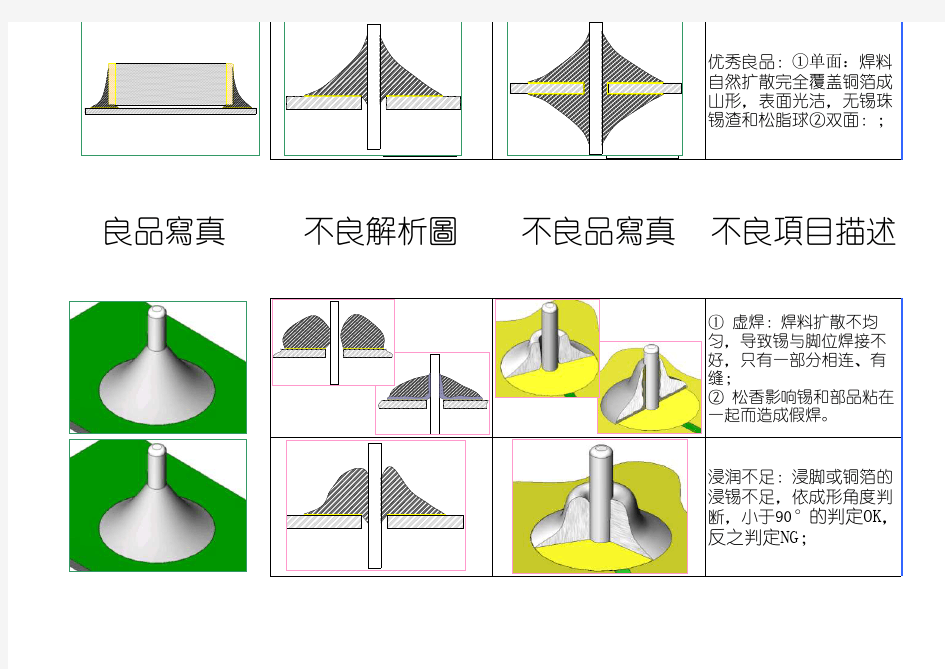

优秀良品:①单面:焊料自然扩散完全覆盖铜箔成山形,表面光洁,无锡珠锡渣和松脂球②双面:;① 虚焊:焊料扩散不均
匀,导致锡与脚位焊接不
好,只有一部分相连、有
缝;
② 松香影响锡和部品粘在
一起而造成假焊。
浸润不足:浸脚或铜箔的
浸锡不足,依成形角度判
断,小于90°的判定
OK,反之判定NG;
双面基板焊锡单面基板焊锡间隙
松油钝角漏洞松焊假焊铜箔浸锡良好
A<90°脚位浸锡不足B>90°B
锡点表面针孔或裂痕:
孔底浅而易见为OK;孔为
隧道状,深不可见为NG;
※ 要注意和引脚及铜箔
边界不明显的裂痕;
贯孔上锡不良:
贯孔的70%以上有上锡
或者从贯孔上面能确认到
焊锡的判定OK,反之判定
NG;
锡尖、锡柱:过热锡面无张力,造成尖
角状;
判定基准:
低于脚位且不超出铜箔判
定OK,反之判定NG;铜箔剥离、浮起:
焊锡温度太高或加热时间
过长,或者受外力冲击,
都会造成起铜皮;
起铜皮全部判定为不良;
不良品良品停在中间NG 间隙
不良品良品超出脚位和铜箔的判定NG B A 超出脚位和铜B A 铜箔翘起的
判定NG
多锡、包脚:
锡多凸出,没有超出铜
箔,且能看到引脚尖端的
判定OK,反之判定NG;
剪脚不良:
剪脚时引脚留得太长,高
度低于4mm的判定OK,反
之判定NG;
剪脚不良:
剪脚时剪得太低,锡点被
剪到的判定NG;
剪脚不尽:
剪脚时因刀不锋利,脚底
留有毛刺,能碰动的判定
NG,不能碰动的判定OK;
毛刺高度
超出
4
m
m 判
定N
G
切断包脚超出铜箔不良品
毛刺不可动
的判定OK
剪到焊锡
的判定NG
引脚高度超过
4mm 的判定NG 焊锡超出铜箔
边缘的判定NG 看不到引脚
的判定NG h
焊锡无光泽:
过渡加热,表面灰暗无光
、粗糙的判定NG;
焊锡气泡:
直径为Ф0.3mm以下且只
有1处的判定OK,直径超出
Ф0.3mm的判定NG,气泡
直径低于Ф0.3mm但数量
超出1个的判定NG;
露铜箔:
焊锡时焊料扩散不充分
没有完全盖住铜箔,判定基准为盖住铜箔面积大于
80%的判定OK,反之判定
NG;
假焊:
① 端子和裙边形之间;
② 引脚和裙边形之间;
假焊识别方法:能看见端
子和焊锡的边界发黑
假焊品全部判定为NG;
假焊铜箔盖住超过80%
的判定OK 气泡直径
Ф0.3mm 以
下且只有1处的判定OK 假焊的裙边可以看见黑圈表面灰暗无光、
粗糙的判定NG
少锡:焊锡时因为焊料少或上锡
不好造成少锡,锡盖住铜
箔面极超过80%,且焊锡
高度在0.5mm以上的判定
OK,反之判定NG;
连锡:相邻端子间连锡或
有锡屑搭接为不良,要除
去多余的锡或锡珠;
锡珠:直径超出Ф0.2mm为不良
品,会引起短路不良的锡
珠,直径小于Ф0.2mm也判
定为不良,可动的锡珠判
定为不良,要除掉;
松油形成球状.直径≥1.2mm 为重欠点,直径≤1.2mm-0.2mm 为轻欠点。锡球、锡渣直径
≥1.2mm 为重欠品,直径≤1.2mm-
0.2mm 为轻欠品。0.5mm 以下为不良高度低于0.5mm 的判定NG 焊锡连在一
起的判定NG
近碰:
弯脚或剪脚不好,造成引
脚与相邻引脚或部品相
碰.距离大于1.0mm的判
定OK,反之判定NG;
少锡(脚型贴片元件)
:端子全周1/2以上有上锡
的判定OK,反之则判定NG;
三极管偏位:各端子底部
50%以上搭在铜箔上的判
定OK,反之则判定NG;
偏位(IC):A 竖偏:要求端子底部长度2/3搭在铜
箔上.B.横偏:横偏不许超
宽幅1/2.h 引脚与锡面距离小
于1.0mm 的判定NG 端子搭在铜箔上
小于50%,判定NG
B>A
端子上锡小于
1/2,判定NG
端子横向偏幅超过1/2判定NG A
B 端子竖向偏幅
超过1/3判定NG I C IC
锡珠(IC):
直径超出Ф0.2mm为不良
品,会引起短路不良的锡
珠,直径小于Ф0.2mm也
判定为不良,可动的锡珠
判定为不良,要除掉;
连锡(IC):
相邻端子间连锡或有锡屑
搭接为不良,要除去多余
的锡或锡珠;
相邻端子间
连锡判定NG 锡珠直径超出
Ф0.2mm 判定NG IC
连锡(IC):相邻端子间连锡或有锡屑搭接为不良,要除去多余的锡或锡珠;间隔(带脚件):脚间距0.2mm以上,脚与铜箔间隔0.2mm以上的判定OK,反之则判定NG;锡包(脚型):上锡过多时,会在端子前端形成小山包,裙边与铜箔之间角度大于90°的判
定OK,反之则判定NG;
过量焊锡(脚型):
上锡过多时,引脚的肩部
及肋部有上焊锡的判定
NG,必须去掉多余的锡;
A
BA≥0.2mm
B≥0.2mm θ>90°
判定OK
θ≤90°
判定NG A B 焊锡超出铜箔
边缘的判定NG 焊锡超出铜箔
边缘的判定NG 过量焊锡造成肋
部有焊锡判定NG
相邻端子间
连锡判定NG
IC1
IC2
IC IC
IC IC
焊锡裂开:因为受到外力
冲击而造成的焊锡裂开判
定NG;
毛刺:
焊锡时产生的毛刺要除
去;
浮起(脚型):端子底面离
开铜箔没有超过端子厚度
的判定OK,反之则判定NG;
假焊:未接好,电极与铜箔
之间有空隙,未焊住,假
焊全部判定NG;
间隙t B>t 判定NG
B
B T
锡面高度超过端
子厚度判定NG
端子没有与锡熔在
以起造成假焊判定NG
间隙焊锡产生毛刺
判定NG
焊锡裂开
判定NG
IC IC IC IC
上锡:端子侧面上锡量不
低于端子高度1/3判定OK,
反之则判定NG;
铝电容偏位:
各端子的2/3以上搭在铜
箔上的判定OK,反之则判
定NG;
少锡:
焊锡时因为焊料少造成少
锡,焊锡量不足不能有效
扩散成裙边,判定NG;
焊球:焊锡没有有效扩散
成裙边,形成球状,焊锡
附着力和接触都不好,判
定NG;
上锡:厚度不足1mm 的贴片电极侧面1/2
以上要着锡,厚度超过1mm 的铜箔着锡
面积要比电极面着锡面积多.
焊球
判定NG
锡面高度低于端子
高度1/3,判定NG
偏位超出1/3,判定NG
Y X
过量焊锡:上锡过多时,会在端子前端
形成小山包,裙边与铜箔之间角度大于90°的判定OK,
反之则判定NG,锡面高于零
件电极高度的判定NG;
铜箔剥离、浮起:
焊锡温度太高或加热时间
过长,或者受外力冲击,
都会造成起铜皮;
起铜皮全部判定为不良;
毛刺:
焊锡时产生的毛刺要除
去;
偏位:
A.竖偏:电极不超出铜箔
的判定为OK.
B.横偏:偏移量超过部品
三分之一的判定NG.
BA
θ>90°
判定OK θ≤90°判定NG AB
横向偏移量超过部品
三分之一.判定NG 竖向偏移量电极超出铜箔.判定NG 焊锡时产生
毛刺判定NG
起铜皮判定NG
浮起(贴片型):部品底面
离铜箔没有超过0.3mm的
判定OK,反之则判定NG;
假焊:锡扩散不充分,或是有介质
附在了2者之间(油或松香
等),造成锡不能扩散,部
品电极与焊盘之间没有真正
焊接;
假焊品全部判定为NG;
部品贴反:
部品上表面是白色的,部
品贴反判定NG;
元件立起:
元件立起判定NG;
A≤0.3mm
A 部品白色面朝上判定NG
部品电极与焊盘之间没有部品底面离基板超
过0.3mm ,判定NG A元件立起判定NG
断裂、欠损:焊锡部、零
件部、电极部不能有裂断
、损伤。
胶水流出:胶水附上铜箔
判定NG;
连锡:
相邻部品间连锡或有锡屑
搭接为不良,要除去多余
的锡或锡珠;
锡珠、锡渣:0.2mm以上
为NG,不足0.2mm的锡珠可
动NG要取掉,但是要求不动的锡珠距离在锡点间距
的1/3之上,如锡点很小、
很多为NG。
B≥1/3W B A A≥/3W 元件裂开判定NG 电极损伤判定NG 焊锡裂开
判定NG
铜箔粘附红
胶判定NG
锡珠直径超出
Ф0.2mm 判定NG 相邻部品间连锡判定NG
贴片间隔:贴片间隔在锡点间距1/3以上的判定OK,
反之则判定NG;
线芯外散:线芯一部分散
出焊锡外
线芯断:
断一部分,判定基准为:
(线数) (切断许可数)
9根以下 0
10根以上………1根以下,
超过许可率判定为NG
线芯浮高:
焊锡接入点离铜皮高度超
出1mm,接合会不牢固,
判定为NG;
线芯断裂h 超出1mm 判定NG
要求是W 的
1/3以上W
h 一部分线芯断间距不足铜箔间
距的1/3,判定NG 线芯外散判定NG
焊锡接入点离铜皮高度超出1mm 判定NG 1mm 以上
线芯露出尺寸大:
线皮与锡点间超过2mm为
NG.
※但与其它锡点可能相触
时另外规定.
烫伤:
线皮被烙铁烫伤,可以看
到线芯的判定NG,看不到
线芯的判定OK;
L 绝缘皮烫伤
线芯露出尺寸超过2mm 判定NG L线皮被烙铁烫伤,可
以看到线芯判定NG ;
盖皮:
线皮被烫溶化扩展形成外观问题判定为NG
先端飞出:
线芯先端从锡点飞出,2mm
以上为NG.
※但可能碰到其它锡点时
另作判定.
芯线焊锡角度不良:
电线与铜皮的成角超过超
过45°判定为NG;
管状端子焊锡不足:
槽型中端子焊锡不周全,
必须溢出出口,有孔必塞
满,根据程度决定基准.
h超出2mm判定NG
角度超出45°判定NG
h
不满没堵住孔
线芯先端从锡点飞
出2mm以上判定NG;
线皮被锡盖住判定NG;
电线与铜皮角度超
过超过45°判定NG;
不满
没
堵
住
孔
板状端子孔的90%以上必
需上锡.但客户有要求线
径不同,也有个别情况.
漏锡:
加锡过量,导致焊锡流出
到起它部位的判定NG;
此孔的90%要堵上
锡没盖住孔锡多流出
判定NG
焊锡包住导线皮的判定NG
偏焊:焊锡包住导线皮的
判定NG;
少锡的判定NG
上锡:脚端边的2/3以上要
上锡,上锡范围低于2/3的
判定NG;
LCC、MSP
上锡部分
偏位 A竖偏:脚搭在铜箔
上2/3以上.B横偏:脚底面
宽全部在铜箔上(不许偏
一点).
LCC、MSP