?生化工程课程设计?
课题名称:年产5.3万吨柠檬酸发酵工厂发酵罐设计学生姓名:冯佩全学号:14801056专业:生物工程班级:14生物本2成绩:
指导老师:杨立、龚乃超
设计时间:2017年4月10日~ 2017年4月21日
目录
摘要............................................................ I Abstract ........................................................ I I 前言. (1)
1.1柠檬酸的性质和用途 (1)
1.2柠檬酸的来源和发展情况 (1)
生产工艺 (2)
1.3生产方法 (2)
1.4工艺流程 (2)
1.5操作工艺 (3)
1.5.1原料的处理 (3)
1.5.2发酵工序 (3)
1.5.3醪液处理工序 (4)
1.5.4提取工段 (4)
1.5.5精制工段 (4)
工艺计算书 (5)
1.6物料衡算 (5)
1.6.1工艺技术指标及基础数据 (5)
1.6.2原料消耗计算(基准:一吨成品柠檬酸) (5)
1.6.3发酵醪量的计算 (6)
1.6.4接种量 (6)
1.6.5液化醪量计算 (6)
1.6.6成品柠檬酸 (7)
1.6.7淀粉质原料年产1.4万吨一水柠檬酸厂总物料衡算 (7)
1.7热量衡算 (8)
1.7.1液化热平衡计算 (8)
1.7.2发酵过程中的蒸汽耗量的计算 (8)
1.7.3发酵过程中的冷却水耗量计算 (10)
1.7.4发酵过程中的无菌空气耗用量的计算 (11)
1.8发酵罐的选型 (11)
1.8.1发酵罐容积和台数的确定 (12)
1.8.2主要尺寸的计算 (13)
1.8.3发酵罐冷却面积的计算 (13)
1.8.4发酵罐搅拌器的设计 (14)
1.8.5发酵罐设备结构的工艺设计 (15)
1.8.6发酵罐设备材料的选择 (17)
1.8.7发酵罐壁厚的计算 (17)
1.8.8发酵罐接管设计 (18)
1.8.9发酵罐支座的选择 (19)
1.9贮罐选型 (19)
1.9.1发酵成熟醪贮罐 (19)
1.9.2硫酸銨贮罐 (19)
结论: (21)
参考文献 (22)
附录1 (23)
附录2 (24)
年产5.3万吨一水柠檬酸工厂发酵罐的设计
摘要
本设计采用薯干原料发酵,只需将薯干磨成粉,加水调浆,直接加入少量α-淀粉酶液化后灭菌、冷却即可接种发酵。制备柠檬酸一般采用晒干的薯干作为原料。其中薯干含水10%-15%、淀粉70%左右、蛋白质6%左右。薯干原料中的蛋白质可作为氮源供菌体生长。薯干原料中含有铁、镁、钾、钙等的无机盐,选用的黑曲霉C0527对这些成分不敏感,故不必对原料做这方面的预处理。本设计采用液体深层好氧发酵、钙盐法提取技术生产柠檬酸。这两种方法都是国内比较流行的生产方法,有着大量的实际经验,易于操作,风险小。
由于本设计为种子罐的工艺计算、设备选型。通过全厂物料衡算、车间热量衡算,确定种子罐的设计和选型。
本设计还包括种子罐图,工艺流程图。
关键词:薯干;深层好氧发酵;黑曲霉;柠檬酸;设备设计和选型
Abstract
This design uses fermentation of dry raw materials, just dry powder, add water and slurry, directly into the small amounts of α-amylase liquefaction after sterilization, cooling can be inoculated fermentation. Preparation of citric acid generally use dried dried potatoes as raw material. Dry water 10%-15% around 70%, starch, proteins around 6%. Proteins in the dry raw materials can be used as nitrogen source for bacterial growth. Dry raw materials containing inorganic salts such as iron, magnesium, potassium, calcium, selection of Aspergillus Niger C0527 insensitive to these ingredients, so no pretreatment of the raw materials to do it. This design uses submerged aerobic fermentation of citric acid, calcium salt extraction technology to produce. Both of these methods are more popular in China, have significant practical experience, easy to operate, risk.
Because of this design for process calculation of seeding tank, device selection. Through the whole material balance, plant heat balance, determine the design and selection of seed tank.
This design also includes seeding tank, flow chart.
Key words:dry; deep aerobic fermentation;Aspergillus ;citric acid ;equipment design and selection.
前言
1.1柠檬酸的性质和用途
柠檬酸(citric acid),学名为2-羟基-丙烷三羧酸,结构为分子量:192.14,是一种重要的有机酸。无色晶体,常含一分子结晶水,无臭,有很强的酸味,易溶于水。其钙盐在冷水中比热水中易溶解,此性质常用来鉴定和分离柠檬酸。结晶时控制适宜的温度可获得无水柠檬酸。
柠檬酸在自然界分布很广,主要存在于柠檬、柑橘、菠萝等。
柠檬酸具有宜人风味、高的水溶性和强的金属螯合力,长期以来占据食用酸味剂70%左右的市场份额,除可口可乐和纯果汁以外,几乎所有的饮料(包括固体和液体)都使用柠檬酸作为酸味剂,通常的添加量为0.25%-0.4%(m/m)。
柠檬酸在化学技术上可作化学分析用试剂,用作实验试剂、色谱分析试剂及生化试剂;用作络合剂,掩蔽剂;用以配制缓冲溶液。
此外,食品加工和奶制品也添加柠檬酸或柠檬酸盐。据不完全统计,使用柠檬酸的食品或药品(如化学药的枸橼酸盐)约有上千种之多。
柠檬酸除用于食品和医药工业外,最大的用途是代替三聚磷酸钠作为洗涤剂的助洗剂,20世纪90年代初,国外还有人发现柠檬酸加入混凝土中可作为一种“减水剂”,并能提高混凝土的凝固强度。可以认为,柠檬酸早已成为现代食品、医药业、日化行业及其他工业的通用原料[1]。
1.2柠檬酸的来源和发展情况
1784年瑞典科学家Scheele首次从柠檬汁中结晶出固体柠檬酸。1860年意大利开始用添加石灰乳的方法从果汁中得到柠檬酸,从而进行了工业化生产。直到20世纪初,柠檬酸主要是从柠檬中提取产量很低,主要应用于食品工业和洗涤剂,主要产地以意大利的西西里岛为主。1893年德国微生物学者Wehmer发现一种青霉能够积累柠檬酸,但未能实现工业化生产。1917年,美国学者Currie发现了一株产柠檬酸的黑曲霉,并通过美国的Pfizer(辉瑞)公司于1923年采用浅盘发酵实现了工业化生产,原料主要是糖蜜。1952年,美国的Miles公司首先成功地采用液体深层发酵工业化规模生产柠檬酸。由于这种新工艺比传统的浅盘工艺有更多的优越性,因而推动了世界柠檬酸工业的迅速发展,深层发酵法也成为柠檬酸发酵生产的主要工艺。到2000年,全球柠檬酸的年生产能力在90万吨以上,并一直保持比较平稳的发展速度[2]。
我国柠檬酸发酵工业在1949年以前是个空白。1969年上海酵母厂成功利用薯干粉深层发酵柠檬酸。在20世纪80年代,由于出口的需要,我国的柠檬酸生产发展速度,已成为世界上柠檬酸生产量最大的国家。全国有近90家柠檬酸生产企业,年生产能力达近50万吨,占世界总量的40%多。2002年全国产量30多万吨,2003年达40余万吨。我国开发的以白薯干为原料的产酸菌种具有其独到的特点,加之我国的许多地区对生产过程中排放的废水要求较低,多数生产企业对生产过程中产生的废水没能进行比较有效的处理,因此,我国柠檬酸生产成本较低,在国际市场上具有较强的竞争力。近年来我国的檬酸的年出口量一直保持在10万吨以上[3]。
生产工艺
1.3生产方法
本次生产工艺设计以薯干为原料,采用直接粉碎、调浆、液化,进行好气液体深层发酵,钙盐法提取,最后结晶、干燥得到柠檬酸。
1.4工艺流程
本次生产工艺的基本过程是:
在接收糖浆后,根据糖浆组成作适当的处理或配制,配成发酵原料,进行连续杀菌并冷却后,进入发酵罐,加入菌种和净化压缩空气后进行发酵;
发酵液经升温、过滤处理后,进入中和罐,用CaCO3中和处理;
再经过过滤洗涤,得到柠檬酸钙固体,送入酸解罐,再添加H2SO4酸解,并加入活性炭进行脱色;
然后,通过带式过滤机过滤、酸解过滤,除去CaSO4及废炭;
酸解过滤液经离子交换处理后,进行蒸发、浓缩,再进行结晶;
结晶后,用离心机进行固液分离,对得到的湿柠檬酸晶体进行干燥与筛选,最后得到成品的柠檬酸。
成品的柠檬酸。
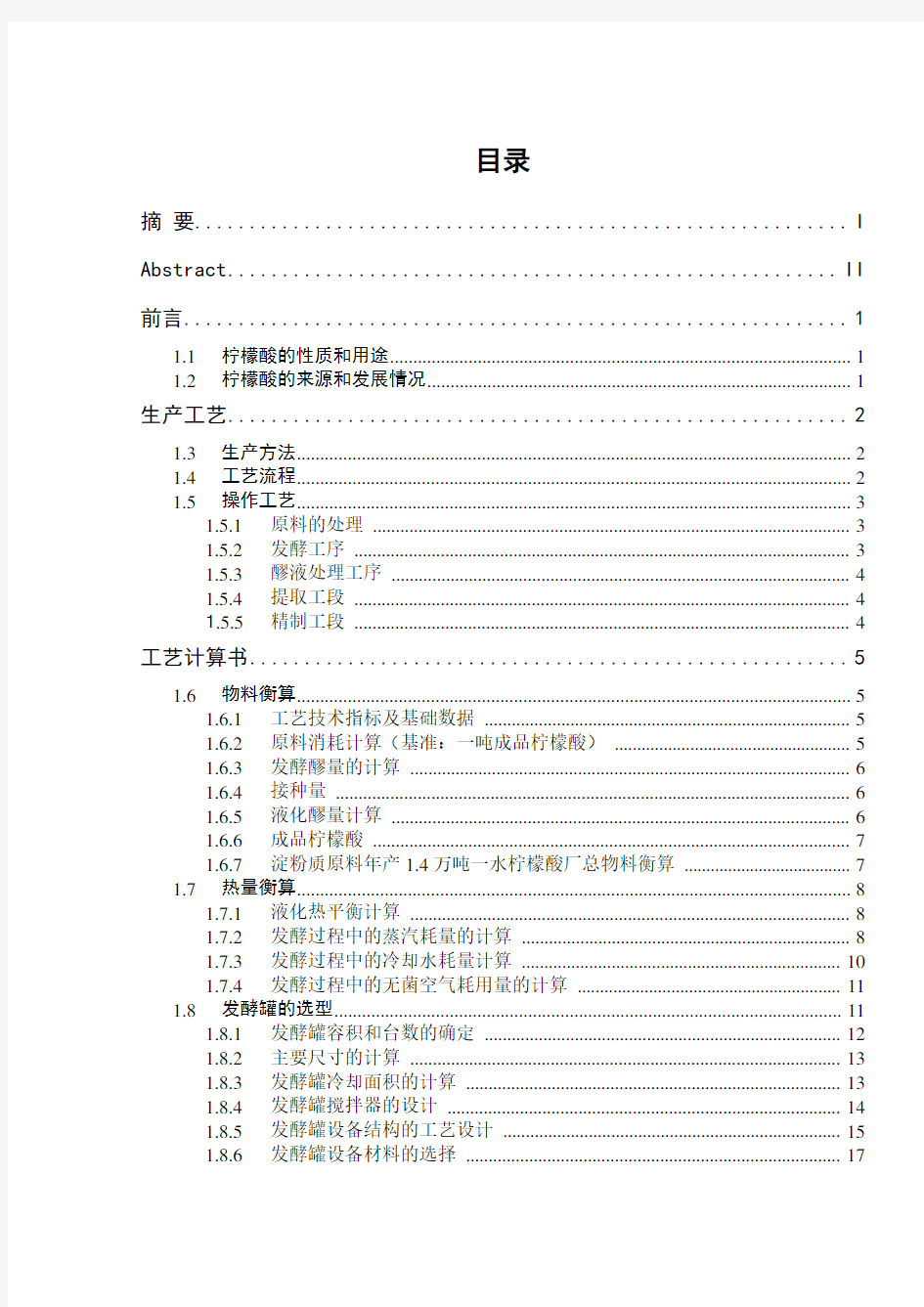
图1-1 柠檬酸生产工艺流程示意图
1.5 操作工艺
1.5.1
原料的处理
根据发酵的要求,对薯干原料,采用直接粉碎、磨粉、调浆、液化、连续灭菌的处理方法;以薯干原料生产时,根据我国薯干粗料的特征,发酵工艺要求将薯干从平仓运至备料车间,经过磁选装置除去原料中含铁杂质,以保护设备。然后进入粗粉碎机,将薯干先轧成1—3cm 大小的小块,以提高磨粉机的效率,便于物料的输送。粗碎后,由斗式提升机提送至中间粉仓,由粉仓落入磨粉机粉碎,粉碎后进入粉仓再经计量送至配料罐。配料罐内加水调浆,同时加入淀粉酶升温液化。液化完成后送至连消装置连续灭菌,再送至发酵车间[4]。 1.5.2
发酵工序
由备料车间提供的经连续灭菌并冷却的料液,通过灭菌管道泵入已空消灭菌待料的发酵罐(或种子罐),通过差压法或零磅火焰倒种法,接入已培养好的柠檬酸菌种,在通风、
净化 空气
菌种
种子
发酵
消泡剂
过滤
废渣处理
中和
钙盐
干燥
湿柠檬酸
纯水
分离
次品回溶
蒸发结品
过滤
废渣处理
酸解
酸液 活性炭
酸解液
离子交换处理
灭菌
配料
筛选
淀粉糖
搅拌情况下,进行发酵或培养。在发酵培养过程中,对罐温、罐压、通风量、搅拌转速等实行连续记录监控,并定期检测原糖消耗情况、菌种生长状态、pH值、泡沫等变化情况。根据发酵的工艺特性要求,及时调整控制发酵工艺过程,以获得最佳工艺产酸率或种罐菌种活力,一般经66小时(种罐约25小时) 培养,大罐在残糖指标、产酸情况达到放罐条件即可放罐;种罐菌种活力及菌群数量达标后,即可移种。在发酵或培种过程的定期检测中,若发现异常情况,如染菌等,应针对具体情况及时处理,对中、前期染菌,可加大种量形成主菌群生长优势,或及时罐实消,补入适当营养源重新接种发酵;后期时可加强监控,提前放罐;对倒罐等应予灭菌排放处理,并认真查找原因,进一步强化灭菌操作中的各个环节[5]。
1.5.3醪液处理工序
柠檬酸发酵完成后,应即时进行热处理,以灭活发酵,絮凝蛋白、提高收率,为提高设备利用率,增设醪液贮罐,通过热交换器,及时将醪液加热至80℃后进入醪液热贮罐,再经泵压入过滤机,除掉固形物及菌体残渣,将清醪液泵入下道工序[7]。
1.5.4提取工段
由压滤工段送来的柠檬酸清醪液泵入中和罐,在80℃下进行中和。碳酸钙经密闭的输送机送入车间,经无级调速下料螺旋分散投入中和罐,以防止局部浓度过高,使中和沉淀反应均匀,经终点检测合格后,将柠檬酸钙悬浮液排入带式过滤机中,将固体柠檬酸钙从悬浮液中分离出来,为满足玉米原料及薯干原料生产工艺的双重要求,中和带式过滤机用特定的加长、强洗型,生产原料操作灵活,以确保粗原料生产时的中和洗糖要求及成品的指标控制,要求并使中和废水经分流至污水处理站。分离后的柠檬酸钙经卸料螺旋送至酸解桶中,由热水或酸解液调浆,浓硫酸由酸碱站泵入,再计量到酸碱桶中与柠檬酸钙在80℃下生成硫酸钙与柠檬酸的悬浊液送入酸解带式过滤机进行过滤,清洗液即稀酸解液收集用于调浆,硫酸钙运至渣场综合利用,柠檬酸酸解送精制工段[8]。
1.5.5 精制工段
离子交换与脱色柠檬酸液从暂贮灌中泵送离交纯化工序,经由阳离于交换塔,阴离子交换塔和活性炭脱色塔,离交脱色除去色泽及影响成品质量加速设备腐蚀的阴阳离子,阴阳树脂需经过酸洗、碱洗再生处理,离交后的柠檬酸精制母液送入蒸发工序[9]。
蒸发与结晶在提纯溶液进入蒸发部分前,通过精过滤器除去清液中的微小树脂颗粒。精滤后的溶液经热交换器预热后送至双效真空浓缩器经浓缩至特定浓度后,转入真空
结晶器,或者低温结晶器进行结晶。以确定产品(一水产品或无水产品),再经分离将柠檬酸晶粒从液相中分离出来,液相(母液)在分离后分别放至各级母液贮罐,根据其杂质离交浓度情况,送往重新蒸发式回流到前工序处理提纯,晶体送往干燥机[10]。
干燥与包装 从离心机分离出来的湿柠檬酸晶粒被送到流化床干燥器,根据生产品种控制干燥空气、温度及冷却空气量进行干燥,排空经湿式旋风分离器处理排放,干燥后的柠檬酸晶粒通过传送装置运到筛选机,不合格颗粒被筛分出来,溶解后返回到结晶系统,柠檬酸成品进行定量、包装,存放[11]。
工艺计算书
1.6 物料衡算
1.6.1
工艺技术指标及基础数据
(1)生产规模:53000t/a99.5%一水柠檬酸折合成48561.48t/a99.5%无水柠檬酸; (2)生产方法:外加耐高温α-淀粉酶液化,深层液体发酵,钙盐干法提取; (3)生产天数:每年300天;
(4)食用99.5%无水柠檬酸日产量:48561.48÷300=161.87t ,取整数为162t ; (5)食用99.5%无水柠檬酸年产量:162×300=48600t ;
(6)产品质量:国际食用柠檬酸99.5%(质量分数),实际产率98%,副产品约占2%; (7)薯干粉成分:含淀粉量 70%,水分13%; (8)α-淀粉酶用量:8U/g 原料;
(9)操作参数:淀粉糖转化率98.5%,糖酸转化率95%,提取阶段分离收率95%,精制阶段收率98%,倒罐率1%则其得率为11%99%-=;产酸率(即糖发酵液转化率)13%;发酵周期75h ,发酵温度(35±1)℃,发酵通风量10V/(V 发酵液.h)。 1.6.2
原料消耗计算(基准:一吨成品柠檬酸)
年产1.4万吨一水柠檬酸,折合无水柠檬酸,按1995年5月,中国发酵工业协会柠檬酸分会制定的“柠檬酸行业统计办法”:
无水柠檬酸需要量为:53000÷1.09375=48561.48t/a (1)生产无水柠檬酸的总化学反应式:
6105226872()3/22n C H O nH O n O nC H O nH O ++=+ 192
X 1000
(2)生产1000kg99.5%无水柠檬酸所需的理论淀粉消耗量: X=1000×(162÷192)×99.5%=839.53 kg
(3)生产1000kg99.5%无水柠檬酸所需实际淀粉消耗量: X ÷(98.5%×95%×95%×98%×99%)=973.40kg
(4)生产1000kg99.5%无水柠檬酸所需实际薯干粉原料消耗量: 973.4÷70%=1390.57kg
(5)α-淀粉酶的消耗量:应用酶活力为20000u/g 的α-淀粉酶使淀粉液化。α-淀粉酶用量按8u/g 原料计算;有:
1390.57×103×8÷20000=0.557kg 1.6.3
发酵醪量的计算
根据发酵液转化率为13%:
100099.5%95%98%13%8221.102206kg ?÷??=() 1.6.4
接种量
接种量为发酵醪的10%,则: 8221.103×10%÷100%=747.373 kg 1.6.5
液化醪量计算
因为成熟蒸煮醪为:8221.103-747.373-0.56=7473.17kg 则调浆浓度为:1390.57×100%÷7473.17=18.6% 粉浆的干物质浓度为:973.4×100%÷7473.17=13.03% 蒸煮直接蒸汽加热,采用连续液化工艺: 操作流程:
混合后粉浆温度为50℃,应用喷射液化器迅速使粉浆升温至100℃。升温后进入维持罐,使料液保温20~30min 以完成液化,进蒸汽压力保持在0.3~0.4MPa 表压。
液化完成的醪液由板式换热器降温至35+1℃备用。 调浆及液化灭菌时产生的泡沫可用少量泡敌消泡。 工艺计算:
干物质含量B 0=70%的薯干原料比热容为:
0C=1.55 C 4.1810.770%=2.1318kJ /(kg?K)=?-?() 粉浆的干物质浓度为B 1=12.54%
液化醪的比热容为:C1=B1C0+(1.0- B1)Cw
=12.54%×2.1318+(1.0-13.03%)×4.18
=3.913kJ/(kg·K)
Cw-水的比热容取4.18kJ/(kg·K)
为简化计算,定液化醪的比热容在整个过程中维持不变.
经喷射液化器前的液化醪量为X:
X+X×3.913×(100-50)÷(2731.2-100×4.18)=6889.4(kg) 解得X=6889.4(kg)
其中2731.2-喷射液化器加热蒸汽0.3MPa的焓
1.6.6成品柠檬酸
日产柠檬酸量为:53000÷300=161.87t/d
即结晶液中柠檬酸的含量为:162t/d
需精制液中柠檬酸含量为:162÷98%=165.3061t/d
需分离液中柠檬酸的含量为:162÷(95%×98%)=174.0064t/d
1.6.7淀粉质原料年产1.4万吨一水柠檬酸厂总物料衡算
即对生产48561.48t/a99.5%无水柠檬酸的薯干原料柠檬酸厂进行计算。
(1)柠檬酸成品
日产食用99.5% 无水柠檬酸量为161.87t,取整数为162t
日产副产品为:162×2%÷98%=3.31t
则日产总量为:162+3.31=165.31t
实际年产量为:食用柠檬酸量为:162×300=48600t/a
副产物为:3.31×300=993 t/a
总产量为:49593 t/a
(2)主要原料薯干用量
日耗量:1390.57×10-3×161.8776=229.876t
年耗量:229.876×300=68962.79t
(3)根据以上计算,将物料衡算结果列于表3-1。
表3-1 14000t /a 料柠檬酸厂物料衡算表
物料名称
每吨产品耗物量
(kg )
年产1.4万吨耗物量 每天(t/d ) 每年(t/a) 食用柠檬酸 980 162 48600 副产品 20 3.31 993 薯干原料 1390.57 229.88 68962.79 淀粉 973.4 160.91 48273.95 α-淀粉酶 0.56 0.09 27.59 发酵醪 8304.14 1359.00 407699.60 接种量 830.41 123.55 37063.60 成熟蒸煮醪 7473.17 1235.36 370608.40 薯干浆量 6894.7
1139
341700.10
1.7 热量衡算
1.7.1
液化热平衡计算
喷射加热器耗热
喷射加热初温t 1=50℃加热后t 2=100℃ 醪液的比热容为C1 =3.92kJ/(kg ·℃) 由工艺可知:
经过喷射加热器温度由t 1=50℃升温至t 2=100℃ Q= C 1×G 醪液(100-50)
=3.92×6889.4×(100-50) =1350322kJ 1.7.2
发酵过程中的蒸汽耗量的计算
(1)蒸汽用量的计算公式 整个生产过程采用蒸汽加热, 蒸汽耗用量计算公式为:()()()21DC t t Q D I i I ηλη
-=
=
--总
式中:η——为蒸汽的热效率,取95%η=; I ——汽化潜热。
(2)基础数据
在280C 下,查得淀粉的比热容为 1.55 kJ/(kg ·℃); 水的比热容为4.174kJ/(kg ·℃); 加热蒸汽的热焓为2549.5 kJ/(kg ·℃); 加热蒸汽的冷凝水的热焓为1250.60 kJ/(kg ·℃) 由前面的计算可知,日耗薯干粉量为229.876t/d 日耗淀粉量为160.92/d 日耗薯干浆量为1235.362t/d 则日耗调浆用水量为:1235.362-229.876=1005.486 t/d 日耗淀粉浆量为:161.87+1005.486=1166.406t/d
淀粉浆中含水量为:(1005.486÷1166.406)×100%=96.204% 淀粉浓度为:(161.87÷1166.406)×100%=13.80% 由此可算得淀粉浆的比热容为:
C=C 淀粉×X+C 水×Y=1.55×13.8%+4.174×86.204%=3.816kJ/kg K ? 式中:X ——淀粉浓度,13.8% Y ——水浓度,86.204%
(3)生产过程中蒸汽耗量的计算 ①培养基灭菌及管道灭菌:
培养基采取连消塔连续灭菌,进塔温90℃,灭菌130℃
则灭菌用蒸汽量:()
()
21DC t t D I λη-=-
每罐的初始体积为180 m 3,初糖浓度是13g/100ml ,灭菌前培养基含糖量19%。 其数量为:180×13%÷19%=123.16t
灭菌加热过程中用0.3MPa ,蒸汽(表压)I=2725.3kJ/kg ,由维持罐(90℃),进入连消塔加热至130℃,糖液比热容3.69kJ/kg K ?。
每罐灭菌时间3h ,输料流量123.16÷3=41.05 t/h , 消毒灭菌用蒸汽量:
D=41.05×3.69×(130-90)÷[(2725.3-130×4.18)] =2.78t/h ; 每天培养基灭菌用蒸汽量:2.78×3×2=33.31t/d ;
所有用罐空罐灭菌及相关管道灭菌用蒸汽量,据经验取培养基灭菌用蒸汽量的10%,则:D 1=33.31×10%=3.33t/d 。
加热发酵醪所用的蒸汽量D 6:
柠檬酸水溶液的比热容可按下式近似计算: C=(0.99-0.66ω+0.0010t) ×4.19 式中:0.99——比热容kJ/kg ?℃
ω——柠檬酸质量分数,ω=(174.0064÷1358.999)×100%=12.8% t ——温度,℃ 代入上式,得:
C=(0.99-0.66×12.20%+0.0010×35)×4.19=3.94kJ/kg K ? 那么由此可得D 6为: D 6=
GC(t1-t2)/(I-λ)η=1358.999×3.94×(85-35)÷(2549.5-1250.60)×95%
=58754.39t/a
(4)将发酵段蒸汽衡算列于表3-2。
表3-2 发酵车间蒸汽衡算
生产 工序 日用蒸汽量 (t /d ) 平均蒸汽用量
(t /h ) 年用蒸汽量 (t /a ) 培养基灭菌 33.31 1.39 9994.01 加热发酵醪 111.23 4.63 33367.68 空罐灭菌 3.33 0.14 999.40 合计
147.87
6.16
44361.09
1.7.3 发酵过程中的冷却水耗量计算
已知发酵过程中的发酵热为25080kJ/m 3·h ,400 m 3的发酵罐一般装料量为360 m 3(填
充系数为0.9),则 21Q C )
W t t =
-酵水( =4.186000360
4.18(2815)???-
=166153.8462kg/h=3987.692t/d=1196308t/a
已知25 m 3的种子罐(填充系数0.7),装料量为17.5 m 3
W 种子=4.18×6000×17.5÷[4.18×(28-15)]=8077kg/h=193.85t/d=58155t/d 将发酵段水衡算列入表3-3。
表3-3发酵车间冷却水衡算表
生产工序平均耗水量
(t/h)
日耗水量
(t/d)
年耗水量
(t/a)
发酵罐用水166.1543987.6921196307.69种子罐用水8.077193.84658153.85合计174.2314181.5381254461.54
1.7.4发酵过程中的无菌空气耗用量的计算
(1)单罐发酵罐用无菌空气量:
根据无菌空气用量的计算公式:
V=发酵罐体积×通气速率×填充系数
已知:发酵罐体积为400 m3
通气速率为0.18vvm
填充系数为60%
则:V=400×0.18×60%=43.2m3/h
(2)单个种子罐用无菌空气量:
取种子罐的空气消耗量为发酵过程空气耗量的25%,
则: V=25%V=25%×43.2=10.8 m3/h
(3)将发酵车间蒸汽衡算列入表3.4。
表3-4发酵车间无菌空气用量衡算表
设备名称单罐每小时用气
量(m3/h)
单罐每日用
气量(m3/d)
每罐每年用
气量(m3/a)
年总用
气量m3/a
发酵罐43.21036.83110403421440
种子罐10.8259.277760855360
总用量5412963888004276800
1.8发酵罐的选型
当前,我国柠檬酸发酵占统治地位的发酵罐仍是机械涡轮搅拌通风发酵罐,即通常所说的通用罐。选用这种发酵罐的原因主要是:历史悠久,资料齐全,在比拟放大方面积累了较丰富的成功经验,成功率高。
此外在柠檬酸发酵生产设备方面,大型气升式发酵罐仍处于试用攻关阶段。从试用情况看,由于气升式罐在生产周期、产酸率、供氧周期波动的影响、通风量增加的综合能耗、生产的稳定性及可重复性等因素,所以多数厂家目前仍延用机械搅拌通风式发酵罐。因而,就本项目而言,按技术成熟,可靠、稳妥的原则,结合柠檬酸工程中的设计经验,通过对罐内空气分配器进行适当改造,成为新型的通风式机械搅拌型发酵罐。其搅拌功率,比相同容积的通用发酵罐降低约10%。
从生物发酵行业醪液处理供料的均衡性考虑,发酵放罐间隔时间不宜大于8小时,在技术可靠的前提下,大罐放料容积不大于400 m 3。
结合目前本行业发酵技术的现状,目前国内行业成熟技术水平、加工技术水平,企业可能达到的发酵控制管理水平等,从生产的可靠性、可实施性等方面考虑,本设计拟采用放罐容积约200 m 3 的新型通风发酵罐。
现以此类发酵罐进行设计选型。 1.8.1
发酵罐容积和台数的确定
(1)发酵初糖浓度:
由前面的计算可知,发酵液中柠檬酸的含量为174.006 t/d ,则根据:
6126687C H O C H O → 180 192
可计算出葡萄糖量为:174.006×180÷192=163.13 t/d 则发酵初糖浓度为:163.13×100%÷1358.9985=12% (2)生产能力的计算:
现每天产99.5%纯度的柠檬酸162t ,柠檬酸发酵周期为75h (包括发酵罐清洗、灭菌、进出物料等辅助操作时间)。则每天需糖液体积为V 糖。 每天产纯度为99.5%的柠檬酸162t ,每吨100%的柠檬酸需糖液7.58 m 3;
V 糖=7.58×162=1227.96m 3
设发酵罐的填充系数?90%=,则每天需要发酵罐的总容积为V o (发酵周期为48h )。 V O =V ÷φ=1227.96÷90%=1637.28m 3 (3)发酵罐个数的确定:
现选择公称容积为400m 3的六弯叶机械搅拌通风发酵罐为例,则需要发酵罐的个数为
1N 。
查表知公称容积为400 m 3的发酵罐,总容积为453m 3,则:
每台罐的产量为:400×0.9×13%×1.11×95%×98%=48.363588t 发酵罐所需个数=
*
24
日产量操作周期每台设备产量= 437524.224?=5.55 取公称容积400 m 3发酵罐11个;
每日投(放)罐次:162÷48.36=3.349圆整到4次,日运转10.46759×66÷75=9.211475。 其中发酵时间为66h ,发酵操作时间为75h (4)实际产量验算:
453×0.75×4×300÷7.58=53786.28;
富裕量:(53786.28-48561.48) ÷48561.48=10.76%,能满足产量要求。 1.8.2
主要尺寸的计算
(1)现按公称容积200 m 3的发酵罐计算
V 全=V 筒+2V 封=230(m 3),封头折边忽略不计,以方便计算: 则V 全=0.785D 2×2D+π÷24×D 3×2=460
解方程得:D =6.31(m ) 取D=6.3m ,H=2D=12.6m ;
根据《发酵工厂设计概论》通用发酵罐系数表,查得封头高为H 封
=
ha+hb==1250+50=1300(mm)。
(2)验算全容积全V :
V ’全=V 简+2V 封=0.785D 2×2D+(π÷24)D 3×2+0.785D 2×0.05 =0.785×6.32×2×6.3+π×6.33×2÷12+0.785×6.32×0.05 =459.5606m 3 V ’全=V 全 1.8.3
发酵罐冷却面积的计算
对柠檬酸发酵,每1m 3发酵液,每1h 传给冷却器得最大热量约为 4.18×6000kJ/(m 3·h)。采用竖式列管换热器。
取经验值K =4.18×500kJ/( m 3
·h·℃)。 平均温差为:
t t t t t m 21
2
1ln ???-?=
? 35℃→35℃ 15℃→28℃ 20 7
代入得: m t ?=()()207/ln 20/712.4-=℃
对公称体积200 m 3的发酵罐,每次放4罐,每罐实际装液量为: 1227.96÷4=306.99 m 2 换热面积
m
Q
F=
t k ?= 4.18×6000×306.99÷(4..18×500×12.4)=297.0871 m 2 1.8.4 发酵罐搅拌器的设计
(选用六弯叶涡轮搅拌器)。
(1)主要尺寸:列该搅拌器的各部尺寸与罐径D 有一定的比例关系,如下: 搅拌器叶径 D/3=6.3/3=2.1m 叶宽 B=0.2d=0.2×2.1=0.42m 弧长 l=0.375d=0.375×2.1=0.7875m 底距 C=D/3=6.3/3=2.1m
盘径 d i =0.75D i =0.75×2.1=1.575m 叶弦长 L=0.25d=0.25×2.1=0.525m 叶距 Y=D=6.3m 弯叶板厚 δ=12mm
(2)转速:取四档搅拌,搅拌转速N 可根据50 m 3罐,搅拌器直径1.05 m ,转速n=110r/min,以等P O /N 为标准放大求得[4]:
N 2=N 1(D 1/D 2)2/3=110×(1.05/2.1) 2/3=36.67(r/min)
(3)搅拌轴功率:通风搅拌发酵罐,搅拌轴功率的计算有许多方法,现采用修正的脉凯尔式求搅拌轴功率,并由此选择电机。
①计算Re m :
Re m =
2
/N D ρμ
式中:D -搅拌器直径,为2.1m
N -搅拌器转速,为N =36.67/60=0.611(r/s)
ρ-醪液密度,ρ=1050kg/ m 3 μ-醪液粘度,μ=103.13-?N·s/ m 2 将数代入上式,得:
Re m =2.12×0.611×1050/1.3×10-3=2.18×106>104
视为湍流,则搅拌功率准数N P=4.7
②计算不通气时的搅拌轴功率P O:
P O′=N P N3D5ρ
式中:N P-在湍流状态时其值为常数4.7
N-搅拌器转速,为0.611(r/s)
D-搅拌器直径,为2.1m
ρ-醪液密度,ρ=1050kg/m3
代入上式得:P O′=4.7×0.6113×2.15×1050=459.986kW 四档功率则为:P O=4 P O′=183.994 kW
③计算通风时的轴功率Pg:
Pg=
23
30.39
0.08
2.25*10*()
ND
Q
P
-kW
式中:P O-不通气时的搅拌轴功率,P02 =183.9942=3.385×105
N-搅拌器转速,为80r/min
D-搅拌器直径(cm),D3 =2.13×106=9.261×106
Q-通风量(ml/min),通风比为vvm=0.08-0.15,取低限,如通风量变大,Pg会小,为安全,现取0.11,则:
Q=400×0.75×0.11×106=3.3×107
Q0.08=(3.3×7
10
08
.0
)=3.99
Pg=2.25×10-3×(3.385×105×36.67×9.261×106/3.835)0.39=162.64kW
④求电机功率P电:P电=Pg÷(η1η2η3)×1.01
采用三角带传动1η=0.92,滚动轴承2η=0.99,滑动轴承3η=0.98,端面密封增加的功率为1%,代入公式数值得:
P电=162.64×1.01÷(0.92×0.99×0.98)=184.0291 kW
查取合适电机。
1.8.5发酵罐设备结构的工艺设计
(1)空气分布器
本罐使用单管进风,风管直径计算见后面的接管设计。
(2)档板
档板的作用是加强搅拌强度,促使液体上下翻动和控制流型,防止产生旋涡而降低混
丰源集团 无机陶瓷膜分离技术精制柠檬酸 技术方案 北京中天元环境工程有限责任公司 二00二年七月
目录 1.单位简介 (3) 2.无机陶瓷膜分离技术简介 (4) 3.设计依据 (6) 4.技术指标及质量保证 (7) 5.工艺流程说明 (8) 6.供货范围 (10) 7.设备价格 (10) 8.系统交货期 (11)
1、单位简介 北京中天元环境工程有限责任公司是北京中天元工程设计有限责任公司和岳阳市新科环保设备工程有限公司共同发起并组建的高新技术企业,具有工程甲级设计资质和环境工程专项乙级设计资质。公司以环保技术和膜分离技术为主导,通过引进国外的先进技术,开发了一系列的膜分离设备和环境保护设备,成功应用于石油、石化、化工、生物化工、油脂加工、环境保护等领域。 公司拥有一支由高级管理人才和工程技术人员组成的研发、设计、生产和营销队伍,有着丰富的工程实践经验。公司凭借自己雄厚的实力,卓越的产品、先进的技术、专业的工程队伍和完善的售后服务,竭诚向您提供以下服务:城市和工业污水处理工程总包、设计、设备提供和运行管理,先进的膜分离、环保和节能设备的制造和提供,节水和回用水项目的设计、实施。
2、无机陶瓷膜分离技术简介 无机陶瓷膜的发展始于20世纪40年代,至今已经历了3个阶段: 第一阶段始于二战时期的Manhattan 计划,当时采用多孔陶瓷材料进行铀同位素的分离富集。 第二阶段自80年代无机陶瓷膜进入工业应用领域,相继开发出工业用无机陶瓷微滤膜(Micro filtration membrane)和无机陶瓷超滤膜(Ultra filtration membrane)及其组件,这就是液体分离时期。 第三阶段自90年起,由于无机陶瓷膜优异的性能及材料科学的发展,应用领域不断扩大,开始进入了以膜催化反应为核心的全面发展时期。 通过这三个阶段的发展,无机陶瓷膜分离技术已产业化,80年代初期成功地在法国的奶业和饮料(葡萄酒、啤酒、苹果酒)业推广应用后,其技术和产业地位逐步确立,应用已拓展至食品工业、生物工程、环境工程、化学工业,石油化工、冶金工业等领域,成为苛刻条件下精密过滤分离的重要新技术。 无机陶瓷膜由载体层、过渡层和膜层组成,主要以Al2O3、TiO2、ZrO2为材料,通过采用固态粒子烧结法制备载体层和过渡层,然后采用溶胶-凝胶法制备膜层。起过滤作用的是膜层,它是以形状规则的喇叭形孔道均匀分布于膜层,孔径分布窄,孔隙率高。采用错流过滤的方式,以压差作为推动力,利用筛分原理,截留比膜孔径大的微粒,小于膜孔径的粒子通过膜,达到分离或浓缩的目的。常用的高分子膜微滤多采用终端过滤,随着过滤的进行,被截留微粒的积累形成滤饼,过滤阻力越来越大,膜通量则越来越小,无法长期连续运行。无机陶瓷膜采用错流过滤,错流过滤方式则明显优于终端过滤,由于存在与膜面平行方向的流体流动,产生的剪切作用使被膜截留的微粒无法沉积,随流动介质进行循环,膜面不可能形成滤饼,而是会出现动态平衡,这样膜通量不会持续下降,会在一定条件下保持稳定或下降极慢。由于陶瓷膜孔隙率高,故阻力很小,膜通量大,过滤速度快,所需膜面积小,占地小。孔径分布窄,
桶装饮用纯净水生产过 程控制程序 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
桶装饮用纯净水生产过程控制程序 1.目的 保证直接影响产品质量的生产过程在受控状态下进行,以确保最终产品满足国家标准和用户要求。 2.适用范围 适用于直接影响产品质量的生产过程中各工序控制。 3.相关责任 纯水制作部负责生产过程质量控制的归口管理。 办公室及仓库负责生产物资的采购和保管。 纯水检验室负责本程序中质量特性的检验和验证。 4.工作程序 纯净水生产工艺规程
4.2.1准备工序 4.2.1.1将环境卫生和车间内部卫生达到六面洁净,地面每天用水冲洗。 4.2.1.2所有操作人员均必须取得上岗证,无上岗证一律不得上岗。 4.2.1.3操作人员必须熟悉本岗位操作规程和工艺纪律以及卫生制度。 4.2.2生产过程 4.2.2.1严格按照逆渗透制水设备操作程序,按步骤操作,并详细记录《纯水 站运行数据记录》中的各项技术参数。 4.2.2.2开启臭氧发生器,向纯水箱中充加臭氧,利用循环泵使臭氧与纯水充 分混溶,达到有效的杀菌效果。 4.2.2.3将空桶在水桶预处理间一次清洗水池中,内外壁作预处理。 4.2.2.4将作预处理后的空桶在清洗车间用洗桶机再清洗一遍。 4.2.2.5灌装、消毒、封盖,使用专用灌装设备,严禁操作人员直接接触灌装 瓶、瓶盖等,同时严格按下列步骤进行: 4.2.2.穿戴工作鞋、工作服、工作帽、口罩,按照工序操作。 4.2.2.灯检时,细观察水桶内部水质情况,只准有微小气泡,不准有其它杂 质。 4.2.2.贮存、灌装成品放置成品车间。 4.2.2.在贮存过程中,定期紫外线照射,杀灭空气中的各种有害细菌。 纯净水生产作业指导书 4.3.1制水设备开机程序(无关人员未经许可不许入内)。 4.3.1.1先查看一遍所有开关是否在所在位置。 4.3.1.2开启总电源。 4.3.1.3将控制开关打开。 4.3.1.4按原水启动按钮,开启原水增压泵,待浓水出水口流出水时,再同时 启动①和②,机器系统开始工作。 4.3.1.5观察整台设备是否转动正常,从声、光等方面看,同时将滤前压、滤 后压及一、二级反渗透系统的各数据记录在《纯水站运行数据记录》 中。
柠檬酸及生产工艺 一.柠檬酸的简介 1. 柠檬酸的理化性质 柠檬酸(Citric acid),又称枸椽酸,是一种三元羧酸,其学名为3-羟基-3-羧基戊二酸,分子式C6H8O7(无水物),在自然界中存在于柠檬、柑桔、梅、子、梨、桃、无花果等水果中。柠檬酸具有无毒,无色,无臭特性,一般为半透明结晶或白色粉末,易溶于水、乙醇、乙腈、乙醚等[1],不溶于苯,微溶于氯仿。相对密度1.542g/cm3,熔点153℃(失水)。柠檬酸结晶形态因结晶条件不同而不同,有无水柠檬酸,也有含结晶水的柠檬酸。在干燥空气中微有风化性,在潮湿空气中有潮解性,175℃以上分解放出水及二氧化碳。柠檬酸是一种较强的有机酸,有3个H+可以电离;水溶液呈酸性,加热可以分解成多种产物,与酸、碱、甘油等发生反应。 2. 柠檬酸的用途 柠檬酸具有令人愉悦的酸味,入口爽快,无后酸味,安全无毒,被广泛用作食品和饮料的酸味剂;能与二价或三价的阳离子形成络合物,被用作金属加工的鳌合剂和洗净剂(起软化水作用的洗净力补充剂);还能衍生形成许多衍生物,可用作有机化学工业的原料。因此被广泛用于食品饮料、医药化工、清洗与化装品、有机材料等领域,是目前世界需求量最大的一种有机酸[2],到目前还没有一种可以取代柠檬酸的酸味剂。 二.生产技术 柠檬酸的生产方法共可分为 3 种: 水果提取法,化学合成法, 生物发酵法三种[17],目前以发酵法生产柠檬酸为主[18]。发酵法又分为固体发酵法和液体深
层发酵法。固态发酵能耗小但劳动力大,占地面积大,不适合大规模的生产应用。深层通风发酵法采用不锈钢罐体,机械搅拌通风,微生物在液体相中分布均匀,发酵时不生成孢子,全部菌体细胞用于代柠檬酸,发酵速度高,实现了机械化或自动化操作,利于大规模生产。 三.生物发酵法制取柠檬酸 1.本工艺选择的原料及生产方法 本次生产工艺设计以薯干为原料,采用直接粉碎、调浆、液化,进行好气液体深层发酵,钙盐法提取,最后结晶、干燥得到柠檬酸 2.工艺流程 接收糖浆后,根据糖浆组成作适当的处理或配制,配成发酵原料,进行连续杀菌并冷却后,进入发酵罐,加入菌种和净化压缩空气后进行发酵;发酵液经升温、过滤处理后,进入中和罐,用中和处理;再经过过滤洗涤,得到柠檬酸钙固体,送入酸解罐,再添加酸解,并加入活性炭进行脱色;然后,通过带式过滤机过滤、酸解过滤,除去及废炭;酸解过滤液经离子交换处理后,进行蒸发、浓缩,再进行结晶;结晶后,用离心机进行固液分离,对得到的湿柠檬酸晶体进行干燥与筛选,最后得到成品柠檬酸。
纯水车间桶装水生产工艺流程 1. 水处理:原水—多介质预处理—活性炭—软水器—精密过滤器(三组)—R反渗透(一级、二级)—灌装泵—紫外线杀菌—灌装线。 2. 桶装水灌装线:人工上桶—拔盖机—自动上水—内外桶清洗消毒灌装机—上桶盖—贴批号套膜—热缩机—灯检—卸桶。 3. 水源准备:桶装水是由两个二级水箱的水灌制完成的,为了保证灌装谁的充足供给,必须前一天晚上把连接灌装泵的二级水箱注满水,与此同时,把此水箱底下的连接另一个二级水箱的阀门关上,水箱上的进水阀门也顺之转向另一个二级水箱,这样是为了保证设备的正常供水。开始制桶装水时,必须先查看所有二级水箱阀门是否恢复原样,在保证不影响设备用水的前提下,可以把连接EDI水箱的阀门截上。电主箱打开电工箱后,在保证自身安全的情况下把控制灌装泵和空压机泵的阀门逐一合上后,关上电工箱门并锁上。 4. 桶装水生产线准备:每次生产桶装水时,先把盖进行消毒,要求爱尔施消毒片每次溶解30片后倒入消毒桶(约50L水)内对盖进行30分钟以上浸泡后,放掉污水必须用纯净水对盖进行清洗数遍,方可使用。 5. 两消毒水箱分别注入自来水(每水箱约200L)第一水箱为自来水清洗,第二水箱为消毒清洗,要求用爱尔施50片溶解后方可倒入水箱内。 6. 打开机器总开关检查“紧急停止”钮是否开启(2个),电工箱内电源是否处在打开位置,再用钥匙打开控制电源,一切准备就绪后,
回到机房,再次对机器进行各项检查,确认无误后方可把灌装泵打开,再把二级开关按钮转向手动,最后按住灌装机器
“启动”按钮,3秒钟后机器启动,进行桶装水灌制。操作间以外上桶,卸桶由专人完成。 7. 在生产水的过程中,由于灌装水的用水量较大,机器启动频繁,要求工作人员最少每10分钟队机房巡视一次,如果设备用水与车间灌装用水发生冲突时,首先要保证设备用水。 注:在灌制过程中机器出现任何异常现象必须先停机再进行解决操作。挂盖儿出现脱落时,必须由传送带把桶传出后方可手动上盖操作,如违规操作出现问题。 药剂科—制水车间 2016.06.03 (注:文档可能无法思考全面,请浏览后下载,供参考。可复制、编制,期待 你的好评与关注!)
柠檬酸生产工艺简介第一节概述 一、柠檬酸的用途 (一)在食品工业的应用 1、饮料 据统计75%~80%的柠檬酸用于饮料工业。 2、果酱与果冻 3、糖果 4、冷冻食品 5、酿造酒 6、冰淇淋和酸奶 7、脂肪与油 8、腌制品 9、罐头食品和水果加工 10、豆制品和调味品 (二)柠檬酸在药物、美容品、化妆品上应用 1、药物 “999胃泰” 2、发蜡与化妆品 (三)柠檬酸在工业上应用 1、金属净化
2、去垢剂 3、无土栽培农艺 4、矿物 5、…… 二、乳酸的用途 L-乳酸聚合成聚乳酸(PLA) 三、L-苹果酸的用途 三、葡萄糖酸的用途 四、琥珀酸的用途 我国柠檬酸发展简史 1968年我国第一家以淀粉为原料深层发酵柠檬酸成功投产的厂是上海酵母厂。同期,天津工微所开展了以适合我国国情的薯干原料深层发酵柠檬酸的研究工作。之后,上海工微所用该所的“东酒2号”黑曲霉为出发菌株,用薯干粉做培养基,很快选出了我国第一代深层发酵柠檬酸生产菌种AL558,由原轻工业部立项,组织上海、天津两个工微所、上海复旦大学生物系、上海新型发酵厂(筹)、上海酵母厂、天津柠檬酸厂(筹)、南通油洒厂(南通发酵厂前身)等单位,在南通油酒厂展开了善于深层发酵、全离交提取工艺的中、大型试验工作,并取得了成功,因而推动了我国柠檬酸工业于20世纪70年代初形成了工业体系。70年代中期到80年代是我国柠檬酸菌种选育的高峰期,先后选育出5代薯干原料高产菌株和适应淀粉、木薯、葡萄糖母液、糖蜜等原料的优良菌株。上海、天津两工微所和上海复旦大学生物系为此做出了很大贡献。各生产厂的广大科技人员和生产工人通过不懈地努力,提高了柠檬酸行业的整体水平,特别在缩短发酵周期、提高单产方面成绩突出,使我国柠檬酸发酵技术处于世界领先地位。无锡轻工业学院和天津轻工业学院为柠檬酸行业培养了一大批科技力量,已成为行业发展的骨干。1995年金其荣与蚌埠柠檬酸厂共同开发了玉米去渣发酵新工艺。同年黑龙江甘南柠檬酸厂于脱胚玉米去渣发酵工艺也成功投产。玉米新工艺的成功,使我国的柠檬酸工业进入一个
超纯水设备制水工艺及详细技术方案 超纯水设备适用范围:本系统适用于树胶业清洗和生产用纯水。 工程类别:水处理系统销售、安装、服务。 系统总进水量:5m3/hr 系统产水量:2m3/hr@25℃ 系统回收率:55~70% 产水水质:电导率≤0.2μs/cm@25℃ 运行方式:自动运行(并具备手动操作功能)。 原水水源:自来水 原水设计温度:25℃ 制水工艺:RO反渗透+EDI连续电除盐〔或IX树脂离子交换〕主要配置: 预处理系统:原水箱、原水箱液位控制器、原水进水电磁阀、原水泵、PAM计量泵、多介质过滤器、活性炭过滤器、阻垢剂计量泵、管路、阀门。
RO反渗透系统:高压泵、反渗透膜、反渗透膜壳、膜架、控制系统、进水电磁阀、冲洗电磁阀、调压阀、高压开关、低压开关、精密过滤器。 储存系统:液位控制器、中间水箱。 EDI系统:〔工艺1)给水泵、模块、电源、流量计、压力表、电磁阀、在线电导仪、在线电阻仪、自动控制系统、机架。 IX系统:〔工艺2〕给水泵、再生泵、树脂容器、离子交换树脂、管路、阀门、机架。 工艺简介: 反渗透技术是一种高效率、低能耗能、无污染的先进技术,主要应用于纯水制备与海水淡化。反渗透技术是利用压力差为动力的膜分离过滤技术,通过压力差将H2O与源水中的无机盐、重金属离子、有机物、胶体、细菌、病毒等杂质严格分离。 EDI是一种电渗析技术和离子交换技术相融合的先进技术,系统能够通过电磁场通过阴、阳离子交换膜对阴、阳离子的选择性透过作用与离子交换树脂对离子的交换作用,在直流电场的作用下实现离子的定向迁移,从而完成水的深度除盐,系统能够完成树脂连续不断的自动再生,无需停机使用酸碱再生树脂,从而能连续制取高品质纯水。
无水柠檬酸生产工艺规程 1 产品概述 1.1 产品名称、化学结构、理化性质 1.1.1 产品名称 1.1.1.1 法定名称:无水柠檬酸(英文名Citric Acid Anhydrous)1.1.1.2 学名:3-羟基-3-羧基戊二酸 1.1.1.3 其它名称:枸橼酸 1.1.2 分子式、结构式: C6H8O7 CH2─COOH HO—C— COOH CH2─COOH 1.1.3 理化性质 1.1.3.1 物理性质 柠檬酸为无色半透明晶体或白色颗粒或白色结晶性粉末,无臭、味极酸,易溶于水和乙醇,水溶液显酸性。 柠檬酸结晶形态因结晶条件不同而不同,有无水柠檬酸C6H8O7也有含结晶水的柠檬酸2C6H8O7.H2O、C6H8O7.H2O或C6H8O7.2H2O。本公司产品无水柠檬酸是由36.6℃以上水溶液中结晶析出,经分离干燥后的产品,分子量192.13,熔点153℃,密度d420=1.6650。在干燥空气中易风化。无水柠檬酸晶体形态为单斜晶系的棱柱形-双棱锥体。 1.1.3.2 化学性质:
柠檬酸是一种较强的有机酸,有3个H+可以电离;加热可以分解成多种产物,与酸、碱、甘油等发生反应。 1.2 用途: 柠檬酸在食品工业上广泛用作酸味剂、增溶剂、缓冲剂、抗氧化剂、除腥臭剂、螯合剂等。 医药工业上广泛用柠檬酸及其盐类,柠檬酸盐用于补充相应的元素时,具有溶解度高、生理宽容性大,酸根直接被吸收而无积留等优点。 柠檬酸及其盐类和衍生物在化学工业中广泛用作缓冲剂、催化剂、激活剂、增塑剂、螯合剂、清洗剂、吸附剂、稳定剂、消泡剂。 柠檬酸及其盐类在印染、原子能工业、石油开采、建筑工业、铸造工业、皮革工业等行业中也有广泛的用途。 1.3 质量标准: 1.3.1 产品质量标准 本产品质量执行GB、BP93、BP98、USP23、USP24、E330等标准或根据客户需要生产。 1.3.2 包装规格: 出口柠檬酸系定量包装商品,一般25kgs或1000kgs为一包装袋。特别情况根据用户要求包装。每件实衡净重与规定净重的差重幅度定在4‰以下,鉴重时按规定比例抽查,抽查部分总净重与规定总净重差重幅度在2‰以内。 1.3.3 包装贮存要求:
超纯水工艺流程 预处理----反渗透----CEDI膜块----抛光树脂 膜法超纯水制取设备工艺流程:原水—超滤(多介质过滤器、活性炭过滤器)—反渗透—EDI—超纯水 渗透/电去离子(RO/EDI)集成膜技术是近年来迅速发展成熟,并得到大规模工业应用的最新一代超纯水制造技术,在国际上已逐渐成为纯水技术的主流。RO/EDI的集成膜技术在电子企业用水,实验室纯水系统,电厂用水等方面具有独特的优势。 自来水进入原水箱,通过原水泵增压,经砂滤器、炭滤器、阻垢剂加药、保安过滤器,到达反渗透单元,经两级反渗透过滤进入EDI单元,达到电阻率15MΩ.cm(25℃)进入纯水水箱。纯水供水设计为循环方式,经纯水供水泵增压,通过紫外线消毒器、抛光混床、0.22微米过滤器接入纯水供水管,到达使用点。 1.1预处理单元 采用石英砂过滤、活性炭过滤、保安过滤作为两级反渗透的预处理。 1.2膜系统单元 膜系统单元是本系统的核心,负责去除水中大部分的有害物质,保证终端产水达到标准要求。本设计中采用辅以pH值调节的两级反渗透作为初级脱盐工艺,EDI模块作为深度脱盐工艺。 1.2.1反渗透模块 反渗透膜是以压力差为驱动力的液相膜分离方法,可以看作是渗透的一种反向作用。在压力推动下,溶液中的水分子透过膜,而其它分子、离子、细菌、病毒等被截留,从而实现脱盐效果,达到纯化目的。 整个反渗透系统由高压泵、反渗透膜、压力容器以及相应的仪器、仪表、阀门、机架、管道及管件等组成;此外还有独立的化学清洗装置。
1.2.2EDI模块 EDI技术是将膜法和离子交换法结合起来的新工艺,基本原理主要包括离子交换、直流电场下离子的选择性迁移及树脂的电再生。水中的离子首先通过交换作用吸附于树脂颗粒上,再在电场作用下经由树脂颗粒构成的“离子传输通道”迁移到膜表面并透过离子交换膜进入浓室。由于离子的交换、迁移及离子交换树脂的电再生相伴发生,犹如边工作边再生的混床离子交换树脂柱,因此可以连续不断地制取高质量的纯水、高纯水。 EDI系统由增压泵、膜堆、电源以及相应的仪器、仪表、阀门、机架、管道等组成。 1.3供水单元 纯水供水循环采用254nm紫外线杀菌、抛光混床脱盐、0.22微米过滤,达到用户的纯水水质要求。 为保证纯水的品质以及生物学指标,在纯水制备的终端设置精度为0.22μm的微滤膜过滤器,用于截留去除脱盐设备出水中的微粒以及细菌尸体。由于0.22μm的微滤膜膜过滤器为整个脱盐工艺的最后一道处理设备,因此又称终端过滤器。过滤器内装折叠式微孔滤膜,过滤精度0.22μm,过滤器出口设置压力表。过滤器经过一段时间的运行后,滤膜表面截留了大量杂质,使滤膜堵塞,导致工作压力增加,当进出口压力差增大到某一设定值时,更换滤膜。 终端过滤器由罐体、0.22μm滤芯、压力表组成。 1.4主要设备 主要设备:原水箱、原水增压泵、砂滤器,炭滤器罐体、多路阀、阻垢剂计量泵、阻垢剂(氨基三甲叉膦酸ATMP)药罐、保安过滤器、保安过滤滤芯、一级RO高压泵、一级RO膜、二级RO高压泵、二级RO膜、膜壳、PH值调整计量泵、EDI增压泵、EDI模块、超纯水水箱、纯水增压泵、抛光混床罐、抛光树脂、0.22微米过滤器、0.22微米滤芯等。
纯净水的生产工艺流程是什么?矿泉水水厂水处理设备生产过程中的质量控制和措施 工艺流程方案 (1)第一级预处理系统:采用石英沙介质过滤器,主要目的是去除原水中含有的泥沙、铁锈、胶体物质、悬浮物等颗粒在20μm以上对人体有害的物质,自动过滤系统,采用进口品牌自动控制阀,系统可以自动(手动)进行反冲洗、正冲洗等一系列操作。保证设备的产水质量,延长设备的使用寿命。同时设备配备有自我维护系统,降低维护费用。 (2)第二级预处理系统:采用果壳活性炭过滤器,目的是为了去除水中的色素、异味、生化有机物、降低水的余氨值及农药污染和其他对人体有害的物质污染物。自动过滤控制系统,采用进口品牌自动控制阀,系统可以自动(手动)进行反冲洗、正冲洗等一系列操作。 (3)第三级预处理系统:采用优质树脂对水进行软化,主要是降低水的硬度,去除水中的钙镁离子(水垢)并可进行智能化树脂再生。自动过滤系统,采用进口品牌自动软水器,系统可以自动(手动)进行反冲洗。 (4)第四级预处理系统:采用双级5μm孔径精密过滤器(0.25吨以下为单级)使水得到进一步的净化、使水的浊度和色度达到优化,保证RO系统安全的进水要求。 (5)纯净水设备主机:采用反渗透技术进行脱盐处理,去除钙、镁、铅、汞对人体有害的重金属物质及其他杂质,降低水的硬度,脱盐率98%以上,生产出达到国家标准的纯净水。 (6)杀菌系统:采用紫外线杀菌器或臭氧发生器(根据不同的类型确定)提高保质期。为提高效果,应使臭氧与水充分混合,并将浓度调整到最佳比。 (7)一次冲洗:采用不锈钢半自动冲瓶机对瓶子的内、外壁进行清洗,清洗的水量可调。 矿泉水水处理设备-水 厂矿泉水设备 天然矿泉水厂建厂要 求、矿泉水引水工艺、曝气 工艺、过滤和消毒工艺、充 气工艺、灌装工艺、洗瓶工 艺、矿泉水工艺流程及其生
柠檬酸液态发酵及提取工艺 0802班生物科学饶慧 (指导教师:胡远亮) 0前言 柠檬酸(citric acid)又名枸橼酸,学名2-羟基丙烷三羧酸(2-hydroxytricarboxylic acid)或2-羟基丙烷-l,2,3-三羧酸(2-hydroxy propane-1,2,3-triearboxylic acid)是生物体主要代谢产物之一,在自然界中分布很广,主要存在于柠檬、柑橘、菠萝、梅、李、梨、桃、无花果等果实中,尤以未成熟者含量居多。分子式:C6H8O7(相对分子质量:192.13),无色透明或半透明晶体,或粒状、微粒状粉末,虽有强烈酸味,但令人愉快,稍有涩味。极易溶于水,溶解度随温度的升高而增大;从结构上讲柠檬酸是一种三羧酸类化合物,并因此而与其他羧酸有相似的物理和化学性质,加热至175°C时它会分解产生二氧化碳和水,剩余一些白色晶体。柠檬酸是一种较强的有机酸,有3个H+可以电离;加热可以分解成多种产物,与酸、碱、甘油等发生反应。 柠檬酸被称为第一食用酸味剂,极广泛地用作酸味剂、增溶剂、缓冲剂、抗氧化剂等,用于饮料、糖果、酿造酒、冰淇淋、酸奶、罐头食品、豆制品与调味品等的生产中。另外,在药物、美容品、化妆品工业上也有着重要的应用。它是香料和饮料的酸化剂,在食品和医学上用作多价螯合剂,同时是化学中间体,用于制造药物,也可用于金属清洁剂、媒染剂等。柠檬酸的盐类、酯类和衍生物也各具特点,用途极为广泛而有良好的发展前景。 柠檬酸循环(citric acid cycle)又称三羧酸循环(tricarboxylic acid cycle),克雷布斯循环(Krebs cycle)。体内物质糖、脂肪或氨基酸有氧氧化的主要过程。通过生成的乙酰辅酶A与草酰乙酸缩合生成三羧酸(柠檬酸)开始,再通过一系列氧化步骤产生CO2、NADH及FADH2,最后仍生成草酰乙酸,进行再循环,从而为细胞提供了降解乙酰基而提供产生能量的基础。 实验发酵机理: 1)以薯干粉、玉米粉或淀粉等糖类为原料经黑曲霉柠檬酸产生菌(我们采用黑曲霉M288)糖化后产生高浓度的葡萄糖。 2)黑曲霉利用糖类发酵产生柠檬酸:葡萄糖以EMP(糖酵解途径或者)、HMP
柠檬酸及生产工艺 摘要:柠檬酸广泛应用于食品工业、医药工业和化学工业等方面。它可利用糖质原料如土豆、地瓜中的淀粉等,在多种霉菌及黑曲菌的作用下,控制较低的温度和pH值、较高的通气量和糖浓度,用发酵法制得。 关键词:柠檬酸化工产品发酵法 1 产品说明 柠檬酸又名枸橼酸,学名3-羟基-3-羧基戊二酸,分子式C6H8O7为无色、无臭、半透明结晶或白色粉未,易溶于水及酒精。加热可以分解成多种产物,与酸、碱、甘油等发生反应。 柠檬酸主要应用于食品工业,因为柠檬酸有温和爽快的酸味,普遍用于各种饮料、汽水、葡萄酒、糖果、点心、饼干、罐头果汁、乳制品等食品的制造。柠檬酸在化学工业上可作化学分析用试剂,用作实验试剂、色谱分析试剂及生化试剂,用作络合剂,掩蔽剂,配制缓冲溶液。采用柠檬酸或柠檬酸盐类作助洗剂,可改善洗涤产品的性能,可以迅速和沉淀金属离子,防止污染物重新附着在织物上,保持洗涤必要的碱性,使污垢和灰分散和悬浮,提高表面活性剂的性能,是一种优良的鳌合剂。 2 生产原理 2.1 生产方法简介 中国现有柠檬酸生产厂近百家,总年产能力约80万吨,是全球最大的柠檬酸生产国和出口国。目前,柠檬酸生产方法有水果提取法,
化学合成法和生物发酵法三种。水果提取法是指柠檬酸从柠檬、橘子、苹果等柠檬酸含量较高的水果中提取,此法提取的成本较高,不利于工业化生产。化学合成法的原料是丙酮,二氯丙酮或乙烯酮,此法工艺复杂,成本高,安全性低。而发酵法发酵周期短,产率高,节省劳动力,占地面积小,便于实现仪表控制和连续化,现已成为柠檬酸生产的主要方法。 2.2 反应方程式 C12H22011 +H20+302→2C6H8O7+4H2O (蔗糖) (柠檬酸) 3 工艺过程及流程图 3.1工艺过程 3.1.1菌种培养 在4~6波美度的麦芽汁内加入25%至30%的琼脂,然后接入黑曲霉菌种(无茵操作),在30~32℃条件下培养4天左右。这种培养方法称为“斜面培养”。将麸皮和水以1:1的比例掺拌,再加入10%的碳酸钙、0.5%的硫酸铵,拌匀后装入容量为250毫升的三角瓶中,用1.5公斤压力灭菌60分钟。接人斜面培养法培养出的菌种,培养96~120小时后即可使用。 3.1.2原料处理 湿粉渣必须经过压榨脱水,使含水量在60%左右;干粉渣含水量低,应按60%的比例补足水分;结块的粉渣需粉碎成二至四毫米颗粒。然后加入2%碳酸钙、10%至11%的米糠,掺匀后,堆放2小时,
1纯净水生产工艺流程图(之1/2) 控制要求 提供符合GB5750要求的水源,有动、 静态检测 并有记录 目的:提供优良的原水 20T 不锈钢罐,有的空气呼吸器,每半年进行一次清洗消毒, 每周进行水微生物和理化检测 目的:积蓄原水,除去原水中泥沙 控制要求 不锈钢罐,每7天进行一次正洗和 反洗 每周进行一次水微生物和理化检测,每半年消毒一次。 目的:除去水中较大的有机物及其它 异物
控制要求 不锈钢外壳, 两组共14支 5um 滤芯 , 每6个月更换一次或滤芯压差大于时更 换 目的:过滤大颗粒杂质,保护RO 膜, 加阻垢剂主要是包裹水中 的Ga 2+、Mg 2+离子,使之不易堵塞 RO 膜孔 36根陶氏膜,树脂外壳,正常情况下二年半清洗一次或当一、二 泵压后压一、二级浓水压差大于1MPa 时,应对RO 膜进行清洗 (参见作业 文件) 目的:截留进水中 的杂质,离子和有机物及病毒等 30根陶氏膜,树脂外壳,每三年进行一次清洗或当一、二泵压后压一、
二级浓水压差大于1MPa 时,应对RO 膜 进行清洗 目的:将水电导率降 为10us/cm 以内,除去水中异物 不锈钢罐,每季度进行一次清洗消毒 目的:贮存过滤后的水,确保生产连 续性 4T 不锈钢罐,臭氧浓度~,每小时记录 臭氧在线值 目的: 杀灭水中微生物,防止二次污染 不锈钢管罐,原则上每6个月进行一次清洗消毒 目的:保持臭氧浓度 接下页
纯净水生产工艺流程图(之2/2) 接上页 控制要求 钛滤芯,30根滤芯直径,外壳不锈钢,每6个月清洗一次 目的:过滤杂质及微生物残渣 全不锈钢自动灌装机,机时产量 900桶 /小时 目的:生产出合格的 成品水 目视,双灯检台,分别检测桶内桶底和桶身及漂浮物
超纯水系统工艺流程图 Final approval draft on November 22, 2020
图 3 常用的一级RO+二级EDI+MB 电子I级超纯水系统工艺配置图 适合于源水硬度高,有机物含量高,电导率高(小于1000μs/cm),要求产水电阻率18~Ω·cm的超纯水系统图 4常用的一级RO+二级EDI电子Ⅱ级超纯水系统工艺配置图 适合于源水硬度高,有机物含量高,电导率(小于1000μs/cm),要求产水电阻率15~18MΩ·cm的超纯水系统
符号说明: P Pc F R C 电磁阀球阀止回阀压力表压力控制器流量计电阻率表电导率表流变控制开关 FK 图 5 常用的一级RO+二级EDI电子+MB 电子I级超纯水系统工艺配置图 适合于源水硬度低,有机物含量低,电导率高(小于1000μs/cm),要求产水电阻率18~Ω·cm的超纯水系统
图 6 常用的一级RO+二级EDI电子Ⅱ级超纯水系统工艺配置图 适合于源水硬度低,有机物含量低,电导率高(小于1000μs/cm),要求产水电阻率15~18MΩ·cm的超纯水系统
图 7是常用的一级EDI全系统组成图。 图 7 常用的产水水质稳定的二级RO+一级EDI+MB电子Ⅰ级超纯水系统组成图 适合于源水硬度低,有机物含量高,电导率 <1000μs/cm,即TDS < 500ppm时,要求产水电阻率18~Ω·cm的纯水系统
图 8 常用的产水水质稳定的二级RO+一级EDI电子Ⅱ级超纯水系统组成图 适合于源水硬度低,有机物含量高,电导率 <1000μs/cm,即TDS < 500ppm时,要求产水电阻率15~Ω·cm的的纯水系统
自来水厂生产的工艺流程 自来水厂的净水过程是从水源地取水至水厂,经处理达标后送至用户。根据水厂的具体情况,针对净水过程的特点和对控制系统的功能要求,采用以下控制方案。 1、自来水是如何生产的? 众所周知,由于自然因素和人为因素,原水里含有各种各样的杂质。从给水处理角度考虑,这些杂质可分为悬浮物、胶体、溶解物三大类。城市水厂净水处理的目的就是去除原水中这些会给人类健康和工业生产带来危害的悬浮物质、胶体物质、细菌及其他有害成分,使净化后的水能满足生活饮用及工业生产的需要。市自来水总公司水厂采用常规水处理工艺,它包括混合、反应、沉淀、过滤及消毒几个过程。 (1)混凝反应处理: 原水经取水泵房提升后,首先经过混凝工艺处理,即:原水+ 水处理剂→ 混合→ 反应→ 矾花水; 自药剂与水均匀混合起直到大颗粒絮凝体形成为止,整个称混凝过程。常用的水处理剂有聚合氯化铝、硫酸铝、三氯化铁等。汕头市使用的是碱式氯化铝。根据铝元素的化学性质可知,投入药剂后水中存在电离出来的铝离子,它与水分子存在以下的可逆反应: Al3 + 3H2O ←→ Al(OH)3 + 3H+; 氢氧化铝具有吸附作用,可把水中不易沉淀的胶粒及微小悬浮物脱稳、相互聚结,再被吸附架桥,从而形成较大的絮粒,以利于从水中分离、沉降下来。混合过程要求在加药后迅速完成。混合的目的是通过水力、机械的剧烈搅拌,使药剂迅速均匀地散于水中。 经混凝反应处理过的水通过道管流入沉淀池,进入净水第二阶段。 (2)沉淀处理: 混凝阶段形成的絮状体依靠重力作用从水中分离出来的过程称为沉淀,这个过程在沉淀池中进行。水流入沉淀区后,沿水区整个截面进行分配,进入沉淀区,然后缓慢地流向出口区。水中的颗粒沉于池底,污泥不断堆积并浓缩,定期排出池外。 (3)过滤处理:
柠檬酸生产工艺介绍 摘要:柠檬酸应用广泛,在食品、医药等方面都占有重要位置。制取所用材料价格低廉,条件要求适中,且采用的深层发酵法具有普遍、经济的特点。 关键词:柠檬酸发酵 1.柠檬酸简介 柠檬酸又名枸橼酸,学名2-羟基丙烷-1,2,3-三羧酸。柠檬酸是无色透明或半透明晶体,或粒状、微粒状粉末,无臭,虽有强烈酸味,但令人愉快,稍有后涩味。柠檬酸是生物体主要代谢产物之一,它在植物体内常与酒石酸、苹果酸、草酸等有机酸共存,在动物组织中柠檬酸以游离状态或以金属盐的形式存在。商品柠檬酸主要有一水化合物和无水物。 柠檬酸用途极其广泛,在食品工业广泛用于酸味剂、增溶剂、抗氧化剂、缓冲剂、除腥脱臭剂等。在其他工业中,可作金属净化剂、去垢剂、分散剂、电镀缓冲剂和配位剂、胶粘剂,并可用于治理工业废气、废水、回收金属等。在药物中可产生泡腾,使药物中活性配料迅速溶解并提高味觉能力。 制取柠檬酸可以从水果中提取、化学合成法和生物发酵。其中发酵是最常用和最有经济价值的方法。 2.柠檬酸发酵菌种及原材料。 2.1菌种及原材料 柠檬酸发酵工艺中,具有工业生产价值的微生物有黑曲霉、棒曲霉、文氏曲霉、芬曲霉、丁烯二酸曲霉、橘青霉、解脂假丝酵母等,其中黑曲霉和文氏曲霉在深层液态发酵生产柠檬酸最具有商品竞争优势。 凡能通过微生物代谢而产生柠檬酸的物质,都可以作为柠檬酸的发酵原料。如乙醇、木质素、纤维素、淀粉、蔗糖、乳糖、正烷烃和脂肪等。黑曲霉生产菌可以在薯干粉、玉米粉、可溶性淀粉、乳糖、葡萄糖、麦芽糖、糖蜜等多种培养基中生长、产酸,而且产量在微生物中最高。 2.2黑曲霉 在米曲汁或麦芽汁培养基上菌丝白色,不是绒球状,凸起。边缘整齐,菌落较小,带皱折。在麦芽汁培养基上生长4d成熟的孢子呈黑褐色。在察氏培养基上生长较慢,菌落边缘整齐,分生孢子梗短,分生孢子着生较密。菌丝顶端着生稀疏的大型的黑褐色孢子德,成熟后呈开花状而崩裂。分生孢子是串珠状着生,黑褐色,表面粗糙且有明显的刺状突起,4.7-5.2μm,成熟后遇振动易散落。黑曲霉具有多种活力较强的酶系,能利用淀粉质物质,并且对蛋白质、单宁、纤维素、果胶等具有一定的分解能力。所以黑曲霉可以边生长、边糖化、边发酵产酸的方式生产柠檬酸。 3.设备 发酵生产过程中主要的设备有发酵罐、种母罐、抽滤桶、脱色柱、结晶锅、浓缩锅等。 其中发酵罐是用来对微生物进行发酵之用,罐中有搅拌浆,罐身有传感器,用来控制发酵中各条件的变化。种母罐用来串培养种母醪。抽虑桶采用真空和加压过滤,用于固液分离。 4.柠檬酸深层液态发酵工艺 4.1工艺流程:培菌--发酵--中和--酸解--浓缩结晶 原料粉碎培养基制备实罐液化原始菌种环境空气 实罐灭菌试管斜面过滤 麸取菌种空气机
典型纯化水系统工艺流程示意图 制药纯化水制备系统清单(以2t/h纯化水设备为例)
在纯化水管道系统的清洗和消毒时,不得安装紫外灯及除菌滤器过滤介质,不得安装呼吸器。纯化水系统贮罐及不锈钢管道的处理(清洗、消毒)分为纯化水循环预冲洗→碱液循环清洗→纯化水冲洗→消毒。 纯化水管道系统中纯化水循环预冲洗: 启动制水系统,待纯水箱内注入约500L纯化水时,启动水泵加以循环,待纯水箱内纯水降到低位时,关闭纯水泵,排尽纯水箱内积水和管道积水后,关闭纯水箱及纯水管道上所有的用水点阀门。 纯化水管道系统冲洗: 启动制水系统,将二级反渗透淡水同时注入配制碱液的清洗箱内和纯水箱内,并通过清洗泵,将清洗箱内的纯水输送到纯水箱内,使对清洗箱进行清洗。 待纯水箱内的纯水到中位时,启动纯水泵,将纯水输送管道各使用点用水阀同时打开,使其处于半开启状态,关闭纯水泵,打开纯水贮罐排污阀和各使用点阀门进行排空。 排空后,继续制备纯化水按以上相同冲洗方法对贮罐和管道进行循环冲洗、排放,总PH、电导率相一致结束。 冲洗结束后,应对纯水箱及各使用点阀门全部开启进行排空,排空结束后,关闭纯水箱及管道所有使用阀门,准备钝化。 消毒: 3%双氧水配制:开启制水系统,制取纯化水进入清洗箱内,输送完毕后,使纯水贮罐内的双氧水浓度为3%,体积为500L。 消毒:开启纯水泵,使3%双氧水消毒剂在纯水箱及管道内循环30分钟,并通过喷淋球对贮罐内壁循环消毒。 消毒剂排放:3%双氧水循环结束后,打开纯水各使用点阀门,使其处于半开启状态,使消毒液对阀门处进行消毒,直致消毒液排尽。 纯水最终冲洗:启动制水系统制备纯水入纯水贮罐中位时,启动纯水泵,对贮罐和管道循环冲洗30分钟后,打开纯水贮罐排污阀和各使用进行排空。 排空后,继续制备纯水输送到纯水贮罐中位,按以上冲洗方法对贮罐和管道进行循环冲洗、排放,直至二级反渗透淡水、纯水贮罐、总送、总PH、电导率符合标准要求为结束。
纯净水生产工艺流程方案 本项目生产工段情况简述: (1)多介质过滤器:吸附及机械隔离作用,用于过滤水中的有机物及胶体等物质。 (2)活性炭过滤器:吸附及机械隔离作用,用于过滤水中的有机物及胶体等物质。 (3)软化器(离子交换树脂):交换吸附钙、镁离子,降低水的硬度。使用后的树脂利用NaCl溶液进行再生。 (4)精密过滤器:可将水中的某些有机物和细菌截留,被过滤出来的水就基本无菌了。 (5)反渗透装置:用于除去水中的杂质离子。 (6)臭氧消毒:使用臭氧发生器产生臭氧,对水的瞬间杀毒灭菌。 (7)无菌水存储:灌装前在无菌水罐中存放成品水。 (8)灌装:将成品水在无菌条件下装进水桶并封盖,保证水的卫生质量。 纯净水设备工艺流程说明:
第一级预处理系统 采用石英砂多介质过滤器,主要目的是去除水中含有的泥沙、锰、铁锈、胶体物质、机械杂质、悬浮物等颗粒在20UM以上对人体有害的物质。自动过滤系统采用进口富莱克控制器,可以自动进行反冲洗、正冲洗等一系列操作。同时,设备具有自我维护系统,运行费用低。滤材主要包括:PPF,AC椰碳等。 第二级预处理系统 采用活性炭过滤器,去除水中的色素、异味、大量生化有机物,降低水中的余氯值及农药污染和其他对人体有害的污染物质。自动过滤系统采用进口富莱克控制器,可以自动进行反冲洗、正冲洗等一系列操作。 第三级预处理系统 采用阳离子树脂对水进行软化,主要去除水中的硬度。水的硬度主要是有钙(Ca2+)、镁(Mg2+)离子构成的,当含有硬度离子的原水通过树脂层时,水中的Ca2+、Mg2+被树脂交换吸附,同时等物质量释放出钠Na+离子,从软水器内流出的水就是去掉了硬度离子的软化水。从而有效防止逆渗透膜结垢。系统可以自动进行反冲,正冲等。并可以进行智能化树脂再生,延长系统使用寿命。 四级预处理系统 采用5微米孔径精密过滤器使水得到进一步净化,使水的浊度和色度达到优化。保证RO系统的进水要求。 纯净水设备主机系统
柠檬酸的提取、分离、鉴定 生物111 201100606027 何远升 一、钙盐法提取柠檬酸 钙盐法生产柠檬酸工艺流程为:发酵液→过滤(除去菌体和残渣)→中和过滤(中和剂石灰乳)→柠檬酸钙盐→硫酸酸解、过滤→粗酸液→净化→浓缩结晶→离心→干燥→柠檬酸晶体。 1. 发酵液热处理 将发酵液煮沸5min,然后搅拌降温至80℃。80℃下,发酵液用两层医用纱布过滤,除去其中的菌丝体、薯干粉渣等较大的固体杂质。然后用80℃热水洗涤滤饼,使菌体中的柠檬酸释放出来。离心取上清液。量筒计量出上清液的体积V0准确量取5mL上清液,量取5mL清液、5mL蒸馏水于锥形瓶中,再滴入2~3滴酚酞指示剂,用标准NaOH 溶液滴定,滴定终点为淡红色,30s内不褪色,记下消耗的NaOH 溶液体积V1; M柠檬酸(g)=V1(mL)×c(NaoH)×0.001×1/3×210×V0 /5 2. 碳酸钙中和沉淀 钙盐法主要的化学反应步骤有两步:中和与酸解。其中,中和又可以采用两种方法: 中和: 2C6H8O7·H2O+ 3CaCO3→Ca3(C6H5O7)2·4H2O↓+ 3CO2↑+H2O 酸解: Ca3(C6H5O7)2·4H2O↓+ 3H2SO4+H2O→2C6H8O7·H2O+ 3CaSO4·H2O 柠檬酸与碳酸钙发生中和反应,形成难溶的柠檬酸钙沉淀,碳酸钙的添加量根据滤液中柠檬酸的重量添加,比例约为柠檬酸:碳酸钙=2.1:1。边搅拌边缓慢加入碳酸钙,以防止产生大量气泡。碳酸钙加完后放置90℃恒温水浴中加热,保温搅拌30分钟,趁热过滤,并用沸水洗涤柠檬酸钙沉淀。 3. 酸解 将柠檬酸钙沉淀物取出,称量,加入2倍量的水,调匀,加入浓硫酸溶液,硫酸的添加量根据碳酸钙的量计算,碳酸钙与硫酸的摩尔比为1:1.5。加完硫酸后,搅拌30分钟,过滤,得清亮的棕黄色液体,取样测定柠檬酸的含量,并准确计量柠檬酸液体积。 4. 过滤、脱色 先吸附脱色再过滤:在一次滤液中加入3%(W/'V)的活性炭,80℃水浴中恒温搅拌30min,然后真空抽滤,除去活性炭与其它杂质。 5.离子交换 (1)树脂的预处理 用去离子水浸泡过夜,并洗至去离子水近无色,装入色谱柱,用5倍体积量2%的氢氧化钠冲洗树脂柱,使树脂转化为钠型,并用去离子水洗至流出液近中性;最后用5倍体积量2mol/L盐酸冲洗树脂柱,使树脂转化为氢型,并用去离子水洗至流出液近中性,备用。(2)上样 将滤液沿着柱壁缓慢加入到树脂柱中,使其按照一定的流速流经树脂柱。 (3)洗涤 用蒸馏水将留在交换柱中不发生交换作用的阳离子洗出。
北京化工大学化学工程学院 设计说明书 题目:年产500吨乙酰柠檬酸三丁酯工艺设计 学生: 班级: 学号: 指导教师: 2016年元月
目录第一章工艺设计基础 1.1 设计任务 1.2 原辅材料性质及技术规格 1.3 产品的性质及技术规格 1.4 危险性物料的主要物性 1.5 原辅材料的消耗定额 第二章工艺说明 2.1 生产方法、工艺技术路线及工艺特点 2.1.1 生产方法 2.1.2 工艺技术路线的确定 2.2 生产流程简述 第三章工艺计算与主要设备选型 3.1 物料衡算 3.1.1 计算的基准数据 3.1.2 计算基准 3.1.3 各单元物料衡算 3.2 热量衡算 3.2.1 计算的基准数据 3.2.2 物料衡算
3.3 酯化过程相关设备的计算及选型 4.附图:带控制点的工艺流程图(PID)
第一章工艺设计基础 1.1 设计任务 设计项目:年产500吨乙酰柠檬酸三丁酯生产工艺设计 产品规格:纯度为98.5%的乙酰柠檬酸三丁酯(ATBC) 生产能力:年产500吨ATBC; 考虑到设备检修,年开工时间300天; 采用五班三倒制,每班工作8h。 产品主要用途(合成乙酰柠檬三丁酯的意义):作为一种优良的无毒增塑剂,用于食品包装、儿童玩具、医疗用品及其它生活用品。此外,还可用作医药 制品助剂,金属涂层,卫生用品中的除臭剂、香料和食品添加剂,色 谱分析固定相等,应用前景十分广泛。 拟采用的聚合工艺: 拟采用柠檬酸与正丁醇酯化反应生成柠檬酸三丁酯(TBC),酯化反应物经脱醇后再与醋酸酐进行乙酰化反应,然后,乙酰化反应物经过脱酸处理得到粗ATBC溶液,最后,再经过中和、水洗、干燥和脱色等后处理步骤得到满足要求的ATBC产品。流程图如下:
纯净水生产工艺流程 Standardization of sany group #QS8QHH-HHGX8Q8-GNHHJ8-HHMHGN#
纯净水的生产工艺流程是什么矿泉水水厂水处理设备生产过程中的质量控制和措施 工艺流程方案 (1)第一级预处理系统:采用石英沙介质过滤器,主要目的是去除原水中含有的泥沙、铁锈、胶体物质、悬浮物等颗粒在20μm以上对人体有害的物质,自动过滤系统,采用进口品牌自动控制阀,系统可以自动(手动)进行反冲洗、正冲洗等一系列操作。保证设备的产水质量,延长设备的使用寿命。同时设备配备有自我维护系统,降低维护费用。 (2)第二级预处理系统:采用果壳活性炭过滤器,目的是为了去除水中的色素、异味、生化有机物、降低水的余氨值及农药污染和其他对人体有害的物质污染物。自动过滤控制系统,采用进口品牌自动控制阀,系统可以自动(手动)进行反冲洗、正冲洗等一系列操作。 (3)第三级预处理系统:采用优质树脂对水进行软化,主要是降低水的硬度,去除水中的钙镁离子(水垢)并可进行智能化树脂再生。自动过滤系统,采用进口品牌自动软水器,系统可以自动(手动)进行反冲洗。 (4)第四级预处理系统:采用双级5μm孔径精密过滤器(吨以下为单级)使水得到进一步的净化、使水的浊度和色度达到优化,保证RO系统安全的进水要求。(5)纯净水设备主机:采用反渗透技术进行脱盐处理,去除钙、镁、铅、汞对人体有害的重金属物质及其他杂质,降低水的硬度,脱盐率98%以上,生产出达到国家标准的纯净水。(6)杀菌系统:采用紫外线杀菌器或臭氧发生器(根据不同的类型确定)提高保质期。为提高效果,应使臭氧与水充分混合,并将浓度调整到最佳比。(7)一次冲洗:采用不锈钢半自动冲瓶机对瓶子的内、外壁进行清洗,清洗的水量可调。 矿泉水水处理设备-水厂矿泉水设备 天然矿泉水厂建厂要求、矿泉水引水 工艺、曝气工艺、过滤和消毒工艺、 充气工艺、灌装工艺、洗瓶工艺、矿 泉水工艺流程及其生产线、矿泉水检 验与卫生管理、矿泉水的品质控制、 矿泉水的生产工艺、矿泉水生产过程 中的质量控制和措施 一、方法 1、本方法是不添加杀菌剂,而且有 良好保存性的无菌矿泉水生产方法。 人们历来都在寻找甘甜可口的水,将 各地有名气的水装入容器大量出售一般情况下,矿泉水取水和装瓶不在同一个地方,抽出的水放在水罐中。从取水到装瓶这段时间内,细菌有可能繁殖滋生。以前防止细菌的繁殖,都是在抽出的水中添加氟,这样将损害矿泉水的天然风味,同时残留的氟可能生成有害物质。有人建议,在添加氟的情况下,可用活性炭进行再处理,但同样会影响矿泉水的天然风味。所以,需要研究一种方法,既能有效的防止矿泉水从取水到装瓶这段时间内细菌的繁殖,又不须添加氟等杀菌剂。 2、将矿泉水抽出后,在12摄氏度以下冷却,或者在冷却的同时,用孔径微米的滤膜过滤,然后再进行灭菌处理,在无菌条件下装入容器。从底下抽出的矿泉水的温度一般在15---17摄氏度左右。由于天然矿泉水来源的不同或在抽水过程中空气的混入等原因,使水中含有各种细菌。根据本方法,抽出的矿泉水要冷却到12摄氏度以下,若能冷却到10摄氏度以下更好,冷却到5摄氏度以下更显着。冷却是为了防止矿泉水滋生细菌。其次,上述条件作为在该温度下矿泉水不冻结的条件。矿泉水被从底下抽出后最好尽快的强制冷却。冷却时可采用平板式冷却机进行冷却。其次,按照本方法,最好将抽出的水用微米的膜过滤,以除去矿泉水中存在的革兰氏阴性菌或不溶解物。这样在灭菌处理前,能将有害微生物除去是最理想的。所以,在冷却处理的同时,用滤膜进行过滤。在用膜进行过滤时,最好保持工作压力公斤,水流量5---12升/分,过滤的矿泉水的温度,必须维持在上述的范围。膜可以使用市场上出售的微孔滤膜。矿泉水在经过上述冷却处理和过滤后,在一定时间继续保持低温条件,再用常规方法进行灭菌处理,达到完全灭绝矿泉水中的杂菌,如使用高温加热灭菌方法。要保持矿泉水的味道不变,须采用精密过滤的方法,可用