各型轨道交通装备螺栓紧固防松标识的具体划法,做到能够明确辨别螺栓连接结构是否发生松动,确保各型轨道交通装备螺栓连接组装达到设计和制造工艺、质量要求和运营安全。 2 适用范围 本操作规程适用于各型轨道交通装备的螺栓、螺钉等紧固件防松、防脱的紧固标识划法及标识工具的使用。 3 基本要求 3.1 螺栓紧固防松标识工具 螺栓紧固防松标识工具主要有油漆记号笔、洁净抹布、清洗剂等。油漆记号笔的颜色应能与被标识部分颜色明显区分开来,一般情况下自检选用红色油漆记号笔,互检选用黑色油漆记号笔,特殊情况按照该产品组装工艺文件规定执行。 3.2 螺栓紧固防松标识流程 螺栓紧固操作者使用扭矩工具将螺栓、螺钉、螺母紧固到位后,先用洁净抹布将防松标识部位(螺栓、螺母及安装面)进行清洁,随后用规定的油漆记号笔涂打防松标识。 产品返修(紧固件需拆卸或松动的情况),产品返修前应先用抹布蘸取少量清洗剂去除原有的防松标识,然后进行返修,返修完成后重新涂打防松标识。 特殊情况下需要标识双线的具体按照该产品组装工艺文件规定执行。3.3 螺栓紧固防松标识准则 3.3.1 产品图样上有明确扭矩要求的部位一般都需要进行防松标识。 3.3.2 当被紧固部位的螺栓、螺母都可进行防松标识时,防松标识原则上涂
打在螺母端。 3.3.3 工序中的可视部位最好能在整车时看到,如果整车时确不能看到的,以本工序的可视面为准。 3.3.4 整车完工状态时观察,螺栓紧固为竖直方向时,防松标识位置为视觉正前方且标识线为竖直线;螺栓紧固为水平方向时标识线为水平线,无法在以上两个位置进行防松标识或有特殊要求的以该产品组装工艺文件为准。3.3.5 所有防松标识的可追溯性,包括自检和互检,在产品质量确认表中以实名制体现。 3.3.6 同一产品的相同部位防松标识应一致,相邻或成组螺栓(螺钉)、螺母的防松标识应一致,其中圆形布置的螺栓标识线呈辐射状朝外(见图1) 图1 3.3.7 从螺母端紧固的,防松标识应从工件的表面划到螺母的侧面并延长到
紧固件摩擦系数简介 浙江长华汽车零件有限公司李大维 在汽车装配中,螺纹紧固件装配的质量将直接影响整车的装配质量和行驶的可靠性。为此,在施加外载荷之前,需拧紧螺纹紧固件,以加紧被联接件。称拧紧螺纹紧固件为预紧,称该力为轴向预紧力。保证螺栓的可靠服役,必须在装配时要保证有适当的轴向夹紧力。目前的装配工艺上最经济可行的方法是通过控制扭矩来间接实现对轴向夹紧力的控制。预紧力的大小是保证链接质量的重要因素,螺栓的拧紧过程是一个克服摩擦的过程,在这一过程中存在螺纹副的摩擦及端面摩擦。而影响预紧力的主要因素除了使用的工具及拧紧方法外就是紧固件的摩擦系数。 摩擦系数是一个明确的物理概念,它是摩擦力与正压力之间的比值,也可以理解为一个材料常数,当摩擦面的材料、表面处理状态和润滑条件确定后,摩擦系数也就确定下来。但是摩擦系数与零件表面状态和制造公差有关。摩擦系数的测量必须在一定的基准条件下进行,才能保证有良好的重复性。 紧固件摩擦系数检测、计算方法+ 试验设备要求 试验设备 能够应用扭紧扭 矩和用自动或手 动旋转螺帽和螺 栓头部,测量功能 能够显示表1中 的项目,显示精度 值要求±2%,除非 有其它的特殊要 求。角度的测量精 度要求无论什么 条件下必须达到 显示值的±2°或 ±2%。为了达到仲裁的目的,扭紧时使用能控制的动力工具并控制旋转速度保持恒定。测量结果能以电子记录方式记录。 目前汽车行业使用比较多的设备是德国Schatz 多功能螺栓紧固分析系统,此实验测试机传感器精度均为0.5%,符合各大汽车公司紧固件分析要求中 的试验测试机要求。实验测试机的测量项目不但包含表1中要求测量项目,通过测试分析系统软件程序,可以求得总摩擦系数、螺纹之间的摩擦系数及支承表面
影响高强度紧固件表面磷化处理摩擦系数 的主要因素探讨 前言: 汽车紧固件常用的表面处理有镀锌钝化、非电解锌铝涂层、氧化及磷化处理等种类,但汽车高强度紧固件多用的表面处理种类是磷化处理,尤其是发动机用高强度紧固件。钢铁零件在含有锰、铁、锌的磷酸盐溶液中经过化学处理,其表面生成一层难溶于水的磷酸盐保护膜,这种化学处理过程称之为磷化。磷化的种类很多,可以根据磷化液的主要成份和成膜离子的种类分为锌系、锰系、铁系、锌钙系、锌锰系等。 磷化膜的分类不同,其性质及用途也不同: 锌盐磷化膜:外观为浅灰至深灰结晶,主要用于耐蚀及增加有机涂层结合力、冷加工润滑、电绝缘,也用于减摩。 锰盐磷化膜:外观为灰至深灰结晶,主要用于减摩,也用于耐蚀及增加有机涂层结合力。 铁盐磷化膜:外观为深灰结晶,主要用于耐蚀及增加有机涂层结合力。 锌盐磷化膜、锰盐磷化膜具有特殊的高弥散度微孔结构和一定的硬度、抗热性、吸震性等特点,能有效地降低摩擦副表面的摩擦系数,防止咬合或擦伤,减小机械运动阻力和噪音。这种以改善润滑减摩,提高耐磨性为主要作用的磷化处理工艺,被广泛应用于汽车摩擦运动承载的高强度紧固件上。 本文主要以PK公司和CH公司研制的锌盐磷化液、锰盐磷化液来进行磷化处理的汽车发动机的连杆螺栓、缸盖螺栓及主轴承螺栓等高强度螺栓,通过多组实验,综合比较、分析得出影响汽车紧固件表面磷化处理摩擦系数的因素及其摩擦系数受的影响规律,为在实际生产中调控汽车高强度紧固件磷化摩擦系数,提供了有一定价值的参考。 l 试验 1.1 工艺流程 磷化工艺的工艺过程一般为: 脱脂—水洗—表面调整—磷化一水洗一干燥一后处理。 1.2 磷化液配方 A、PK公司磷化配方 锌盐磷化配方(以下简称为PK-1):锰盐磷化配方(以下简称为PK-2):PB-210 47 g/L PL复合磷化液 145 g/L Fe2+ 1±0.5 g/L Fe2+ 2±0.5 g/L 总酸度 12~27 Pt 总酸度 60±10点 添加剂10 20 g/L 游离酸度 10±5点 温度 80±10 ℃温度 95±4 ℃ 时间 15±5min 时间 15±3 min B、CH公司磷化配方
常用的防松方法有三种:摩擦防松、机械防松和永久防松。 机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。 常用的永久防松有:点焊、铆接、粘合等。这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。 常见摩擦防松有:利用垫片、自锁螺母及双螺母等。 常见的机械防松方法:利用开口销、止动垫片及串钢丝绳等。 机械防松的方法比较可靠,对于重要的联接要使用机械防松的方法。下面分述如下。 (1)摩擦防松 ①弹簧垫片防松 弹簧垫圈材料为弹簧钢,装配后垫圈被压平,其反弹力能使螺纹间保持压紧力和摩擦力,从而实现防松 ②对顶螺母防松 利用螺母对顶作用使螺栓式中受到附加的拉力和附加的摩擦力。由于多用一个螺母,并且工作不十分可靠,目前已经和少使用了。 ③自锁螺母防松 螺母一端制成非圆形收口或开缝后径向收口。当螺母拧紧后,收口胀开,利用收口的弹力使旋合螺纹间压紧。这种防松结构简单、防松可靠,可多次拆装而不降低防松性能。 ④弹性圈螺母防松 螺纹旋入处嵌入纤维或尼龙来增加摩擦力。该弹性圈还起防止液体泄漏的作用。 2 )机械防松 ①槽形螺母和开口销防松 槽形螺母拧紧后,用开口销穿过螺栓尾部小孔和螺母的槽,也可以用普通螺母拧紧后进行配钻销孔。 0 51-38用幵口俏羽賞酌松
②圆螺母和止动动垫片 使垫圈内舌嵌入螺栓(轴)的槽内,拧紧螺母后将垫圈外舌之一褶嵌于螺母的一个槽内。 ③止动垫片 螺母拧紧后,将单耳或双耳止动垫圈分别向螺母和被联接件的侧面折弯贴紧,实现防松。如果两个螺栓需要双联锁紧时,可采用双联止动垫片。 ④串联钢丝防松 用低碳钢钢丝穿入各螺钉头部的孔内,将各螺钉串联起来,使其相互制动。这种结构需要注意钢丝穿入的方向, 3 )永久防松 ①冲边法防松 螺母拧紧后在螺纹末端冲点破坏螺纹 ②粘合防松 通常采用厌氧胶粘结剂涂于螺纹旋合表面,拧紧螺母后粘结剂能够自行固化,防松效果良好。
紧固件摩擦系数试验方法 1 范围 本技术规范规定了碳钢和合金钢米制螺纹紧固件摩擦系数测试试验条件、方法和数据统计要求。 本技术规范只适用于碳钢和合金钢米制螺纹紧固件,螺纹规格范围为M4‐M39的螺栓和螺母。紧固件机械性能分别满足GB/T 3098.1、GB/T 3098.2中紧固件等级的要求。 除非客户另有要求,本试验应在室温下进行。 2 规范性引用文件 下列标准对于本文件的应用是必不可少的。凡是注明日期的引用文件,其随后所有的修改(不包括勘误内容)或修订版均不适用于本规范,但鼓励根据本规范达成协议的各方研究使用这些文件最新版本的可能性。下列标准对于本文件的应用是必不可少的。凡是注明日期的引用文件,其随后所有的修改(不包括勘误内容)或修订版均不适用于本规范,但鼓励根据本规范达成协议的各方研究使用这些文件最新版本的可能性。 GB/T 3098.1 紧固件机械性能 螺栓、螺钉和螺柱 GB/T 3098.2 紧固件机械性能 螺母 3 术语和定义 下列术语与定义适用于本标准。 拧紧扭矩:指拧紧螺栓或螺母时所用的扭矩。 轴向力:指拧紧螺栓或螺母时,作用在其上的拉伸力。 螺纹摩擦系数:指螺栓或螺母内外螺纹相互接触部分的摩擦系数。 端面摩擦系数:指被旋转部分(螺栓或螺母头部)和垫片或被紧固的物体接触面之间的摩擦系数。 总摩擦系数:理论上假设螺纹摩擦系数和螺栓或螺母支撑面摩擦系数相等时,按公式1计算所得的摩擦系数。 螺纹扭矩:拧紧过程中,通过啮合螺纹作用于螺纹部分的扭矩。 端面扭矩:拧紧过程中,通过端面作用于被连接件之间的扭矩。 4 代号与含义 标准使用的代号和含义或名称,见表1。
常见的螺栓螺母连接防松方法 常用的防松方法有三种:摩擦防松、机械防松和永久防松。 机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。 常用的永久防松有:点焊、铆接、粘合等。这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。 常见摩擦防松有:利用垫片、自锁螺母及双螺母等。 常见的机械防松方法:利用开口销、止动垫片及串钢丝绳等。 机械防松的方法比较可靠,对于重要的联接要使用机械防松的方法。 下面分述如下。 (1)摩擦防松 ①弹簧垫片防松 弹簧垫圈材料为弹簧钢,装配后垫圈被压平,其反弹力能使螺纹间保持压紧力和摩擦力,从而实现防松 ②对顶螺母防松 利用螺母对顶作用使螺栓式中受到附加的拉力和附加的摩擦力。由于多用一个螺母,并且工作不十分可靠,目前已经和少使用了。 ③自锁螺母防松 螺母一端制成非圆形收口或开缝后径向收口。当螺母拧紧后,收口胀开,利用收口的弹力使旋合螺纹间压紧。这种防松结构简单、防松可靠,可多次拆装而不降低防松性能。 ④弹性圈螺母防松 螺纹旋入处嵌入纤维或尼龙来增加摩擦力。该弹性圈还起防止液体泄漏的作用。2)机械防松 ①槽形螺母和开口销防松 槽形螺母拧紧后,用开口销穿过螺栓尾部小孔和螺母的槽,也可以用普通螺母拧紧后进行配钻销孔。 ②圆螺母和止动动垫片 使垫圈内舌嵌入螺栓(轴)的槽内,拧紧螺母后将垫圈外舌之一褶嵌于螺母的一个槽内。 ③止动垫片 螺母拧紧后,将单耳或双耳止动垫圈分别向螺母和被联接件的侧面折弯贴紧,实现防松。如果两个螺栓需要双联锁紧时,可采用双联止动垫片。 ④串联钢丝防松 用低碳钢钢丝穿入各螺钉头部的孔内,将各螺钉串联起来,使其相互制动。这种结构需要注意钢丝穿入的方向, 3)永久防松 ①冲边法防松 螺母拧紧后在螺纹末端冲点破坏螺纹 ②粘合防松 通常采用厌氧胶粘结剂涂于螺纹旋合表面,拧紧螺母后粘结剂能够自行固化,防松效果良好。
紧固件装配与摩擦系数的关系 装配螺栓时要求控制预紧力是通过控制扭矩实现的,使用扭矩装配方法时,当达到规定的扭矩就停止,只对一个确定的紧固力矩进行控制。 摩擦系数是要恒定的范围,安装扭矩是为了达到一定的预紧力而做出的,实际拧紧过程中受到摩擦系数等影响,仅仅5%~10%的扭矩转化为所需要的预紧力,有90%的扭矩被拧紧过程中的摩擦消耗掉。当支承面的摩擦系数降低20%时,支承面摩擦扭矩降为40%,螺栓轴向夹紧力将翻倍增加(有20%的拧紧扭矩转化成夹紧力)。由此可见,使用扭矩装配方法,摩擦系数对螺栓夹紧力的影响之大。 详细参考:ISO-16047 标准 紧固件装配最重要的指标是预紧力,可是装配时不好检测,其他工艺手段(扭矩法、转角法、屈服点法)都是间接的办法,但在装配中和事后好检测。对工厂来说,螺栓入厂检测扭矩系数比摩擦系数更简洁,因为目前国内螺栓的几何尺寸指标(螺纹精度)基本都过关了(除非太差的小厂出的),关键的材质、热处理、表面处理,通过扭矩系数测试仪很方便的就能检测了。 最大关键因素是在于表面处理。而影响表面处理的因子系表面处理材料的选择、质量及制程管理。
在汽車及机件装配过程中,通常是将螺丝用设定的扭矩锁紧。 螺丝的连接原理是通过依照界定的鎖紧力将所有的部件接合一起而设计。 F(锁紧力)=M(锁紧扭矩)÷ ( μ× f ) μ=摩擦系数f=比例因子 f是比例因子,数值取决于螺丝的几何形状。此公式清楚显示如果是螺丝的扭矩固定,而摩擦系数的平均偏差很高,那么预张力的波动就会很大,这种情况是不被接受的。因为如果摩擦系数太低,可能造成螺丝损伤;摩擦系数太高的话,就不能达到最小锁紧力,螺丝的连接就存在松脱的危险。基于这种情况,设计工程师和品保经理都要求一个稳定的摩擦系数(可计算性),及尽可能低的摩擦系数的平均变量(安全装配需要)。为了满足这些要求,故常要求在螺丝表面涂覆摩擦系数稳定,使摩擦系数稳定在严格规定的平均偏差范围内。
螺纹防松方法 生产和生活中,应用到的螺纹防松方法有多种形式,但归纳以来,一般就 有四种。 第一种是摩擦防松,主要依靠增加摩擦力; 第二种是机械防松,主要是用销、垫片、钢丝将螺母卡死; 而是防脱落。 拆御力矩是预紧力矩的80%,说明螺栓的松比紧要容易。 常见的螺纹连接防松方法如下表所示: 在常见的螺母放松结构中,还有很多禁忌。如下图所示:对于要求比较高一些的防松,更有细节的禁忌。如下图所示: 以上介绍的各种相关防松方式,其根本一点是依靠第三者力的防松。第三
者力有多大,防松效果就有多好。其效果,无非是通过增加摩擦力,直至焊死 而已。 能不能不依靠第三者而突破传统螺纹防松方式呢? 答案就是第四种防松方式,即结构防松方式:唐氏螺纹防松。 实际上,螺纹的防松原理大家能认可,关键是对强度的担心。我们一般想象受力面积减小了,强度一定也会减小。唐氏螺纹的受力面积减小了,强度肯 定会很差,事实不是这样的。 33.1%,第二圈受力为22.5%,最后一圈受力为1~ 增加30%;悬置螺母,受力面积增加, 40%。 环槽螺母强度增加的原因是因为其下部螺母结构变软,前几圈螺纹易于变形;内斜螺母强度增加的原因是下部螺纹受力面积减小,前几圈螺纹易于变形;悬置螺母强度增加的原因是改变了受力点,前几圈螺纹由受压变成受拉,与螺
栓变形一致。 唐氏螺纹受力面积小,螺纹易于变形,各螺纹段受力较普通螺纹均匀,强度不象我们想向的那小。唐氏螺纹的强度可达普通螺纹强度的90%以上。 唐氏螺纹防松 1.唐氏螺纹的作用和意义 螺纹发明一千多年了,谁是发明者已经无法考证了。 而唐氏螺纹是由我国唐宗才先生发明的。 螺纹结构“单旋向、连续、等截面” 而是独立的形成了第四种防松方式。 成锁紧螺母的拧紧力。它完全依靠螺纹自身结构,而不依靠第三者力,是一种 纯结构式的防松形式。 唐氏螺纹紧固件利用螺纹自身矛盾,以松动制约松动,起到“以毒攻毒”的效果。它的发明标志着紧固件领域振松问题得到突破性的进展。这是螺纹防松领域的一场革命,它开创了螺纹结构防松的新时代。
浅析紧固件摩擦系数 1.紧固件摩擦系数概念: 摩擦系数是指两表面间的摩擦力和作用在其一表面上的垂直力之比值。也可以理解为一个材料常数,当摩擦面的材料、表面处理状态和润滑条件确定后,摩擦系数也就确定下来。 2.研究螺栓摩擦系数的意义 为保证螺栓的可靠服役,必须在装配时保证有适当的轴向预紧力。而螺栓的拧紧过程是一个克服摩擦的过程,在这一过程中存在螺纹副的摩擦及端面摩擦。而影响预紧力的主要因素除了使用的工具及拧紧方法外就是紧固件的摩擦系数。 让我们来看以下案例: 某装配车间汽车装配工位采用M10′1.5螺栓,螺栓强度级别为10.9 级,螺栓材料都是钢制的,夹紧本体有两种情况,一种本体是钢制零件,而另一种本体是铝合金零件。螺栓装配工艺扭矩要求为30Nm+90°,最终扭矩监控窗口为40—94Nm。在装配过程中对于本体是钢制的零件,完全能够达到工艺要求,但是在本体是铝合金零件时,装配机频频出现报警现象。经检查发现在装铝合金本体零件时,转角还没有达到90°要求,扭矩已经超出了94Nm的最大控制范围。 这是什么原因造成的呢?钢制螺栓对铝合金本体的摩擦系数为0.17,而钢与钢的摩擦系数在0.10—0.15之间,根据公式计算螺栓材料屈服时的装配扭矩(钢制螺栓对铝合金本体) =54.52[0.5′0.17′13.25+0.11(1.5+0.58′9.023)] =102Nm(钢制螺栓对刚本体) =80Nm针对装配中产生的实际问题及最小屈服点的计算结果,按照惯例将计算结果增加10%,则最终扭矩控制监控窗口设置为40—110Nm,从根本上解决了扭矩转角的装配质量,保证了生产的正常进行。 3.摩擦系数对不同扭矩法的影响 目前使用最多的是“扭矩法”和“扭矩-转角控制法”,而这两种拧紧方式都将会受到产品摩擦系数大小的影响,从而影响螺栓紧固时的预紧力。而“屈服点控制法”和“螺栓长度法”则避免了摩擦系数对装配的影响。
第37卷第6期2008年 5月 贵州工业大学学报(自然科学版) J OURNAL OF GU I ZHOU UN I V ERSI TY OF TEC HNOLOGY (Natura l Science Ed ition) V o.l37No.6 M ay.2008 文章编号:1009-0193(2008)06-0021-04 螺纹联接防松综述 王莉霞,马玉钦,李亚青 (贵州大学机械工程学院,贵州贵阳550003) 摘 要:分析了螺纹联接防松的原因,总结了目前螺纹防松的常用的一般方法和先进方法,对 实际应用中机械设备的联接和运转进行了探讨。 关键词:螺纹联接;防松;先进方法 中图分类号:T H13113 文献标识码:A 0 引 言 螺纹联接是现代结构和机械设备常用的联接方式之一。松动失效是承受交变载荷螺纹联接的主要失效形式之一。在实际应用中,因联接件松动、脱落而造成设备和人身事故事例屡见不鲜,如何实现螺纹联接防松是个值得研究的重要问题。 1 螺纹联接防松原因及一般方法 1.1 螺纹联接松动原因 在静载荷和工作温度变化不大时,螺纹连接一般不会自动松脱。但在冲击、振动、变载荷作用或高温、温度变化较大下,联接中预紧力和摩擦力逐渐减小,都会导致联接失效[1]。 对具体的螺纹联接而言,引起螺纹联接件松动的原因很多,但归纳起来主要有以下三个方面原因:(1)螺纹联接件的初始变形;(2)轴向载荷的作用;(3)受横向载荷作用[2]。 螺纹联接松脱,轻者会影响机器运转,重者会造成事故,设计时须采取有效防松措施。 1.2 螺纹联接防松一般方法 防松的根本问题在于防止螺旋副在受载时发生相对转动。防松的方法,按其工作原理可分为摩擦防松、机械防松和破坏螺旋副运动关系防松等。 1.2.1 摩擦防松 螺纹副中存在着不随联接载荷而变的压力,因而始终有摩擦力矩防止相对转动。压力可由螺纹副纵向或横向压紧而产生。常用方法有采用对顶螺母,弹簧垫圈,一般自锁螺母等。 1.2.2 机械防松 (1)开口销与六角开槽螺母六角开槽螺母拧紧后,将开口销穿入螺栓尾部小空和螺母的槽内,并将开口销尾部掰开与螺母侧面贴紧。 (2)止动垫圈螺母拧紧后,将单耳或双耳止动垫圈分别向螺母和被联接件侧面折弯贴紧,即可将螺母锁住。若两螺栓需要双联锁紧,可采用双联止动垫圈,使两螺母相互制动。 (3)串联钢丝用低碳钢丝穿入各螺钉头部孔内,将各螺钉串联起来,使其相互制动。 1.2.3 破坏螺旋副运动关系防松 铆冲防松 螺母拧紧后把螺栓末端伸出部分铆死,或利用冲头在螺栓末端与螺母的缝合处打冲,利用冲点防松动,这种方法很可靠,但是拆卸后不能重复使用[1]。 *收稿日期:2008-04-02 基金项目:贵州大学研究生创新基金资助项目 作者简介:王莉霞(1984-),女,汉族,贵州贵阳人,研究生,研究方向:机械设计。
北京力学会第18届学术年会论文集:工程应用 螺栓连接薄板应力的有限元分析 王升涛张建宇 (北京航空航天大学航空科学与工程学院,100191) 摘要:用ANSYS 软件对带预紧力和装配应力的螺栓连接薄板应力分布进行有限元分析。针 对连接件不同约束条件,计算得到薄板受拉时预紧力对螺栓孔处等效应力的影响。 关键词:预紧力,接触,螺栓连接,有限元分析 一、 引言 带预紧力和装配应力的螺栓连接是飞机结构中的常见连接形式。预紧力的存在使被连接的构件之间存在摩擦力的作用,导致了构件之间力的相互作用变得复杂。本文应用有限元分析研究了螺栓孔附近应力的几种影响因素。 二、 有限元模型及计算结果 连接结构如图1,由两块较长的薄板搭接在一起,采用纵向排列的两个沉头螺栓联接。薄板材料为铝合金,弹性模量取为70GPa ,泊松比取为0.33,螺栓材料为合金钢,弹性模量取为200GPa ,泊松比取为0.3。 图1 螺栓连接结构 为了更精确地模拟螺栓连接的力学行为和应力分布,划分网格之后,在模型中创建了9个接触对。模型中装配应力的施加是通过在接触对上设定初始干涉来实现的,而预应力的施加是通过降低螺栓的温度实现的。假设连接件一端固支,另一端受均布拉力q 的作用,几何尺寸固定不变,并假定装配应力为某一固定值不变,分别对以下两种情况进行了有限元分析:(1)薄板上下表面自由。(2)薄板不能发生弯曲。 情况(1)的计算结果汇总在图3-图5中,情况(2)结果汇总在图6-图7中,其中F 为预紧力,max σ为最大von Mises 应力,q 为板端均布拉力,k 为max σ与q 的比值。图3、 图6表明薄板表面的约束情况不同,应力分布也会有所不同,但最大von Mises 应力都出现在带沉孔板的螺栓孔孔壁上。图4表明在情况(1)下,一定范围内的预紧力对螺栓孔处的最大von Mises 应力没有明显影响。图5表明情况(1)下,螺栓孔处的最大应力随拉力的增加线性增加。图7表明在情况(2)下,预紧力对螺栓孔处最大von Mises 应力有较大影响;不同拉力水平下,预紧力对最大von Mises 应力的影响趋势相同,具体体现为:预紧力较小时,最大von Mises 应力较大,随着预紧力的增加,最大von Mises 应力减小,预紧力继续增加,最大von Mises 应力增大。
螺纹紧固件的功能,通过施加一定的扭矩,在螺栓上产生相应的预紧力(F),保证被连接牢固的联接在一起不松动,同时又可拆卸以便于维修。预紧力的大小是保证连接质量的重要因素,而影响预紧力的主要因素除了使用的工具及拧紧方法外就是紧固件本身的摩擦系数。摩擦系数有明确的物理意义,可理解为一个材料常数,当摩擦面的材质、表面状态和润滑条件确定后,摩擦系数也就随之确定。那么标准中提到不同的试验条件、不同的试验方法对试验结果是否有影响呢?以下试验以IS0 16047标准中要求的不同状态进行对比测试。 试验设备 ISO 16047标准中要求试验设备应满足:能够应用扭紧扭矩和用自动或手动旋转螺帽和螺栓头部,显示精度值要求±2%,角度的测量精度要求必须达到显示值的±2°或±2%。为了达到仲裁的目的,扭紧时使用能控制的动力工具并控制旋转速度保持恒定。测量结果能以电子记录方式记录。 本文所有试验结果均使用衡翼HYtest多功能螺栓紧固分析系统。此实验测试机传感器精度均为0. 5%,符合《ISO 16047—紧固件的扭矩/夹紧力测试标准》中的试验测试机要求。试验机周期对传感器进行标定。 试验过程中影响摩擦系数结果因素 1.试验螺母对摩擦系数结果的影响 ISO 16047标准中,检测螺栓使用的标准螺母处要求和被测螺栓等级对应外,对标准试验螺母的表面状态有有两种要求: (1)未镀层表面平整并脱脂处理。 ⑵锻锌要求按照ISO 4042并脱脂处理。 试验方案:试验采用M10×1.5×45 9.8级镀锌并涂封闭剂六角头螺栓,平均镀层厚度为9.3μm;试验速度为30r/min,拧紧到30Nm,其它试验状态一致,试验各做5组数据。 试验采用相同等级螺母,第一组试验螺母采用未镀层表面平整并脱脂处理,螺母公差6H,试验数据见表1。 第一组试验螺母按照ISO 4042镀锌并脱脂处理,镀层厚度为8.6μm,螺母公差6H,试验数据见表2。 从表1、表2的试验数据可以看出,无论试验过程中采用标准中要求的哪种状态螺母,试验得到的螺栓的螺纹部分摩擦系数均为0.13,两个实验结果中得到的总摩擦系数也相同,由此可见试验过程中使用标准中要求的铁基质的没有进行润滑封闭螺母对被测螺栓的摩擦系数并没有的影响。 2.试验垫片对摩擦系数的影响 ISO 16047标准中提供了两种硬度的垫片,一种是热处理到高硬度的试验垫片(HH),硬度范围为50-60HRC;另外一种是低硬度垫片(HL),硬度范围为200~300HV,见图1。
《螺栓常用的防松方法介绍》螺栓常用的防松方法有三种。摩擦防松、机械防松和永久防松。机械防松和摩擦防松称为可拆卸防松,而永久防松称为不可拆卸防松。 常用的永久防松方法有。点焊、铆接、粘合等。这种方法在拆卸时大多要破坏螺纹紧固件,无法重复使用。 常见摩擦防松有:利用垫片、自锁螺母及双螺母等。常见的机械防松方法:利用开口销、止动垫片及串钢丝绳等。机械防松的方法比较可靠,对于重要的联接要使用机械防松的方法。下面分述如下:(1)摩擦防松①弹簧垫片防松: 弹簧垫圈材料为弹簧钢,装配后垫圈被压平,其反弹力能使螺纹间保持压紧力和摩擦力,从而实现防松。 ②对顶螺母(双螺母)防松: 利用螺母对顶作用使螺栓式中受到附加的拉力和附加的摩擦力。由于多用一个螺母,并且工作不十分可靠,目前已经很少使用了。③自锁螺母防松: 螺母一端制成非圆形收口或开缝后径向收口。当螺母拧紧后,收口胀开,利用收口的弹力使旋合螺纹间压紧。这种防松结构简单、防松可靠,可多次拆装而不降低防松性能。 ④弹性圈螺母防松: 螺纹旋入处嵌入纤维或尼龙来增加摩擦力。该弹性圈还起防止液体泄漏的作用。
(2)机械防松 ①槽形螺母和开口销防松 槽形螺母拧紧后,用开口销穿过螺栓尾部小孔和螺母的槽,也可以用普通螺母拧紧后进行配钻销孔。 ②圆螺母和止动垫片 使垫圈内舌嵌入螺栓(轴)的槽内,拧紧螺母后将垫圈外舌之一褶嵌于螺母的一个槽内。 ③止动垫片 螺母拧紧后,将单耳或双耳止动垫圈分别向螺母和被联接件的侧面折弯贴紧,实现防松。如果两个螺栓需要双联锁紧时,可采用双联止动垫片。 ④串联钢丝防松 用低碳钢钢丝穿入各螺钉头部的孔内,将各螺钉串联起来,使其相互制动。这种结构需要注意钢丝穿入的方向,原则就是:当一个螺栓有松动的趋势,它应该拉动铁丝,让临近的螺栓有旋紧的趋势。见下图所示: (3)永久防松①冲边法防松 螺母拧紧后在螺纹末端冲点破坏螺纹②粘合防松 通常采用厌氧胶粘结剂涂于螺纹旋合表面,拧紧螺母后粘结剂能够自行固化,防松效果良好。 第二篇:常用的自我介绍常用的自我介绍 尊敬的领导,你好。我叫xx,来自美丽的贵州,毕业于上海xx